Mo-Cu合金熔滲工藝影響因素研究
2019-05-15 00:49:34楊秦莉劉仁智
中國鉬業 2019年2期
趙 虎,楊秦莉,莊 飛,劉仁智
(金堆城鉬業股份有限公司,陜西 西安 710077)
0 引 言
近年來,隨著新能源汽車、電子封裝、航天航空領域對Mo-Cu合金材料的持續需求,Mo-Cu合金作為一種特殊的鉬基合金成為復合材料研究領域的一個熱點[1-3]。常見的制作Mo-Cu合金的工藝和技術有熔滲法、液相燒結法[4-7],機械合金化(MA)法等[8],熔滲法相對應用較為廣泛,但已有文獻缺乏對熔滲工藝影響因素的深入研究,因此本文將對影響Mo-Cu合金熔滲工藝的因素進行深入研究,為優化Mo-Cu工藝提供試驗基礎。
從Mo/Cu二元合金平衡相圖(圖1)可見:Mo/Cu二元合金的液一固相變屬共晶轉變[9]。當溫度低于Cu的熔點(1 083 ℃)時,兩種金屬元素無固相擴散;當Cu處于液相時,Mo在Cu中溶解量極少,即使將溫度升高至1 500 ℃,其溶解度也只達到1.5%左右,幾乎可以忽略不計,因此Mo和Cu組成的復合材料是一種典型的“假合金”[4]。該合金兼具兩種金屬的優點,可以根據使用要求計算和設計Mo-Cu合金的熱膨脹系數和熱導率,這是Mo-Cu合金適用于電子封裝材料、散熱材料的突出特點。
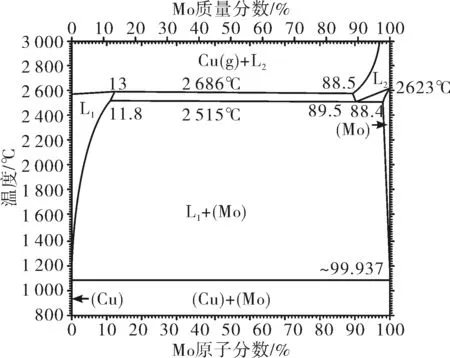
圖1 Mo/Cu二元合金平衡相圖
Mo-Cu熔滲處理就是將銅加熱至融化狀態并逐漸滲入多孔鉬骨架中,完全填充所有孔隙,并最終形成致密復合兩相材料的過程。在熔滲處理時鉬保持了固相,而銅發生了從固相向液相的轉化,并在冷卻時又從液相轉化成固相。熔滲溫度需保證銅(熔點1 083 ℃)處于熔融狀態,還要使熔融態銅具有一定的流動性和潤濕性,但熔滲溫度也不宜過高,因為過高的熔滲溫度會導致熔融銅的黏度系數發生變化并影響最終熔滲效果。已有研究表明[10]:熔融Cu擴散到鉬骨架孔隙內部的驅動力主要來自多孔鉬骨架在熔融銅的潤濕作用下的毛細管力,而其阻力則包括重力、凝固阻力、黏滯阻力及氣氛阻力等。熔滲時孔隙對液相的毛細管力必須克服存在的上述阻力才能使液相銅逐漸填滿鉬骨架孔隙內部。熔融Cu擴散至鉬骨架中并填滿所有孔隙并盡可能實現完全的熔滲效果從而形成致密合金(復合材料相對密度接近其理論密度)需要一定的時效作用。同時應該考慮,銅從固相向熔融狀態(液相)轉化過程中、液相銅在繼續升高溫度的過程中以及熔滲完成后銅從液相向固相轉變時溫度變化速率的影響效果。因此僅從工藝參數的角度講,熔滲溫度、熔滲時間及溫度變化速率是熔滲工藝的主要影響因素。
熔滲工藝通過示意圖2(a)、(b)的靜止狀態完成,可見研究熔滲工藝的影響因素不能忽視與熔滲相關的環境介質,如物料放置位置、加熱爐爐內氣氛、坩堝材質等一系列的相關因素。
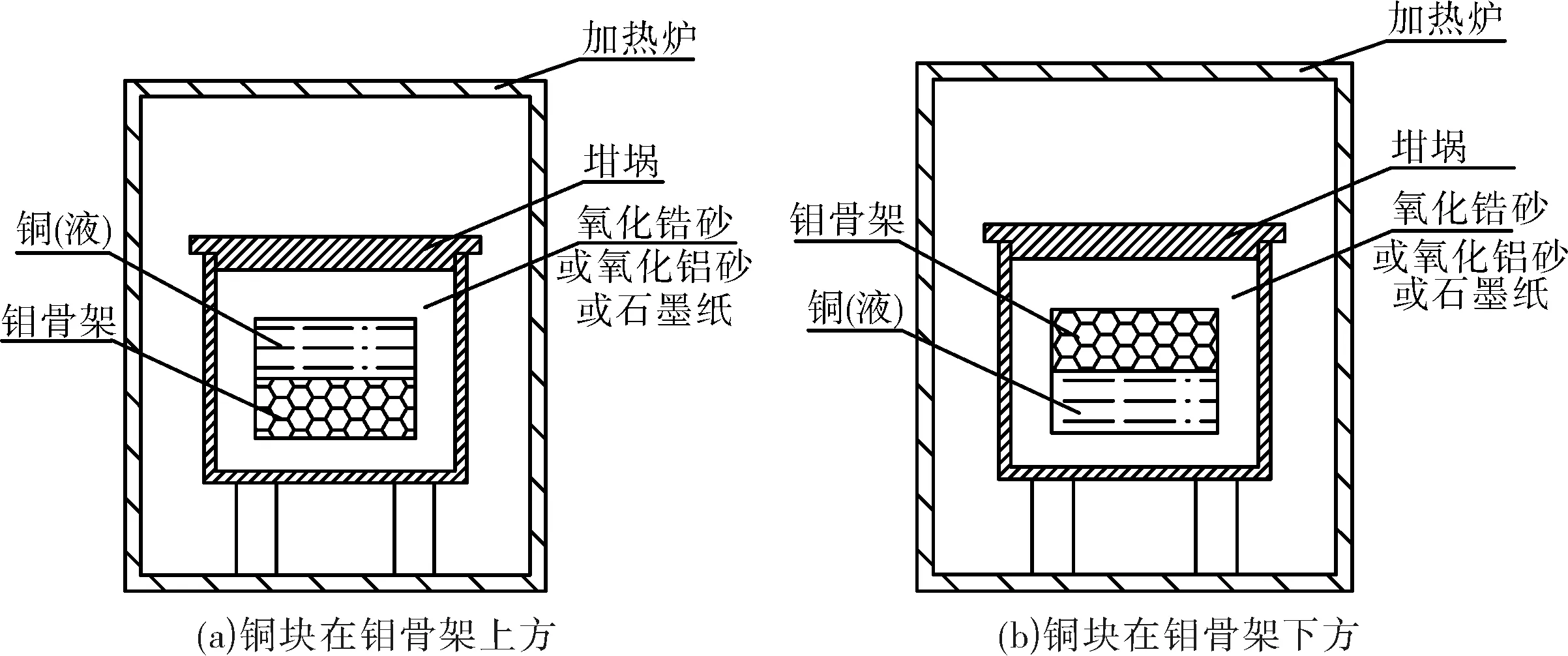
圖2 Mo-Cu熔滲處理工藝示意圖
1 實 驗
熔滲實驗以分級處理鉬粉經限高壓制后預燒結的多孔鉬骨架為研究對象,鉬骨架設計為板狀,所用銅原料為無氧銅版。
實驗設備:鎢絲電加熱馬弗爐,最高加熱溫度,1 500 ℃,試驗氣氛H2。硅鉬棒加熱真空爐,最高加熱溫度1 600 ℃,最高真空度0.02 Pa。
實驗中考察了鉬、銅放置位置對熔滲效果的影響;研究了1 100、1 150、1 200、1 250、1 300、1 350、1 400 ℃溫度階段分別熔滲30、60、90、120、150 min時間,升溫速率1、2、3、4、5 ℃/min和快冷、隨爐冷卻兩種降溫速率對熔滲的影響規律;考察了H2、真空熔滲氣氛以及氧化鋁坩堝、石墨坩堝等坩堝材質對鉬銅熔滲的影響。熔滲后以Mo-Cu合金相對密度的高低和Mo、Cu兩相分布是否均勻為指標進行表征。
2 結果分析
2.1 鉬、銅放置位置對Mo-Cu熔滲效果的影響
對于板狀鉬骨架,熔滲時液相銅作用在板狀鉬骨架最小尺寸即厚度方向時熔滲效率最佳。圖2(a)中將無氧銅板放置在鉬骨架正上方,消除了熔滲時液相銅的重力阻力,但由于液相銅易于沿著鉬骨架邊部向下方流動,可能在充分熔滲完成之前在鉬骨架外部形成一層銅“膜”而不利于熔滲時鉬骨架孔隙中的氣體排出。圖2(b)中銅液處于鉬骨架的正下方的方法避免了上述問題。試驗結果證明,氧化鋯砂或氧化鋁砂選取粒度范圍較廣,但埋砂的厚度不宜過大以免產生表顯溫度與實際溫度誤差過大,通常埋砂的厚度不大于10 mm。
2.2 熔滲溫度與熔滲時間對Mo-Cu合金相對密度的影響
熔滲后采用機加工方法除去表面多余的銅,得到兩相復合的Mo-Cu合金。檢測熔滲后Mo-Cu中銅的含量,利用式(1)計算Mo-Cu合金的理論密度[3]。
ρL(Mo-Cu)=1/(Mo%/ρMo+ Cu%/ρCu)
式(1)
然后采用排水法測定熔滲態Mo-Cu合金的實際密度ρS(Mo-Cu),計算其相對密度ρS(Mo-Cu)/ ρL(Mo-Cu)×100%[3]。
從圖3可見:熔滲溫度從1 100 ℃升高至1 150 ℃,在相同熔滲時間作用下,熔滲后Mo-Cu合金的相對密度呈現快速增高的趨勢;在1 200~1 350 ℃溫度階段,熔滲后Mo-Cu合金的相對密度增高趨勢緩慢,基本保持在98.1%~98.9%范圍內。當熔滲溫度高于1 350 ℃至1 400 ℃時,熔滲的Mo-Cu合金相對密度反而呈現下降趨勢。繼續提高熔滲溫度,相對密度下降幅度越明顯。這是因為當熔滲溫度高于銅的熔點后,在毛細管力作用下,熔融銅逐漸開始向多孔鉬骨架中擴散占據孔隙空間,逐漸形成Mo、Cu兩相的復合狀態。隨著熔滲溫度逐漸升高,熔融態銅的擴散動力增大,銅相與鉬顆粒的潤濕角增大,從而促進了熔滲過程的充分進行。因此熔滲的Mo-Cu合金相對密度在此溫度階段隨熔滲溫度升高而逐漸增大。但當熔滲溫度高于1 350 ℃后,熔融銅的黏度系數降低,反而使熔滲效果變差,并且隨著溫度繼續升高會導致合金相對密度下降幅度增大[4]。
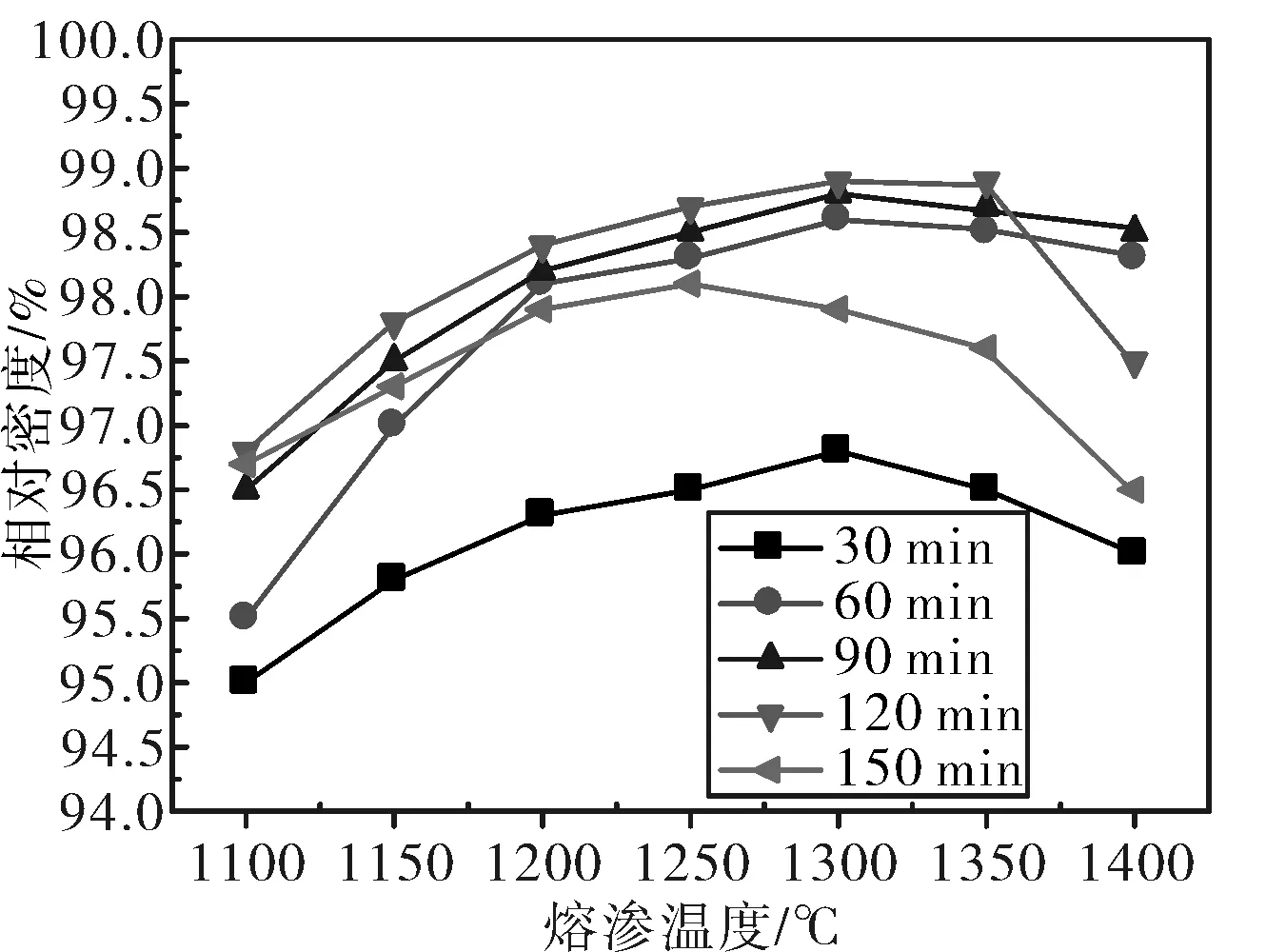
圖3 熔滲溫度、熔滲時間對Mo-Cu合金最終相對密度的影響
對比不同熔滲時間對合金相對密度的影響規律,從圖3中可見:在不同熔滲溫度階段,熔滲時間對Mo-Cu合金的相對密度影響較為復雜。不同溫度階段熔滲30 min,熔滲后合金相對密度均低于97%,說明30 min熔滲時間不足以使熔融態銅完全擴散至所有孔隙中,熔滲進程未完成; 1 100~1 300 ℃溫度階段,熔滲時間從30 min逐漸延長至60 min、90 min、120 min時Mo-Cu合金相對密度隨熔滲時間延長而逐漸增大,但熔滲時間達到150 min時合金相對密度反而降低;當熔滲溫度在1 350~1 400 ℃時,熔滲時間達到120 min時合金相對密度就已開始降低,繼續延長熔滲時間至150 min時合金相對密度降低更為明顯。說明熔滲溫度提高后,熔融銅擴散速度加快,所需熔滲時間縮短。但當熔滲基本完成后繼續增加熔滲時間不僅無助于合金相對密度的升高反而會降低相對密度。
2.3 溫度變化速率對相對密度的影響
如圖4所示,隨著升溫速率增大,Mo-Cu合金的相對密度會降低,選擇較低的升溫速率有利于提高最終合金的相對密度,同時考慮生產的成本因素及設備能力,熔滲時升溫速率選擇1.5~2.5 ℃ /min。
考察降溫速率因素時降溫制度1降溫速率15~30 ℃/min;降溫制度2降溫速率3~5 ℃/min。每種降溫制度各進行3次試驗。由圖5可見,熔滲結束后降溫速率越快,合金最終相對密度越高。這是因為將熔滲完成后的合金進行快速冷卻,被填充在多孔鉬骨架中的液相銅快速凝固成固相,因而殘留氣孔少;而在緩慢降溫過程中,液相銅會從被填充的鉬骨架中反向溢出,形成殘留孔隙及濃度梯度,影響Mo-Cu合金的相對密度和均勻性。
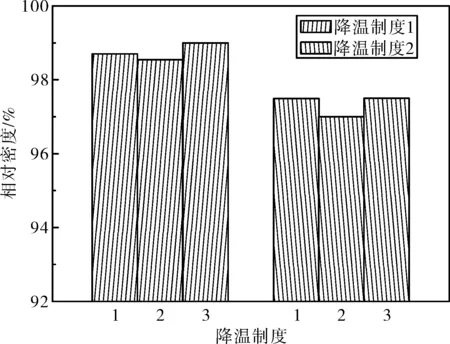
圖5 降溫速率對合金相對密度的影響
2.4 熔滲氣氛對Mo-Cu合金相對密度的影響
對比H2氣氛、Vacuum氣氛熔滲后鉬銅合金的性能。

表1 Mo75Cu25合金不同熔滲氣氛理化指標檢測值
從表1可見,H2氣氛下Mo-Cu合金的O含量低,而C含量稍高。真空熔滲對合金的C含量降低明顯,而O含量卻稍高于H2氣氛熔滲的合金;真空熔滲時合金密度稍低,但布氏硬度較高。可見,Mo-Cu合金熔滲時選用H2氣氛或真空狀態各有特點和優勢。H2氣氛熔滲時可確保鉬骨架、銅處在還原氣氛中,降低了鉬骨架中的氧含量,并使鉬骨架孔隙的表面活性增強,提高鉬在液相銅中的浸潤性,有利于鉬、銅熔滲,因此相對密度更高。真空熔滲時多孔鉬骨架、液相銅處于負壓0.02~0.08 Pa狀態,有利于液相銅借助毛細管作用充分浸入骨架孔隙中,均勻性更好。
2.5 坩堝材質對Mo-Cu熔滲影響
試驗對比了石墨、氧化鋁不同材質坩堝對鉬銅合金熔滲影響。
石墨坩堝、氧化鋁坩堝在高溫下與熔滲材料(鉬、液相銅)浸潤性較差,潤濕角θ均大于90°;對導熱性能而言,石墨優于氧化鋁;抗高溫蠕變性能及透氣率性能石墨優于氧化鋁;另外,石墨價格低廉,可機加工成不同形狀,成本更低。雖然石墨坩堝在熔滲階段揮發出微量C導致合金最終的C含量稍高(見表1),但并不影響合金最終的使用性能。因此,熔滲時使用石墨坩堝較氧化鋁坩堝性價比更高。
3 結 論
(1)鉬銅熔滲開始之前,銅放置在鉬骨架下方熔滲效果更佳。
(2)鉬銅熔滲時溫度控制在1 200~1 350 ℃時間控制在60~120 min較為適宜。
(3)熔滲時升溫速率控制在1.5~2.5 ℃ /min,而降溫時應選擇快速降溫。
(4)H2氣氛和真空氣氛熔滲對Mo-Cu合金最終性能影響不同,各有優劣勢。
(5)鉬銅熔滲時石墨坩堝較氧化鋁坩堝性價比高。