7 500車雙燃料汽車滾裝船鞍座結構設計
2019-05-15 02:46:36袁青梅
江蘇船舶 2019年1期
關鍵詞:結構
袁青梅
(廈門船舶重工股份有限公司,福建 廈門 361026)
0 引言
天然氣作為清潔能源越來越受到青睞,很多國家將液態天然氣(LNG)列為首選燃料。作為船舶燃料,一方面從價格上來看LNG與原油相比更為經濟,而且LNG比石油氣LPG、汽油和柴油缸內燃燒得更充分;另一方面國際海事環保法規對于運營船舶日益嚴峻的排放要求,主要是對于硫氧化物、氮氧化物及二氧化碳的排放限制,因此在經濟性和環保法規兩方面驅使下,LNG動力船成為發展趨勢。據統計,目前在運營及在建的LNG燃料包括雙燃料船約240艘。據英國著名的國際航運研究及咨詢機構德路里-Drewry預測,在未來十年將會新增2 500~3 400艘的LNG 燃料包括雙燃料船。
7 500車雙燃料汽車滾裝船在現有柴油機的基礎上,增加一套LNG供氣系統及一套柴油和LNG雙燃料電控噴射系統,利用電子轉換開關選擇柴油燃料或LNG雙燃料運行模式[1]。由于船舶燃油系統結構形式的變化,使其相應的船體結構也變得更為復雜。本文根據該汽車滾裝船LNG艙的分段劃分特點,著重研究鞍座分段的生產設計及分段制作精度控制工藝。
1 分段劃分和生產設計
1.1 分段劃分
對船廠來說,船臺周期和碼頭周期是制約造船周期的重要因素。現代造船模式是以中間產品組織生產為基本特征,應用總裝造船技術,提高船體分段、總段等中間產品的殼舾涂完整性及成品化水平為方向,因此分段的合理劃分對分段及總段的完整性起著決定性的影響[2]。
最初分段劃分時,鞍座分段包括了所有與罐體相連貫的部分,非常龐大復雜。最后經過考慮,決定將鞍座獨立出來,下面部分劃分到下面的雙層底分段,側面部分劃分到舷側分段,立柱的部分劃分到甲板分段。這樣鞍座僅僅只是與罐體直接接觸的結構,結構雖多,但清楚明了,見圖1。
利用船廠通用的生產設計軟件TRIBON系統,最終建立LNG鞍座和罐體整體結構,見圖2。LNG罐體通過鞍座分段與船進行連接固定。
1.2 鞍座分段的生產設計
分段劃分方案確定后,應用TRIBON軟件進行生產設計。
常規的船體分段模型建造,一般依據點和線來確定邊界。鞍座分段上的加強板數量非常多,若每一塊板都要通過點和線來做,將是一項非常巨大的工作。但是,因為這些加強板的形狀類似,若選擇空間點來計算和定義邊界,可以提高設計速度和準確度。圖3中的空間點1~6可以隨著剖面移動,無需重復定義,從而實現鞍座加強板的復制。通過改變1~6中點所在的剖面,而不變邊界,這樣可以更智能化地運用程序語句來建模,快捷而又準確。
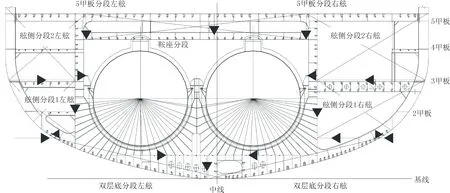
圖1 LNG罐體所處的艙室結構劃分

圖2 LNG燃料罐體
放樣下料時,每塊零件與主船體的連接處產生自然坡口。圖3中標有自然坡口的邊界與內底板連接處非垂直連接,而是有一定的角度,見圖4中的72°。因為鞍座分段的板厚為30 mm或40 mm,為了使焊接更為牢固,保證結構的抗剪切和抗扭曲能力,通常采用采用雙坡口、深熔焊方法(該船采用的是兩面均開40°,留根10 mm),但此方法需要二次計算,計算工作量大,易出現計算錯誤。
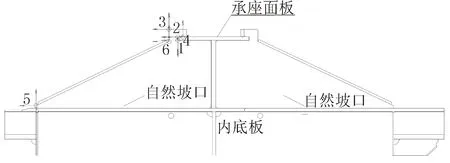
圖3 建模示意圖
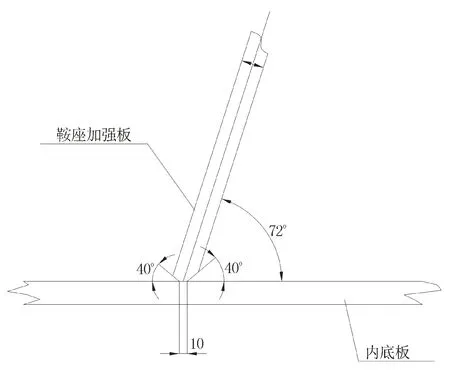
圖4 坡口示意(單位:mm)
根據這些加強板與內底板連成角度的規律,設置設計軟件(TRIBON)的焊接程序[3],讀取零件的自然坡口,進行二次計算,自動將自然坡口在放樣圖中體現,見圖4中的雙坡口,極大提高了放樣效率。
2 鞍座分段的生產制作
因為鞍座分段的安裝精準度直接關系到罐體能否成功的安裝,所以要求每個階段在結構切割安裝完畢后都要進行精度檢查,加以控制,為后續階段創造條件。罐體鞍座每個階段制作精度必須控制在標準范圍內,制作精度要求見表1。
表1 精度要求mm
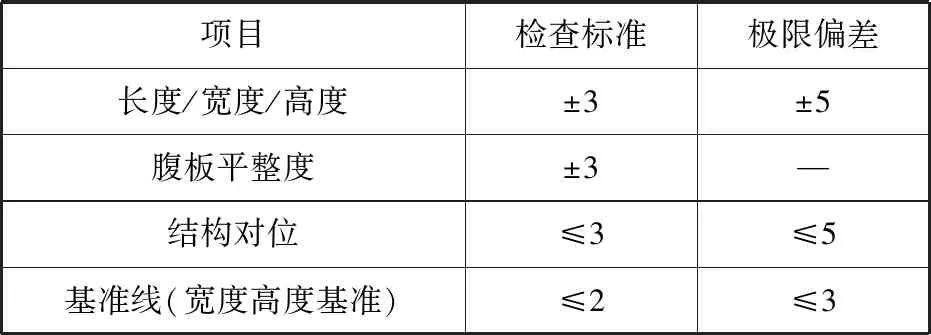
項目檢查標準極限偏差長度/寬度/高度±3±5腹板平整度±3—結構對位≤3≤5基準線(寬度高度基準)≤2≤3
在分段生產時要求每一個階段都要有防止焊接變形措施,以保證結構整體性;同時要求鞍座的胎架制作精度高,因為胎架直接影響著結構的制作精度,必須嚴格加強精度檢查。
2.1 分段內部的劃分
加強板厚度大,數量多,制作過程中要重點控制收縮與扭曲變形。考慮到現場的施工能力與操作方便,將前后兩檔鞍座均劃分左、中、右組件,并進行加排制作。鞍座分段組件見圖5。
圖5中,腹板厚度40 mm,下料之后圓弧需用樣板或者地面劃線檢查其光順度,最大間隙小于3 mm,超過此值需調整到位;若不平度大于3 mm,則需經油壓機校平。
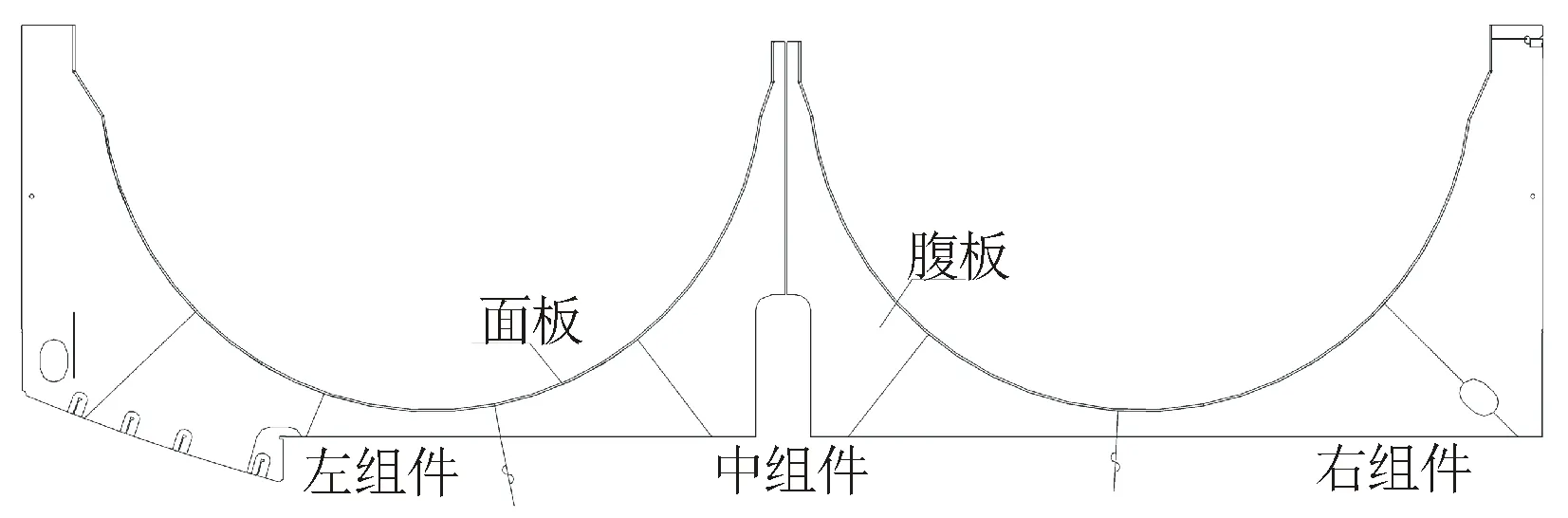
圖5 鞍座分段組件
2.2 胎架設計
制作鞍座分段生產胎架時在胎架下面劃出左組件的投影線,用來檢測其精度,見圖6。右組件和中組件的胎架類似制作。
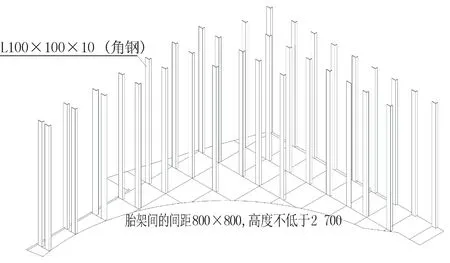
圖6 胎架示意圖(單位:mm)
2.3 鞍座分段組件安裝
安裝左組件的結構方法如下:
(1)安裝朝艉的加強肘板,需要加排加強之后再焊接。
(2)焊接朝艏加強肘板。所有的加排均在船塢階段拆除,見圖7。圖中20 mm×300 mm為加排扶材尺寸。
中組件和右組件的制作方法與左組件的類似。
2.4 大組階段吊裝
按順序先吊裝和定位左組件和右組件,再吊入中組件,見圖8。
2.5 精度檢查
按順序先將三個大組件一起劃線(結構安裝線和100 mm檢查線),才能保證肘板與內底板、舷側縱壁板、中縱肘板的結構對位;在鞍座中間劃出罐體中心線,高度基準線,并敲樣沖點,確定總組階段。合攏時基準線全部對上,即與內底基準線、罐體中心線對應。
3 結語
LNG燃料艙室結構數量多,焊接坡口復雜,施工難度大,設計中的每個細節都會反映到具體的生產過程中且被實際檢驗,因而設計質量直接影響到生產質量和生產效率。本文根據船舶建造廠家的實際施工能力,在參考一些國內外LNG船舶的建造資料的情況下,對7 500車雙燃料汽車客滾船LNG艙室的鞍座結構進行了分段劃分,并詳細分析了鞍座分段的生產設計和生產制作過程,盡可能地考慮全面,避免修補工作,保證分段及總段的殼舾涂完整性,縮短生產周期。
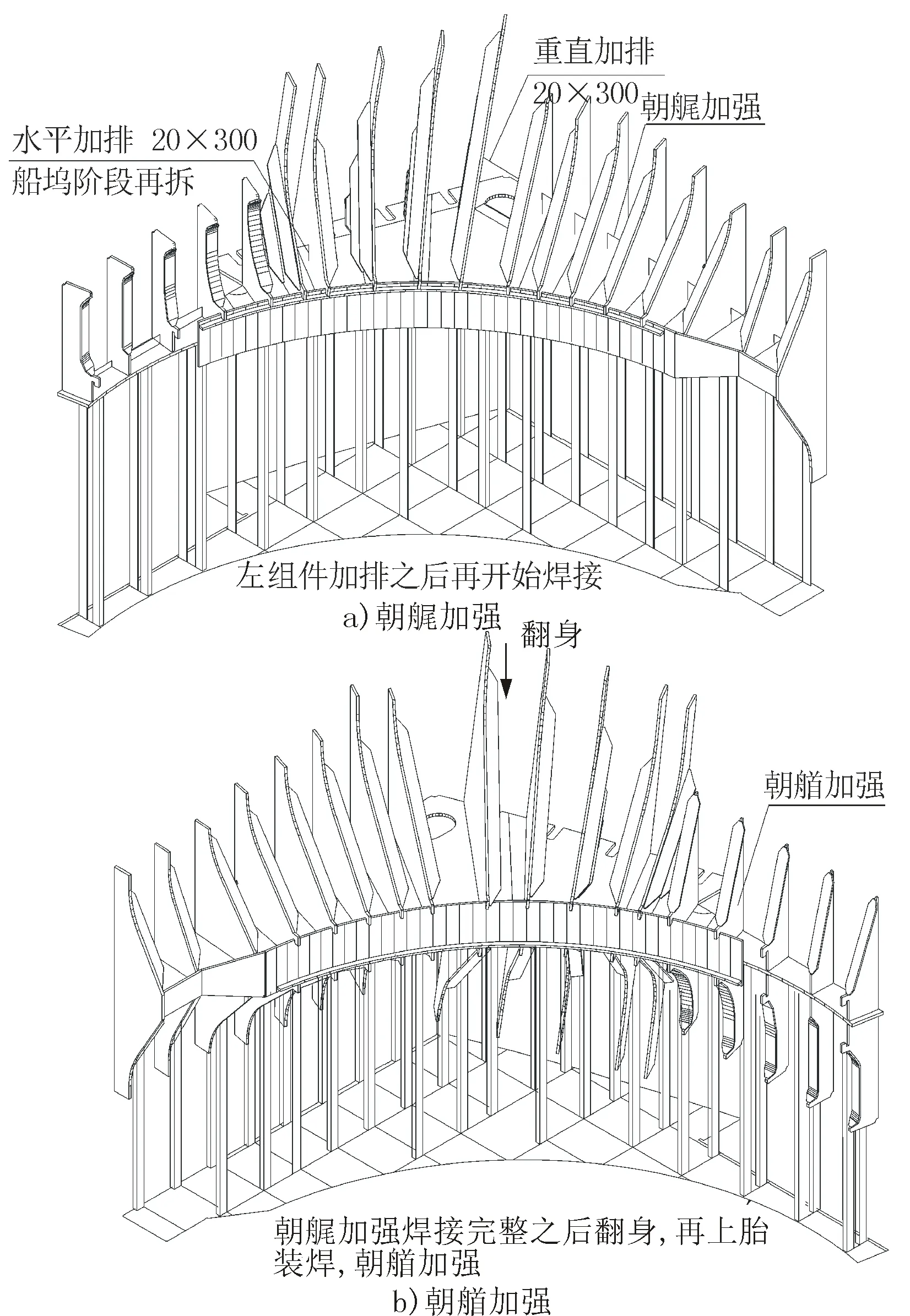
圖7 左組件加強安裝示意圖(單位:mm)
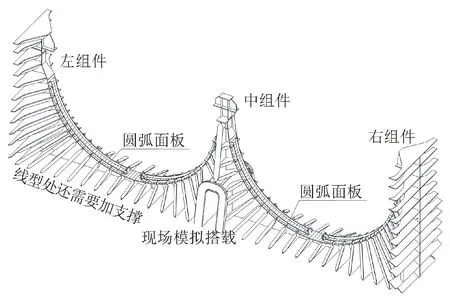
圖8 左、中、右組件搭載示意
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50