不銹鋼A-TIG焊時電弧形貌和熔寬熔深研究
2019-05-15 02:51:52錢建偉
江蘇船舶 2019年1期
錢建偉
(中國船舶重工集團公司 第七二六研究所,上海201108)
0 引言
不銹鋼自20世紀初問世,至今已有90多年的歷史。不銹鋼的發明是世界冶金史上的重大成就,不銹鋼的發展為現代工業的發展和科技進步奠定了重要的物質技術基礎。而不銹鋼作為工程材料時最常用的連接方法是焊接,因此不銹鋼焊接技術的重要性由此顯現出來。目前工業上應用的不銹鋼焊接方法主要有鎢極氬弧焊(TIG)、高頻焊、等離子焊和激光焊等。這幾種焊接方法各具特點,使用最多的是TIG焊。TIG焊應用于不銹鋼焊接的主要缺點是:熔深淺,只能焊接厚度小于6 mm的材料;而焊接厚度較大的金屬材料時,則需要開坡口,填充焊絲,進行多層焊接,加大了工藝復雜性,降低了效率[1]。為了提高焊接效率,人們一直在嘗試新的焊接方法,A-TIG就是其中一種較有效的新方法。焊前將在焊縫表面涂敷上一層活性焊劑(簡稱活性劑),在相同的焊接規范下,可以大幅度地提高熔深(最大可達300%)[2-3]。本文通過試驗獲得了A-TIG焊和傳統TIG焊的焊縫和電弧形態以及顯微組織相關數據,發現了一些規律并嘗試對其機理進行分析。
1 試驗方法
1.1 試驗材料及設備
試驗采用6 mm厚的304不銹鋼試板,具體化學成分見表1,機械性能見表2。活性焊劑為FS-01。試驗選用氬氣作為保護氣體,氬氣純度應達到99.995%以上。焊機為MAGIC WAVE 2600型TIG焊機。

表1 304不銹鋼的化學成分

表2 304不銹鋼的室溫機械性能
1.2 試驗方法
焊接方法采用直流TIG焊,焊接參數見表3。試驗分為兩組。第一組試驗(試樣編號A~G),電流值不變,固定在140 A,增加活性劑的相對涂敷厚度(依次為1~7),以獲得活性劑涂敷量與焊縫深寬的關系。第二組實驗(試樣編號H~Q),取電流值80~170 A之間5個量,分別焊一道涂敷活性劑和不涂敷活性劑焊縫,以獲得在電流增加時,涂敷及未涂敷活性劑的焊縫與電流之間的關系,以及它們之間的對比關系。焊接參數具體設置見表4。

表3 焊接參數
1.3 高速攝影
為了解A-TIG焊時焊接電弧的動態狀況,采用日本Photron Fastcan Super彩色高速攝錄系統,拍攝了兩組照片,分別為電流80 A高焊速和電流80 A低焊速。

表4 焊接電流電壓及活性劑相對涂敷厚度
2 試驗結果及分析
2.1 焊縫的熔寬和熔深
焊縫的熔寬和熔深的具體數值見表5。
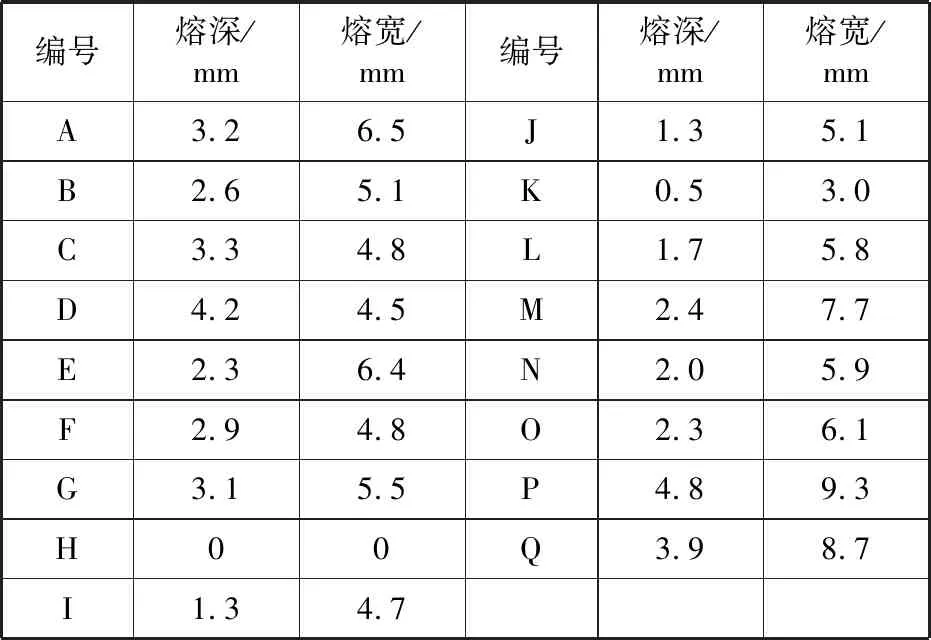
表5 焊縫熔深和熔寬數值
2.2 熔深熔寬和電流的關系
熔寬、熔深和電流的關系分別見圖1、圖2。
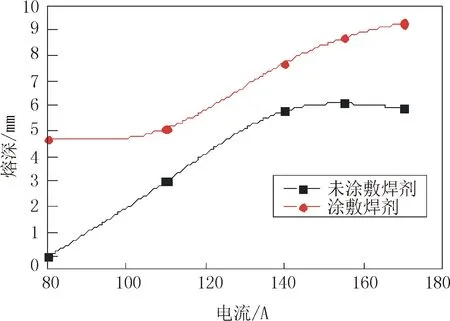
圖1 熔寬和電流的關系曲線
由曲線可以看出,不管電流怎樣變化,涂敷活性劑的試樣熔深和熔寬都要比沒有涂敷活性劑的大。電流小于110 A時,電流的變化對涂敷活性劑的試樣熔深熔寬無明顯影響。電流大于110 A時,隨著電流的增加,無論是否涂敷活性劑,試樣的熔深熔寬都會增加。但電流達到150~160 A時,未涂敷活性劑的試樣熔深熔寬不再增加,反而有減小的趨勢;涂敷活性劑的試樣熔深熔寬的增加量卻不減。可以預測,如果繼續增大電流將得到更大的熔深和熔寬。
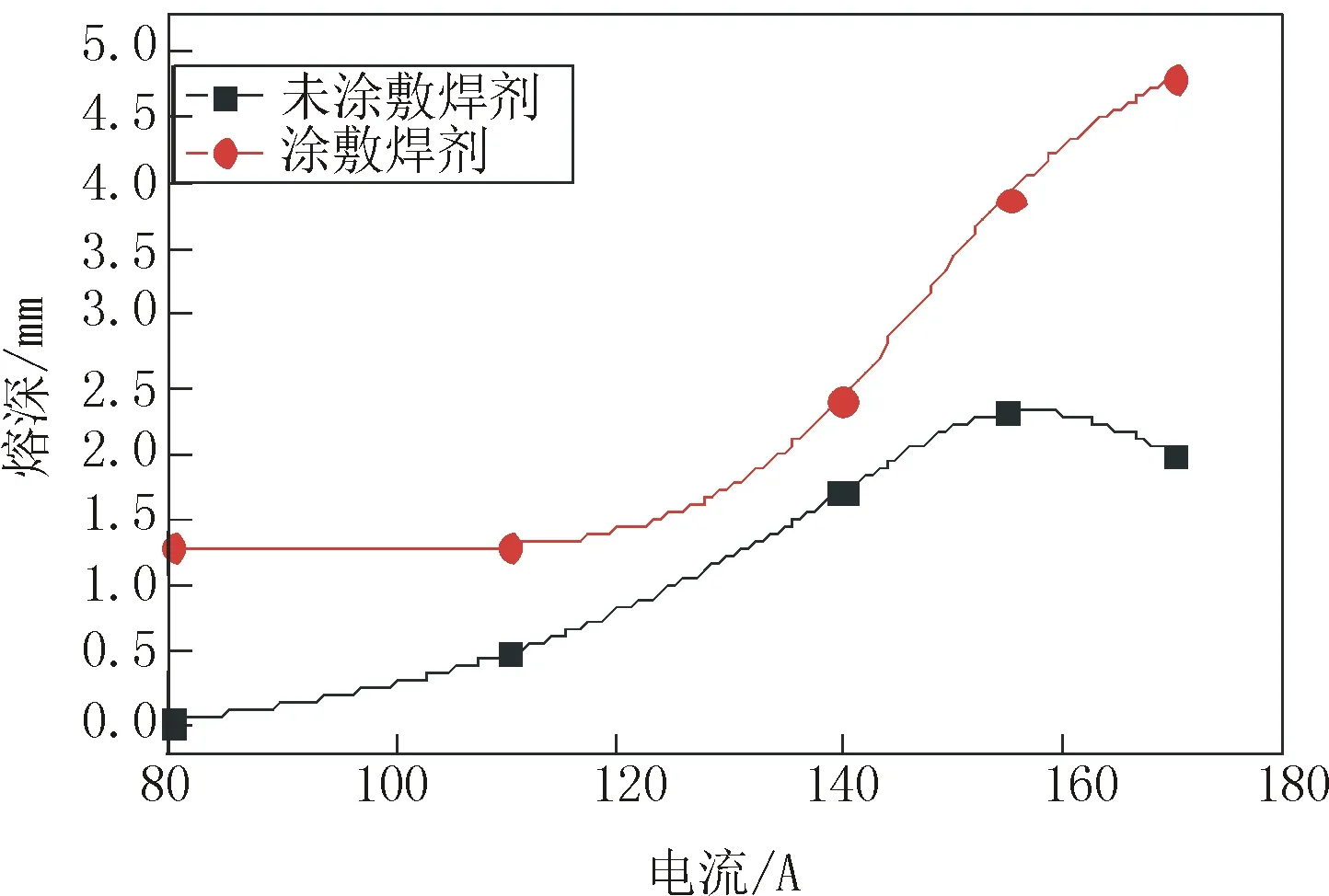
圖2 熔深和電流的關系曲線
2.3 熔寬熔深和涂敷量的關系
熔寬、熔深和涂敷量的關系見圖3、圖4。
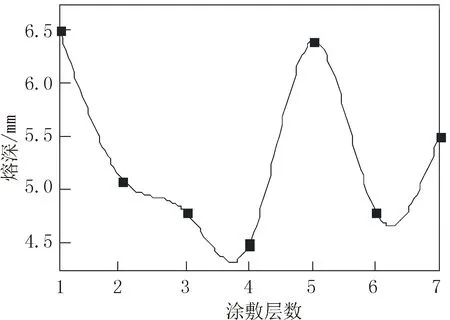
圖3 熔寬和涂敷量的關系曲線
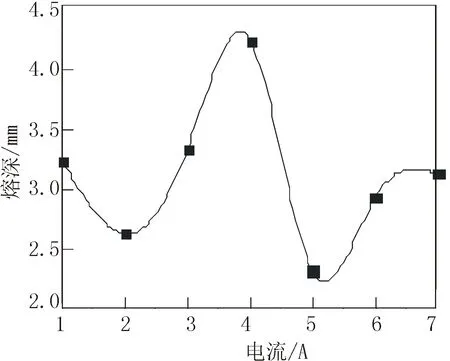
圖4 熔深和涂敷量的關系曲線
由曲線可以看出,A-TIG焊應存在一個最佳的活性劑涂敷量,以這個活性劑涂敷量焊接時能夠得到最大的熔深。依據本次試驗結果,這個最佳涂敷量在活性劑相對涂敷厚度為4左右。在此值能夠得到最大的熔深和較窄的焊縫。
2.4 高速攝影分析
高速拍攝的電流80 A高焊速、低焊速照片分別見圖5、圖6。
以上兩組高速攝影照片分為進入活性劑區域前、進入活性劑區域和出活性劑區域三個部分。試驗時,只在焊縫的中間一段涂敷活性劑,兩端都沒有涂活性劑。從照片上可以看出,在進入涂敷有活性劑的區域以后,表面看來電弧明顯變大,但作者認為照片中的明亮區域并不完全代表電弧部分。在進入涂敷區以后,電弧的上方有圓錐形的淺灰色光環,而在涂敷區域以外沒有此現象,所以可認定,此淺灰色光環為受熱蒸發的活性劑煙霧反射出來的光線,而且離試樣表面越近越亮,最后和電弧混為一體,無法區別。雖然從表面看來,電弧是變大了,但電弧的真實形態卻無法通過高速照片直接看出來,還需綜合其他試驗結果一起分析。

圖6 電流80 A低焊速
2.5 金相組織觀察
焊縫組織和熔合線附近組織兩組照片見圖7~圖10。焊縫組織為樹枝晶和柱狀晶混合組織。熔合線附近組織從左至右依次為:母材—熱影響區—焊縫。

圖7 未涂敷活性劑焊縫組織
母材為軋制過的奧氏體組織,有一道道平行的軋制痕跡。涂敷活性劑試樣的焊縫組織要比未涂活性劑的粗大,柱狀晶更明顯。在熔合線附近,涂敷活性劑的試樣的金相照片中能夠找到粗晶區和垂直于熔合線的柱狀晶。而在未涂活性劑的試樣照片中,這些組織都不是很明顯的。
需要說明的是,兩組照片的焊接規范完全一致,電流均為155 A,即熱輸入量是一樣的。但涂有活性劑時的組織更為粗大,換句話說涂敷活性劑比未涂敷活性劑利用熱的效率更高。因此,熔深也就相應增大。
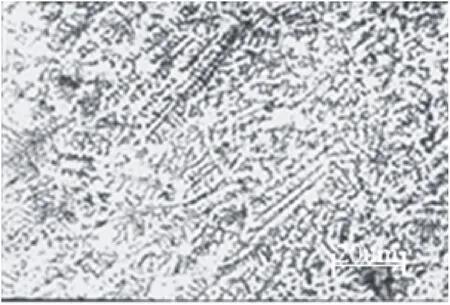
圖9 涂敷活性劑焊縫組織
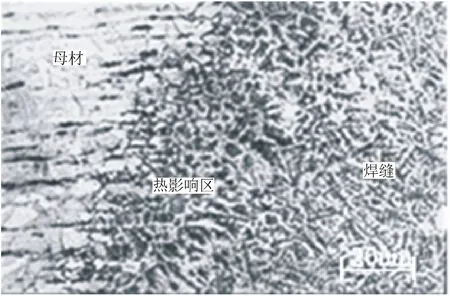
圖10 涂敷活性劑熔合線附近組織
3 結論
(1)不銹鋼采用A-TIG焊時,焊縫的熔深和熔寬大于傳統TIG焊。
(2)A-TIG焊時存在一個最佳涂敷量,在此值時焊接,能夠得到最大熔深,多于或少于此涂敷量,熔深均變小。
(3)A-TIG焊得到的焊縫金相組織要比同等參數條件下傳統TIG焊得到的金相組織粗大,柱狀晶更大更明顯。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16