不同加工表面鈦帶材性能差異研究
2019-05-11 03:00:08王文君牛蓉蓉岳希星
世界有色金屬 2019年4期
劉 娜,魏 幸 ,王文君,牛蓉蓉,陳 猛,岳希星
(寶雞鈦業股份有限公司,陜西 寶雞 721014)
1 引言
目前鈦及鈦合金薄板和帶材主要以冷軋、酸洗、水磨、噴砂或機加表面供貨,表面的基本要求是光潔,呈現金屬本色,無可見受傷缺陷,品質均一。對于特殊要求和用途的產品表面還需要進一步噴涂或覆膜處理,以保證不同的使用需求。目前國內對鈦材不同表面性能的差異性研究較少,本文以此為角度,選取相同規格,不同加工表面鈦材進行研究,以便今后對不同使用要求的客戶提供更適宜的供貨表面狀態。
2 實驗材料和方法
本實驗所采用的生產加工工藝如下:加熱→熱軋→表面處理→冷軋→脫脂→退火→精整→取樣(第一次取樣)→拋丸酸洗→取樣(第二次取樣)→包裝。
本實驗第一次取樣為:冷軋+退火表面(文中簡稱冷軋面);第二次取樣為:冷軋+退火+精整+拋丸酸洗表面(文中簡稱拋丸酸洗面)。
具體取樣要求:分別取不同表面縱橫拉伸性能、彎曲性能、顯微組織、晶粒度及硬度用于比較不同表面產品力學性能、工藝性能、顯微組織及硬度的差異;
3 試驗結果
3.1 不同表面帶材顯微組織及晶粒度的差異情況
圖1和圖2分別是拋丸酸洗端面和冷軋端面的顯微組織,從圖1.1中可清晰地看到拋丸酸洗端面的近表層區域晶粒組織破碎,萌生出現大量細小的孿晶組織,而端面遠表層區域中沒有出現。圖2.1表明冷軋退火端面的近表層一定區域中也出現了孿晶組織,其孿晶深度較拋丸酸洗表面孿晶深、數量少,冷軋退火端面的遠表面區域出現有少量的孿晶組織。這表明拋丸時應力集中于帶材表面,并使表面產生一定程度塑性變形,使得孿晶大量萌生形核,這符合孿晶經常在高應力集中處形核的理論;冷軋退火態的帶材端面組織,表面晶粒較芯部略大,其端面上部靠近表層周圍也出現了孿晶組織;圖1.1和圖2.1孿晶組織的區別在于孿晶組織存在的位置不同,密度和數量不同,因此產生了材料表面力學性能和工藝性能的差異。
結論:經拋丸酸洗工藝處理的鈦帶表面有一層致密的孿晶組織硬化層,冷軋態帶材表面有少量孿晶組織,冷軋態帶材內部出現極少量的孿晶組織。
3.2 不同表面帶材力學性能差異
圖3、圖4是拋丸酸洗面和冷軋面的橫向和縱向力學性能的參數比較,由圖可以知拋丸酸洗工藝可提高材料的抗拉和屈服強度,并降低其斷面收縮率。這表明拋丸酸洗的表面硬化層對縱向和橫向的抗拉屈服強度都有貢獻,但是表面的硬化層不利于塑性變形,因此伸長率較冷軋面有所降低。
結論:拋丸酸洗工藝提高了帶材抗拉強度及屈服強度,但降低了伸長率。
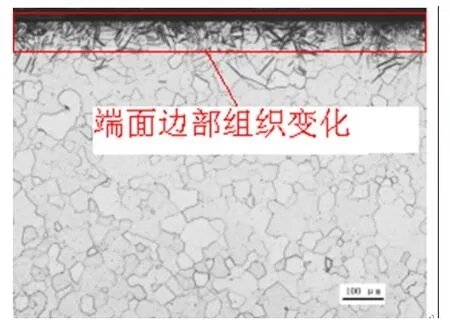
圖1.1 拋丸酸洗面上端面顯微組織
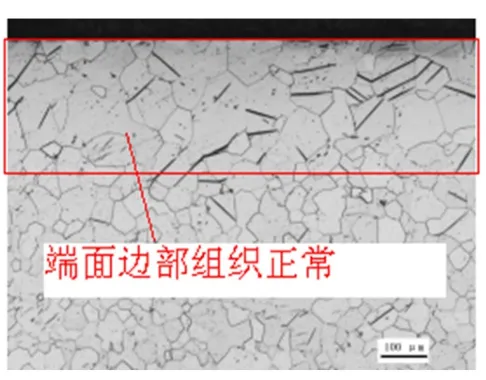
圖2.1 冷軋面上端面顯微組織
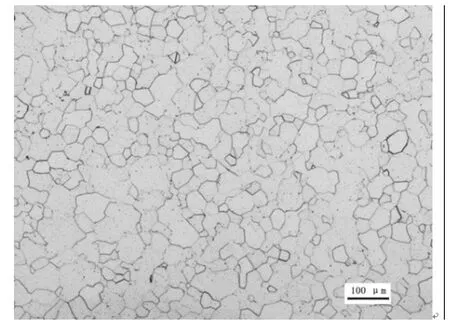
圖1.2 拋丸酸洗面端面中部顯微組織
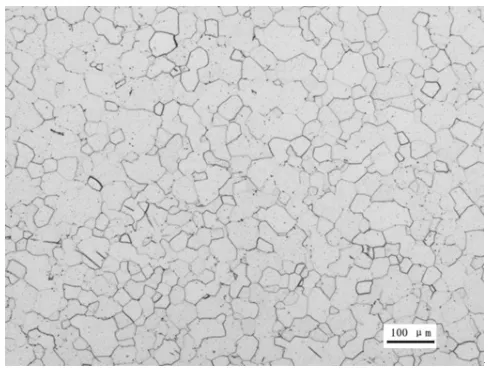
圖2.2 冷軋面端面中部顯微組織

圖3 不同表面帶材橫向力學性能比較

圖4 不同表面帶材縱向力學性能比較
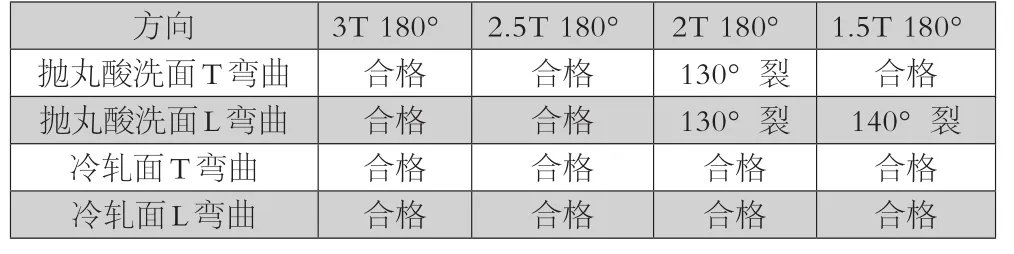
表1 不同表面帶材工藝性能比較
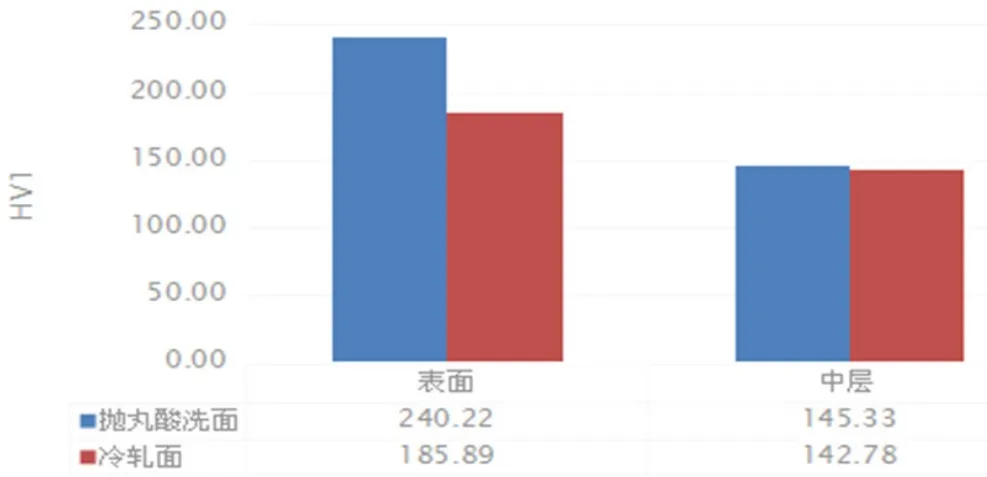
圖5 不同表面帶材表面及端面硬度比較
3.3 不同表面帶材工藝性能差異
表1是兩種表面的彎曲性能測試結果,可以看出拋丸酸洗表面孿晶密集部分的硬化層會影響材料的彎曲性能,對于材料工藝性能要求較高的產品不適合采用此表面供貨。
結論:帶材表面執行拋丸酸洗工藝會造成產品工藝性能變差,不利于產品成型要求。
3.4 不同表面帶材硬度差異
圖5為不同表面的硬度指標,由圖可知拋丸酸洗工藝可顯著提高純鈦帶材表層硬度,但兩種材料中層的硬度變化不明顯。這也表明拋丸酸洗后的孿晶致密組織顯著提高了材料表面層的硬度。
結論:拋丸酸洗工藝可顯著提高純鈦鈦帶表層硬度,對材料內部的硬度影響不大。
4 結論
(1) 經拋丸酸洗工藝處理的鈦帶表面有一層致密的孿晶組織硬化層,冷軋態帶材表面有少量孿晶出現;
(2) 拋丸酸洗工藝提高了純鈦帶材抗拉強度及屈服強度,但降低了伸長率;
(3) 拋丸酸洗處理的純鈦帶材產品工藝性能變差,不利于產品的成型要求;
(4) 拋丸酸洗工藝可顯著提高純鈦帶材表層硬度,對材料內部的硬度影響不大。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03