離心泵仿生減阻增效涂層的涂覆工藝參數優化
2019-05-11 06:23:00田麗梅張吉祥姚廣海商延賡
農業工程學報 2019年6期
田麗梅,張吉祥,梁 穎,姚廣海,商延賡
?
離心泵仿生減阻增效涂層的涂覆工藝參數優化
田麗梅1,張吉祥1,梁 穎2,姚廣海2,商延賡1※
(1. 吉林大學工程仿生教育部重點實驗室,長春 130022; 2. 長春瑞泰博爾克科技有限公司,長春 130507)
仿生減阻功能表面應用于離心式水泵關鍵零部件的過流部位,可顯著提升水泵效率。仿生減阻增效功能表面以海豚皮膚為仿生原形,包含剛性基底和涂層2部分,一般由高黏性聚氨酯在剛性基底表面澆注生成功能表面涂層。涂層厚度對泵效率影響最為顯著,由于聚氨酯高黏性特征和傳統涂覆工藝技術的限制,很難在葉輪復雜流道表面實現高效、高質的涂覆。針對上述難題,該文利用自制旋轉涂覆設備,通過對聚氨酯材料的澆注溫度、設備旋轉速度、涂覆持續時間的優化控制涂層厚度,建立擬合方程并進行試驗驗證。試驗結果表明,以200QJ50-26水泵葉輪為載體,影響功能表面涂層厚度的主次因素依次為設備旋轉速度、澆注溫度、涂覆持續時間。通過擬合方程預測出葉輪流道內表面涂層厚度為0.5 mm時的最佳涂覆參數組合:涂覆時間53.7 s、旋轉速度401 rad/min、澆注溫度90.1 ℃。涂覆試驗檢驗結果表明,利用上述優化工藝參數控制的功能表面涂層厚度與擬合方程計算厚度相比,誤差小于5%,計算結果可靠。研究結果可為離心泵仿生減阻增效功能表面面層材料涂覆的工程化施工提供參考。
泵;仿生;減阻;彈性涂層;擬合方程
0 引 言
現代農業發展離不開高效節能灌溉產品—水泵。中國泵類產品效能低下,與國外水泵相比,平均效率低3%~5%,整個泵站系統效率則低約20%[1-2]。海豚的實際游動速度與其自身所能提供的能量之間具有相當大的差距[3],大量的研究結果表明,海豚皮膚的柔順性是其實現快速游動的主要原因之一[4-6]。針對其皮膚的柔順性減阻機制,眾多學者通過模擬的方法進行了相應的研究[7-8]。除了柔順性減阻機制外,海豚皮膚特殊的結構對減阻特性也具有較大影響。海豚皮膚是由彈性十足的光滑角質層表皮及具有一定硬度的棱紋狀真皮層互相嵌連組成,當海豚高速游動時,角質層和真皮層耦合在一起,形成宏觀上的棱紋狀結構(ridges),這就是海豚減阻的另外一種原因[9-10]。受海豚皮膚表皮層和真皮層結構耦合作用的啟發,吉林大學設計了仿海豚皮膚耦合功能表面[11]。水泵增效節能技術有多種,利用高黏彈性聚氨酯為涂覆材料結合葉輪一次鑄造成型方法,設計仿海豚皮膚結構的耦合仿生功能表面,并將其應用到泵類產品的過流部件上,可在不改變泵原有結構和不增加其他部件的條件下大幅提升泵效率,是一種高效、綠色的水泵節能技術[12-16]。但由于離心泵葉輪復雜的流道結構特點,傳統的聚氨酯噴涂技術并不適用于在離心泵葉輪流道涂覆耦合仿生功能表面面層材料的涂覆加工。
針對上述研究現狀,本文設計了一種針對離心泵葉輪復雜流道表面進行耦合仿生功能表面涂層涂覆的專用設備,并采用正交試驗的方法探索聚氨酯材料熔融狀態下的澆注溫度、設備旋轉速度、涂覆持續時間和涂層厚度之間的關系,以期為上述材料的工程應用提供參考。
1 材料與方法
1.1 仿生減阻增效功能表面在泵類產品上的應用
仿生學是利用自然生物系統構造和生命活動過程作為技術創新設計的依據,有意識地進行模仿和復制[17]的學科。生物經過億萬年的進化,優化出各種各樣的形態、構形、結構和材料等,展現出多種多樣的功能特性,成為對生存環境具有最佳適應性和高度協調性的系統。生物適應其生境所呈現的各種功能,不僅僅是單一因素的作用,而是互相依存、互相影響的多個因素通過適當的機制耦合、協調作用的結果,亦即生物的不同形態和結構等因素通過彼此之間的耦合作用而達到生物功能的最優化、對環境適應的最佳化和生物能量消耗的最低化。生物通過2個或2個以上不同因素的耦合作用有效實現生物的各種功能特性,充分展現其對生境的最佳適應性,這種生物耦合現象是生物界普遍存在的。因此,學習和模擬生物這種耦合機制的多元仿生稱為耦合仿生[18]。海豚皮膚的減阻機制是生物二元耦合作用的典型代表,根據仿生學相似原理,基于海豚特殊的皮膚結構,設計如圖1所示的仿生減阻增效功能表面。
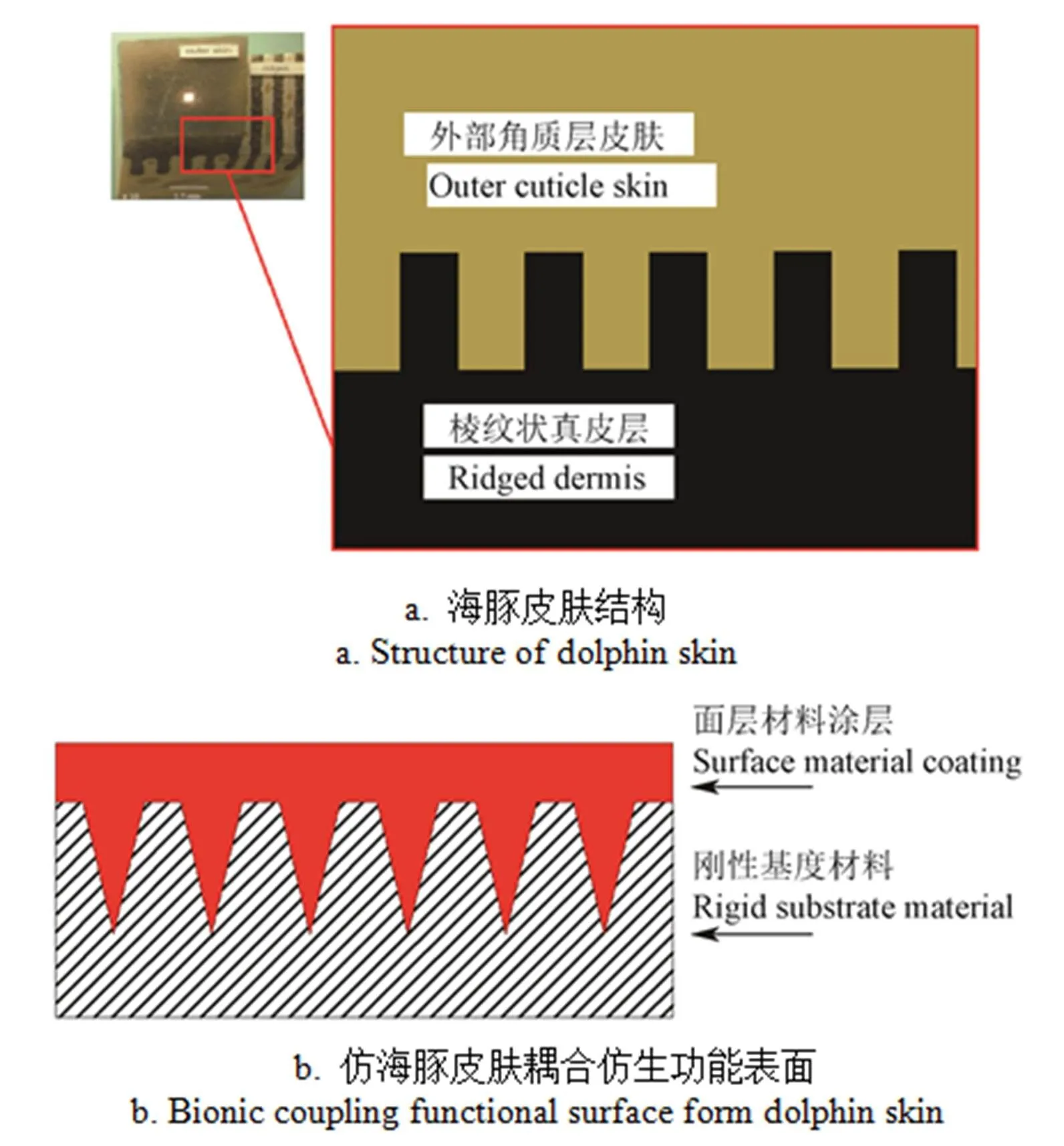
圖1 仿生原型及耦合仿生功能表面結構示意圖
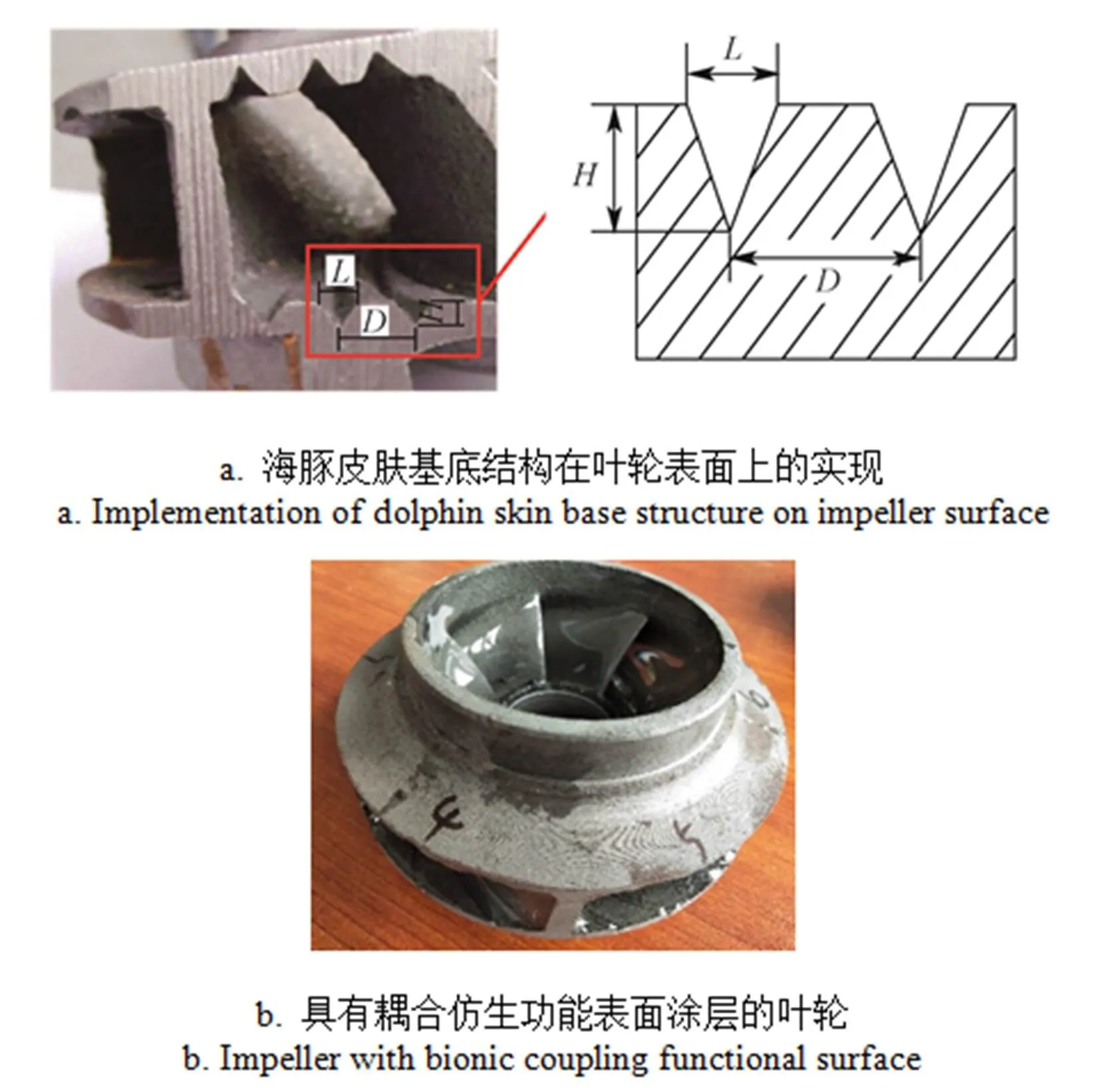
在將仿海豚皮膚耦合功能表面應用到離心水泵葉輪的過程中,基底結構(葉輪)采用一次鑄造成型方法[19]直接將仿生形態鑄造在葉輪復雜流道表面上(如圖2a);采用彈性模量較低的澆注型聚氨酯材料(polyurethane,PU)在葉輪流道內表面澆注形成仿生減阻增效功能表面涂層,如圖2b。
具有耦合仿生功能表面的葉輪在工作時,通過功能表面涂層的彈性變形,實現對流體介質的順應性,從而動態控制流體介質,達到增效減阻目的。研究表明,耦合仿生功能表面通過涂層與基底仿生結構的耦合變形,使實際流固接觸面下移,邊界層內部的速度梯度降低,從而減小流體葉輪流道壁面間的摩擦阻力,避免了流固接觸面能量的過分交換而帶來的能量損失,特別是葉輪進、出口撞擊引起的能量損失,達到降低離心泵水力損失,實現增效的目的。其中,PU涂層厚度會影響其與基底結構的耦合能力,對于減阻增效效果影響顯著,根據田麗梅等研究發現,當耦合仿生功能表面的涂層厚度為0.5 mm時對200QJ50-26型離心式水泵的增效結果最為顯著[20]。然而,由于離心泵葉輪流道的復雜性,很難將高黏性的PU材料高效、均勻、穩定地在葉輪內表面進行涂覆,更不用說控制其有效厚度了,這嚴重降低了耦合仿生功能表面增效減阻的效果,從而阻礙了耦合仿生功能表面在離心式水泵上的推廣應用。因此,如何將高黏性PU材料成功涂覆到葉輪流道表面,以更好地發揮功能表面減阻增效的作用具有重要的工程應用價值。
注:L與H分別為耦合仿生功能表面剛性基底棱紋結構的寬度及高度,mm,D為棱紋之間的距離,mm。 Note: L and H refer to width and depth of ridge structure in rigid substrate for bionic coupling functional surface, mm; and D is distance between each ridge structure, mm.
1.2 涂覆設備
聚氨酯預聚體法是將低聚物聚酯或聚醚多元醇與異氰酸酯在一定條件下合成預聚體,再與擴連劑、交聯劑反應制得聚氨酯制品[21]的方法。基于反應注射成型技術[22]進行噴涂是生產PU涂層的最主要方法之一,它是將預聚體和擴鏈劑、交聯劑溶液通過專用設備混合發生反應,以空氣壓力為動力使其液滴霧化,經噴嘴高速噴射在試件表面上的一種快速成型工藝。雖然噴涂技術具有反應和固化速度快、施工工藝簡單、效率高等優點[23],但是傳統的噴涂機械設備成本較高、不易清洗和維護保養,且由于噴涂機的噴槍嘴的結構限制,對于復雜曲面和封閉的腔體難以施工,因此不適用于離心泵葉輪流道表面面層涂覆。
為此,基于葉輪結構和離心泵工作原理,本文利用旋轉離心涂覆的方法,設計并制作了一套對葉輪內表面進行均勻涂覆高黏性涂層的涂覆設備,包括離心旋涂機和非涂覆部位防護罩2部分。離心旋涂機主要由支架、可調速驅動電機、傳動軸等組成,支架尺寸為600 mm×800 mm×1 500 mm,可對多數常見型號的葉輪進行涂覆,可調速驅動電機型號為5IK600RGU-CF,額定功率600 W,轉速0~520 rad/min,如圖3a所示(已申請國家專利并獲得授權,專利號:201720585965.0)。進行涂覆時先將葉輪的出水口6用膠帶封閉,并將葉輪套裝在傳動軸的下半部,用量杯將預先攪拌均勻且經抽真空后的PU材料從葉輪4的入水口5緩慢注入葉輪中,使之充滿葉輪流道腔內部;然后除去封口膠帶,啟動驅動電機將多余PU材料從葉輪4的出水口6甩出,殘余在流道內表面的PU材料固化成為涂層。
涂覆過程中葉輪的流道腔內多余的PU材料經由出葉輪水口6離心流出時,會污染葉輪非涂覆表面(如上下蓋板、前后口環等),對后續機加工產生影響,而且會影響葉輪的動平衡,甚至降低離心泵的使用效率;為此,本文設計并制作了非涂覆部位防護罩以對非涂覆面加以保護(已申請國家專利并獲得公開,申請號:201810491459.4),如圖3b所示。
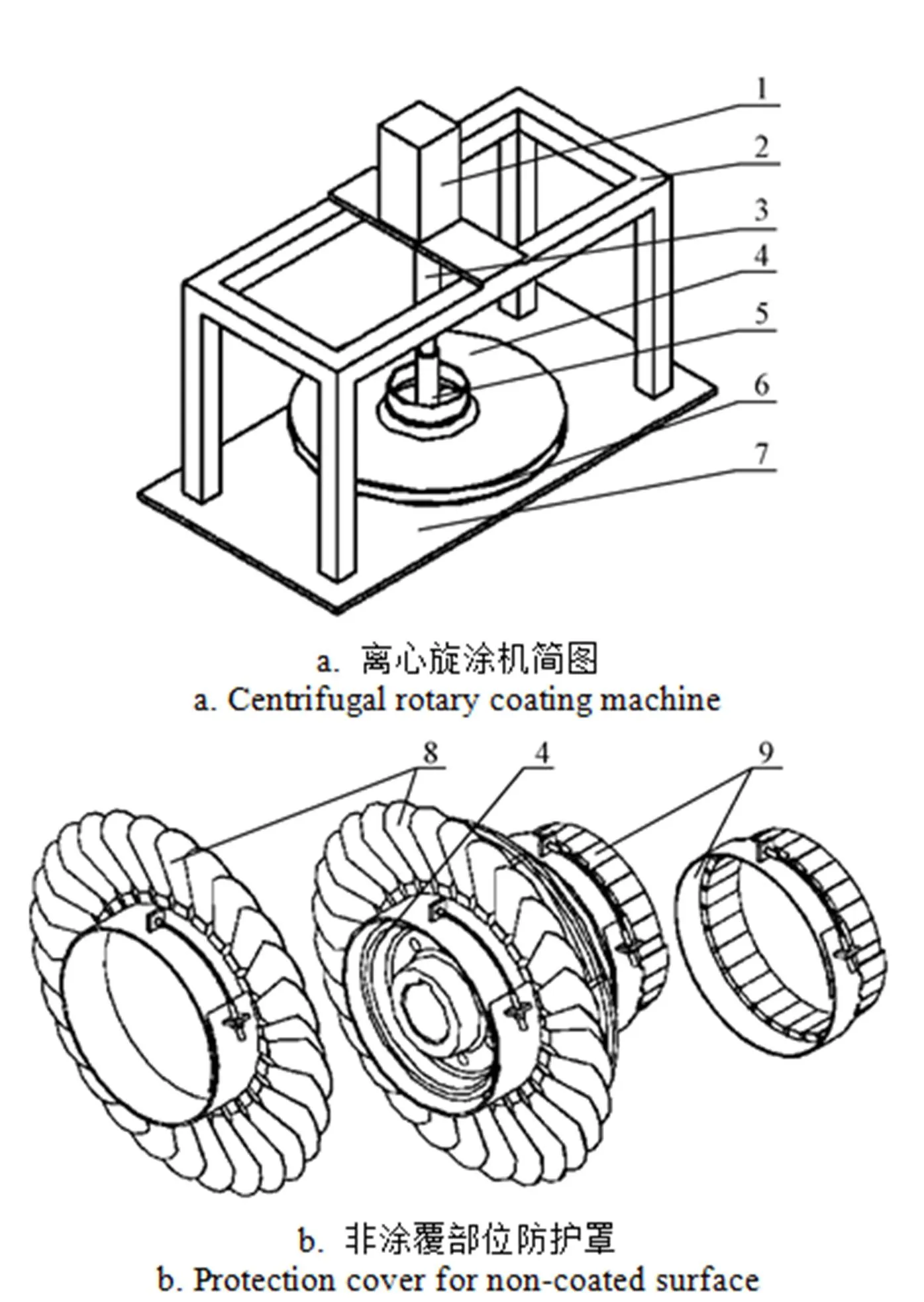
1.可調速驅動電機 2.支架 3.傳動軸 4.離心泵葉輪 5.葉輪入水口 6.葉輪出水口 7.底座 8.前口環防護裝置 9.后口環防護裝置
1.3 涂覆試驗
1.3.1 試驗因素及水平確定
根據前期研究結果,旋涂裝置的離心力和PU材料的黏性都會對涂層厚度產生較大影響。
黏度是PU預聚體成型的重要參數,由于預聚體分子鏈段較長,彼此之間通過纏繞、網絡貫穿等方式緊密相連,同時預聚體中存在的大量極性基團會與長鏈中的氫原子形成氫鍵,進一步增大了預聚體的黏度。溫度的升高會提高預聚體的動能,有助于打破氫鍵及分子的物理交聯,加速分子間流動,使預聚體黏度減小。

代青華等[26]以4,4’-二苯基甲烷二異氰酸酯(MDI)和聚醚多元醇 PTMG1000為原料,在80 ℃條件下反應2 h 制備了不同異氰酸酯基含量的聚氨酯預聚體,通過對異氰酸酯基含量、溫度和制備方法對預聚體黏度的影響規律進行研究,發現預聚體黏度主要與溫度和異氰酸酯基含量有關,預聚體的黏度隨溫度的升高呈指數降低,異氰酸酯基含量越高黏度越低。
由圖4可知,聚合物的黏度和溫度大致呈線性關系,且本文所使用的聚氨酯預聚體在—NCO含量不變的情況下,其黏度僅與溫度相關。由于不同溫度下黏度難以實時測定,因此本文選取溫度代替黏度作為試驗因素。通常情況下制作彈性體的PU預聚體澆注溫度為80 ℃,在本試驗中選取80、90和100 ℃作為澆注溫度的3個試驗水平。
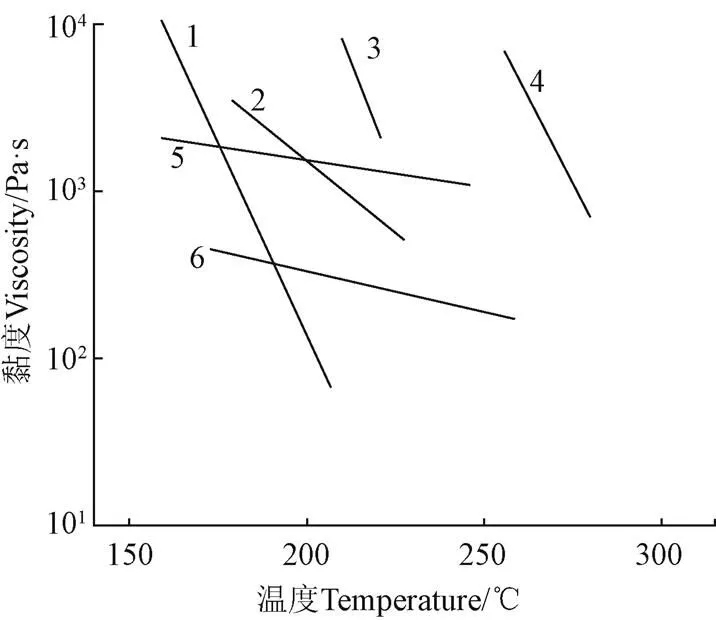
1.醋酸纖維 2.聚苯乙烯 3.有機玻璃 4.聚碳酸酯 5.聚乙烯 6.聚甲醛
在涂覆過程中,涂覆設備對葉輪流道內的PU材料施以離心力,外力的增大會抵消分子鏈沿與外力相反方向的熱運動,提高分子鏈段沿外力方向向前躍遷的幾率,使分子鏈的重心發生前移,因此隨著旋轉速度的增加,在一定時間內有更多PU材料從葉輪流道內向外流出,即涂層厚度隨著旋轉速度的增大會明顯減小。
根據離心旋涂裝置驅動電機的功率情況,選取200、350和500 rad/min為旋轉速度的3個試驗水平。
聚氨酯預聚體的釜中壽命泛指預聚體和擴鏈劑充分混合到澆注成的可操作時間,反應了聚氨酯的固化速度。釜中壽命越長,聚氨酯的反應速率越慢,越有利于加工過程的控制以及一些大型、薄層、復雜結構的澆鑄件成型。圖5為低游離預聚體與常規預聚體及擴鏈劑(莫卡)混合后黏度隨時間的變化曲線[27]。
若涂覆持續時間過長,大量預聚體和擴鏈劑混合物被離心旋涂機甩出,最終所得涂層較薄,從而失去減阻增效作用;若涂覆持續時間太短,則會造成聚氨酯材料在葉輪流道內部堆積,進而阻塞流道;根據以往實際操作經驗,本試驗中選取30、60和90 s作為涂覆持續時間的3個水平,由圖5可知,無論是常規預聚體還是低游離態預聚體,PU預聚體和擴鏈劑莫卡混合之后的2~3 min內,混合溶液的黏度沒有發生顯著改變,在此時間段內預聚體和擴鏈劑沒有發生充分化學反應,可以用預聚體的黏度來表示混合溶液的黏度。

圖5 不同PU預聚體與擴鏈劑混合后的黏度-時間曲線
1.3.2 正交組合試驗設計
試驗目的是通過正交組合試驗的方法,尋求影響涂層厚度的主次因素、各試驗因素的優水平和試驗范圍內的最優組合。
根據Design-Expert 軟件中的Box-Behnken Design 組合設計原理,以葉輪流道內涂層厚度作為試驗指標,設計了3因素3水平的正交組合試驗,試驗總次數為17,其中的 12 組作為析因點,5組作為0點,0點試驗重復多次以估計試驗誤差[28-29]。因素水平編碼見表1。
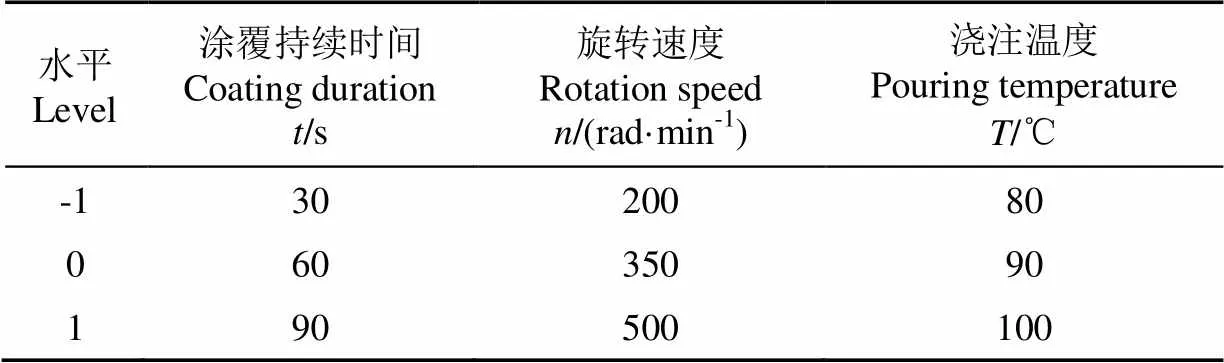
表1 試驗因素水平表
1.3.3 試驗材料與方法
選擇吉林市奧吉通泵業有限公司生產的200QJ50-26型離心式水泵葉輪作為試驗對象進行涂覆試驗,水泵的額定流量為50 m3/h,額定揚程為26 m。彈性材料由濟寧宏明化學試劑有限公司生產的型號為KH1135的PU預聚體與的莫卡固化劑按照質量比為100∶10.5的方式分別加熱混合而成,其硬度值為邵氏A85。具體步驟如下:1)抽真空。將PU混合液置于真空器中抽真空;2)涂覆。將葉輪標號,并安裝在離心旋涂機上,按照試驗設計的因素水平進行旋轉涂覆,直至混合液凝固生成涂層;3)首次硫化。將葉輪置于120 ℃硫化機中進行首次硫化,時間15 min;4)二次硫化。溫度為100 ℃,硫化時間8 h。涂層的性能穩定后使用PD-151型游標卡尺測量厚度。試驗前對葉輪進行噴砂處理,對工件表面進行清潔并使其獲得一定的粗糙度,以增加涂層和葉輪表面的附著能力;用游標卡尺測量葉輪6個流道出口寬度,取平均值記作涂覆前流道寬度l;涂覆完成并且涂層固化后再次用游標卡尺測量葉輪6個流道出口寬度,取平均值記作涂覆后流道寬度l。葉輪流道出口寬度測量如圖6所示。
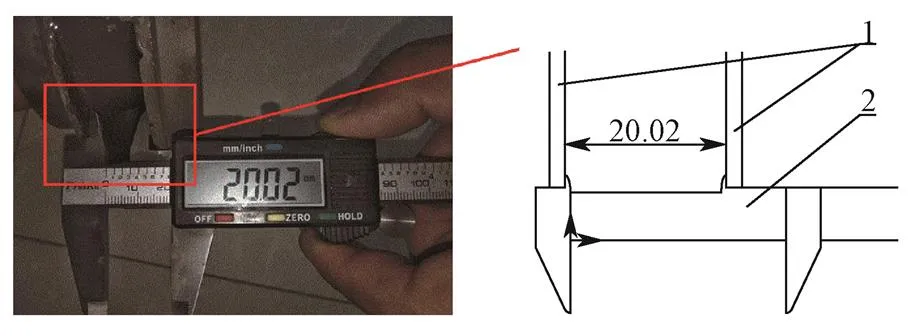
1.葉輪出水口處上下蓋板 2.游標卡尺
根據測量的葉輪流道出口涂覆前后的寬度計算涂層厚度:
每組試驗重復3次,取平均值,結果見表2:
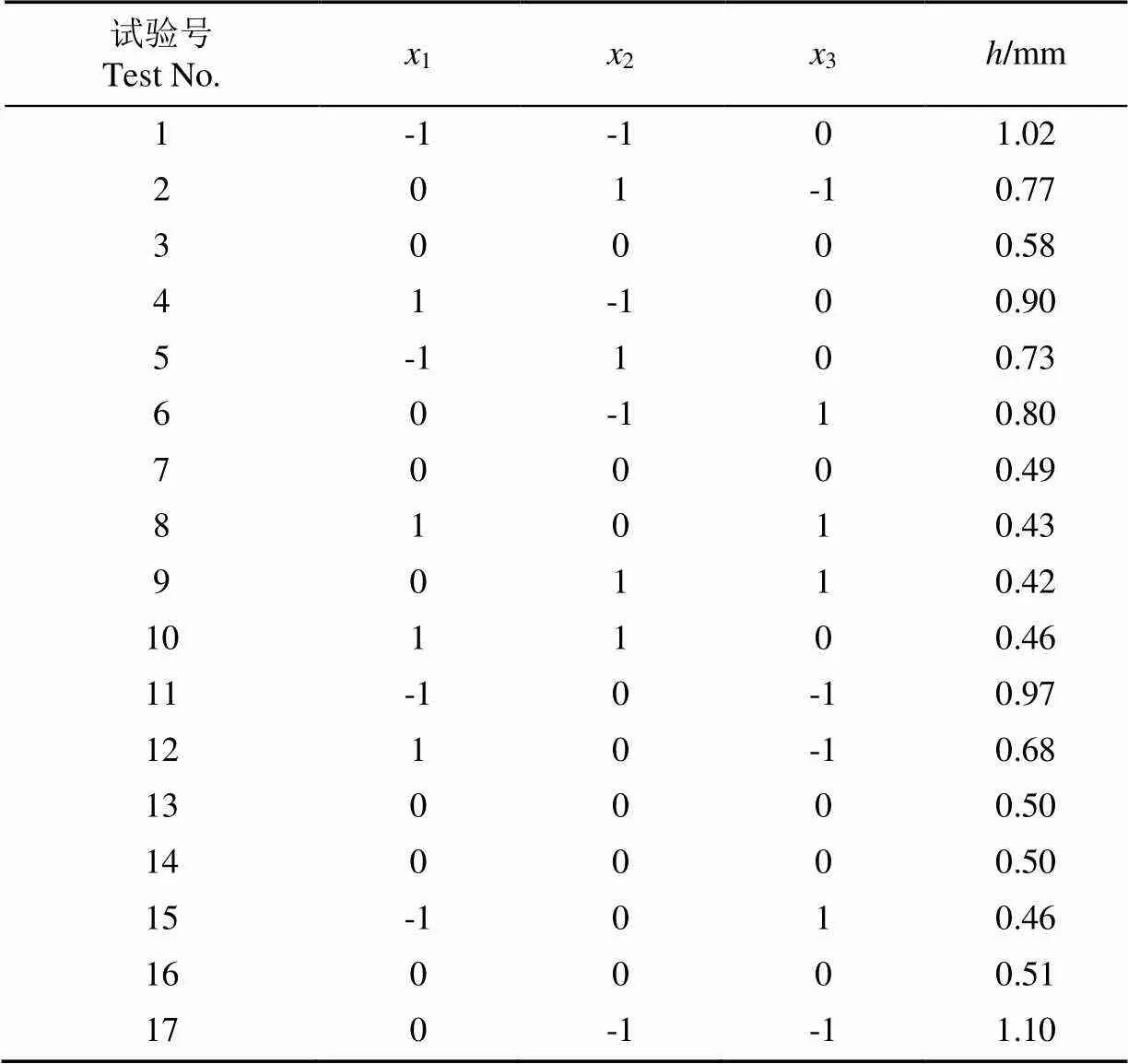
表2 試驗方案與結果
注:表示涂層厚度,mm;1、2、3表示各因素水平。
Note:is coating thickness, mm;1、2、3meams levels of the factors.
由表2可知,不同試驗得出的涂層厚度在0.42~1.10 mm之間,涂層厚度隨試驗因素水平增高而減小;試驗3的0水平試驗與其他0水平試驗厚度差距較大,這與離心泵葉輪本身有關,由于試驗所用葉輪由普通砂型鑄造生產,葉輪個體之間存在較大差異所致。
1.3.4 試驗結果方差分析
對表2中的數據進行二次多元回歸擬合,得到涂層厚度對編碼自變量的二次多元回歸方程為:


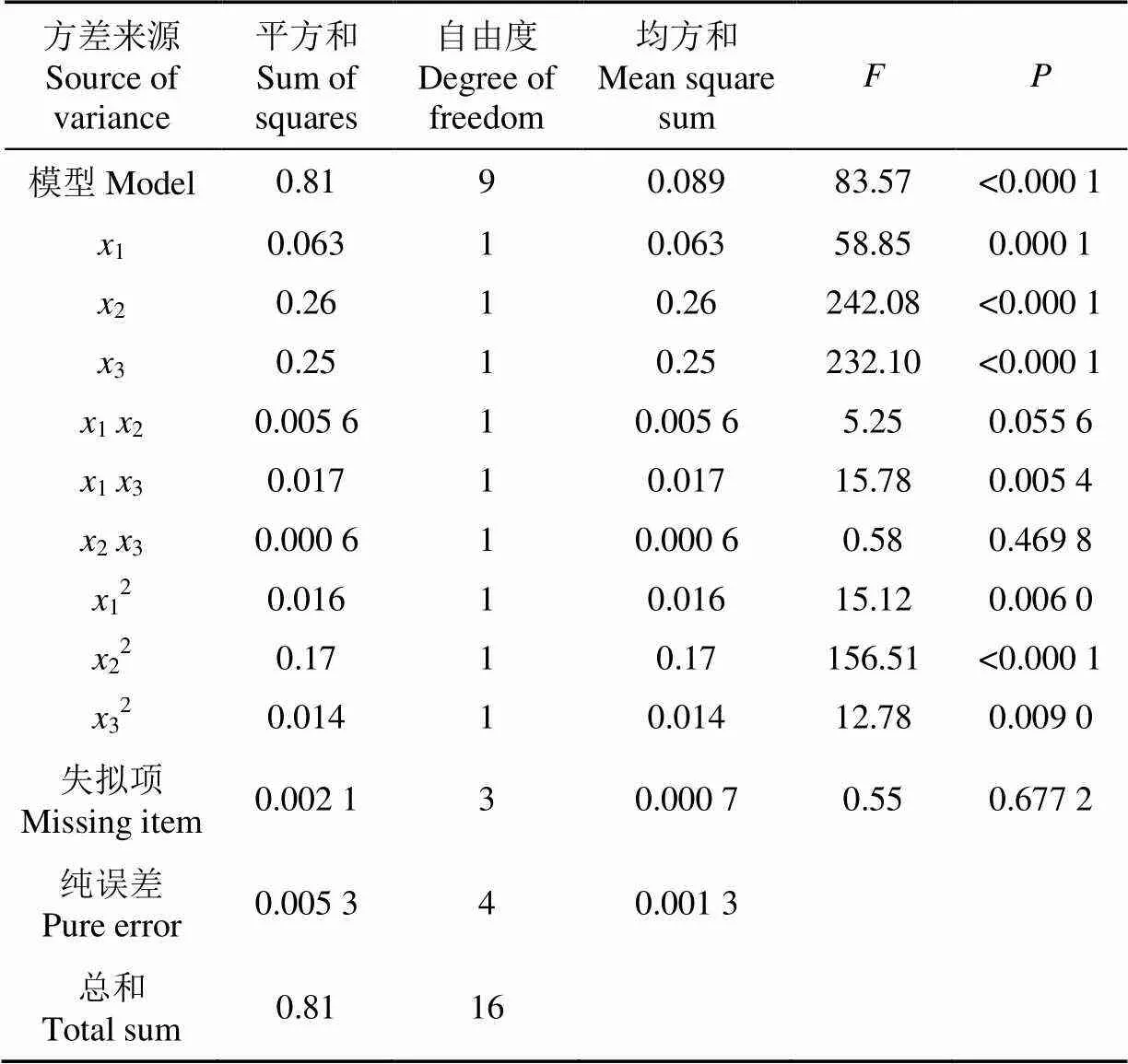
表 3 方差分析
1.3.5 試驗結果分析
根據擬合方程,利用Design-Expert軟件分析旋轉速度、澆注溫度和涂覆持續時間3個影響因素對涂層厚度的影響,結果如圖7所示。
由圖7可知,涂層厚度隨著旋轉速度的增加而顯著減小。在275~500 rad/min轉速范圍內,涂層厚度降低趨勢變緩,分析原因如下:PU預聚體在葉輪流道內的流動屬于拉伸流動[30],一般的支化聚合物拉伸黏度隨拉伸應力的增加而增大,在轉速高于275 rad/min時,PU預聚體的拉伸黏度增大導致厚度降低變緩。涂層厚度隨著澆注溫度的升高而減小。涂層厚度隨著涂覆持續時間增大而減小,當時間增加到60 s之后涂層厚度不再發生顯著變化,分析原因如下:1)實際涂覆過程中,PU預聚體材料在60 s時間之內大部分已經流出葉輪流道,剩余附著在葉輪蓋板上的少量預聚體,質量較小,受到的離心力較小,不足以抵消高分子熱運動產生的內摩擦阻力;2)由表3可知,涂覆持續時間和澆注溫度之間存在交互作用,隨著涂覆時間增大,PU預聚體材料溫度降低,從而黏度增大,因此涂層厚度不再隨時間發生顯著變化。
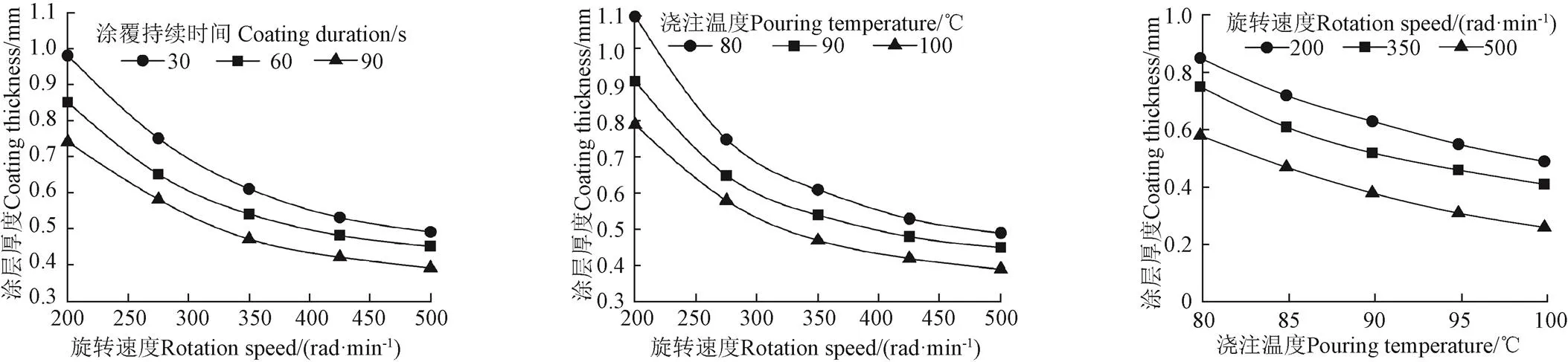

a. 澆注溫度為90 ℃時涂層厚度和旋轉速度的關系a. Relationship between coating thickness and rotation speed when pouring temperature is 90 ℃b. 涂覆持續時間為60 s時涂層厚度和旋轉速度的關系b. Relationship between coating thickness and rotation speed when coating duration is 60 sc. 涂覆持續時間為60 s時涂層厚度和澆注溫度的關系c. Relationship between coating thickness and pouring temperature when coating duration is 60 s

d. 旋轉速度為350 rad·min-1時涂層厚度和澆注溫度的關系d. Relationship between coating thickness and pouring temperature when rotation speed is 350 rad·min-1e. 旋轉速度為350 rad·min-1時涂層厚度和涂覆持續時間的關系e. Relationship between coating thickness and coating duration when rotation speed is 350 rad·min-1f. 澆注溫度為90 ℃時涂層厚度和涂覆持續時間的關系f. Relationship between coating thickness and coating duration when pouring temperature is 90 ℃
2 驗證試驗
2.1 主要試驗儀器與數據采集
試驗的主要設備有XBH9060A型噴砂機、LD-1200WX5-230L型空氣壓縮機、DHG-9055A型真空干燥箱、PD-151型游標卡尺、自制旋轉涂覆機、電子天平等。試驗所使用的葉輪型號為200QJ50-26,涂層材料為濟寧宏明化學試劑有限公司生產的PU預聚體,型號為KH1135、山東佰仟化工有限公司生產的莫卡。試驗步驟和厚度測量方法同前文。
2.2 驗證試驗結果與分析
為了驗證前文回歸方程是否準確,在前文正交試驗各因素水平范圍內隨機選取因素水平組合進行葉輪涂覆驗證試驗,將所選取的因素水平代入擬合方程計算涂層厚度,并與實際涂覆試驗后的涂層厚度進行對比。為了消除試驗產生的隨機誤差,在正交試驗各涂覆參數設計的因素水平范圍內隨機選取9組因素水平組合進行試驗。與0水平參數設置相比,涂覆持續時間越短越有利于加快涂覆速度,提高生產效率;旋轉速度高則可以有效避免聚氨酯材料在葉輪流道內部堆積,更容易形成平整光滑的涂層;澆注溫度過高會導致PU預聚體揮發進而對施工人員造成身體傷害,溫度低則造成材料黏度增大不利于涂覆加工。綜合考慮涂覆效果和生產效率,選取涂覆持續時間低于0水平、旋轉速度高于0水平、澆注溫度接近0水平的參數利用Design-Expert軟件預測出葉輪流道內涂層厚度為0.5 mm的最優涂覆工藝參數組合,即7~9組試驗的參數設置。試驗結果如表4所示。
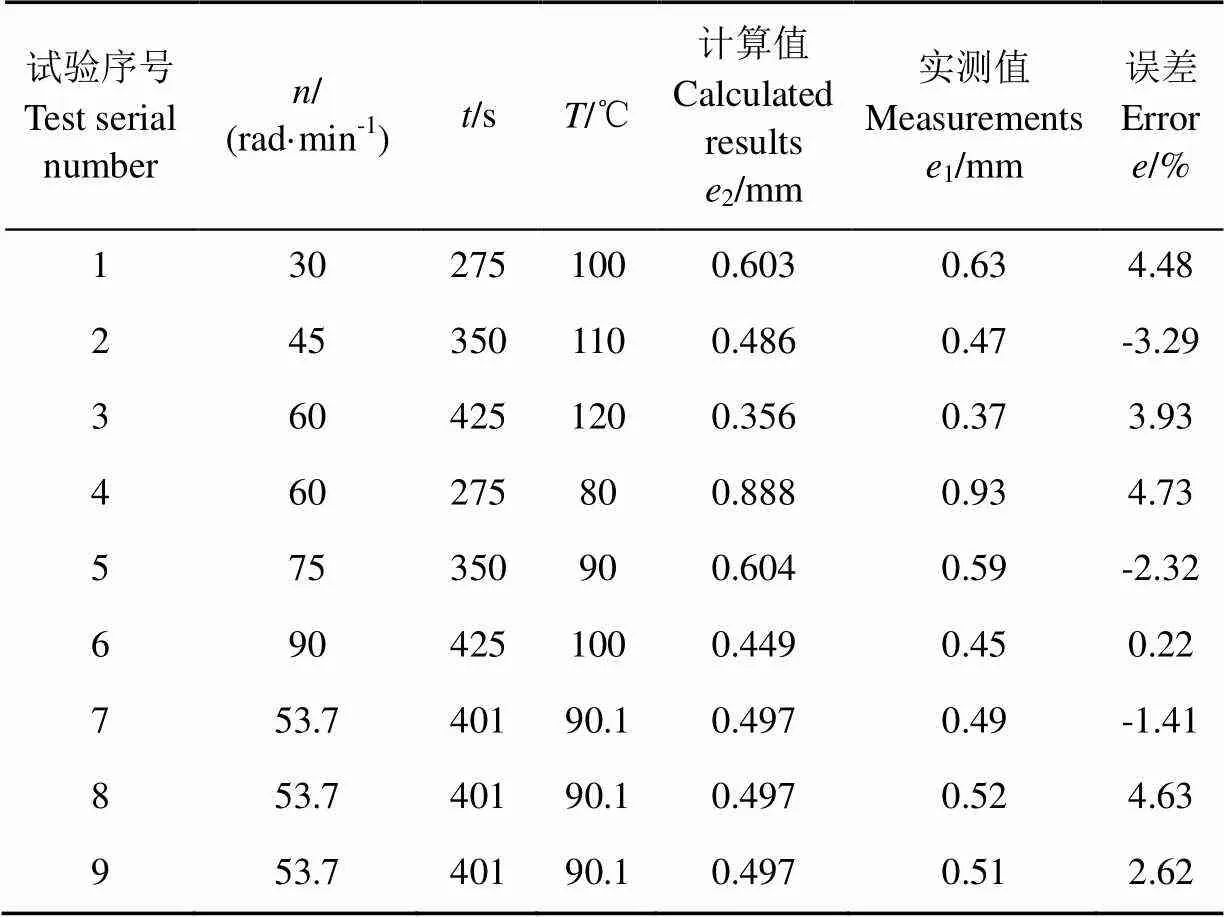
表4 驗證試驗結果
實測值與計算值的誤差計算如式(4)所示。
由表4可知,試驗誤差均在±5%的范圍內,說明式 (4)的擬合方程可信度較高。獲得0.5 mm最佳減阻增效涂層厚度的最優涂覆工藝參數為涂覆時間53.7 s、旋轉速度401 rad/min、澆注溫度90.1 ℃。
為了進一步驗證所得涂層的厚度,隨機選取涂覆完成后的葉輪沿其中軸線剖切,通過體視顯微鏡觀察涂覆效果并測量涂層厚度,如圖8所示。

圖8 體視顯微鏡觀測涂層
圖8中,下蓋板和葉片處涂層厚度分別為461和596m,涂層厚度實測誤差處于表4的測量結果范圍內。葉片處涂層厚度稍大,分析其原因為在涂層的固化過程中,未完全固化聚氨酯材料仍有流動性,在葉片曲面上發生流淌堆積所致。整體涂層完整光滑,沒有明顯的材料堆積現象,涂覆效果滿足加工要求。
3 結 論
本文通過自制涂覆設備,以高黏性聚氨酯作為仿生減阻增效功能涂層材料,進行離心泵葉輪過流部位表面減阻增效涂層的涂覆工藝參數優化試驗,主要結論如下:
1)利用聚氨酯澆注溫度、自制涂覆設備的旋轉速度、涂覆持續時間等參數控制涂層厚度是可行且準確的;
2)以200QJ50-26型離心泵葉輪作為試驗對象,采用正交組合試驗設計,對涂覆工藝參數進行優化,結果表明:影響涂層厚度的主次因素依次是旋轉速度、澆注溫度、涂覆持續時間;
3)通過對試驗結果擬合得出涂覆工藝參數的二次多元回歸方程,并通過驗證試驗驗證了擬合方程的準確性,其誤差范圍小于5%,結果可信。200QJ50-26型離心泵葉輪最佳涂層厚度0.5 mm的涂覆工藝參數優化結果為:涂覆時間53.7 s、旋轉速度401 rad/min、澆注溫度90.1 ℃。
[1] 秦宏波,胡壽根. 泵系統測試方法的研究及其在系統優化中的應用[J]. 電機與控制應用,2010,37(7):58-59,63. Qin hongbo, Hu shougen. Study of pump system test method and its application in system optimization[J]. Electric machines & control application, 2010, 37(7):58-59, 63. (in Chinese with English abstract)
[2] 任志安,張棟棟,孫治謙. 耦合仿生技術在流體機械領域的應用[J]. 石油和化工設備,2012,15(3):17—19.
[3] Gray J. Studies in animal locomotion vi. the propulsive powers of the dolphin[J]. Journal of Experimental Biology, 1936, 13(2): 192-199.
[4] 李萬平,楊新祥. 柔性壁減阻的試驗研究[J]. 水動力學研究與進展(A輯),1991(S1):108-112. Li wanping, Yang xinxiang. An experimental study on the drag reduction of compliant walls[J]. Journal of Hydrodynamics(Part A), 1991(S1): 108-112. (in Chinese with English abstract)
[5] W Bechert D, Bruse M, Hage W, et al. Fluid mechanics of biological surfaces and their technological application[J]. Naturwissenschaften, 2000, 87(4): 157-171.
[6] Choi K S, Yang X, Clayton B R, et al. Turbulent drag reduction using compliant surfaces[C]// Proceedings of the Royal Society of London A: Mathematical, Physical and Engineering Sciences. The Royal Society, 1997, 453(1965): 2229-2240.
[7] Endo T, Himeno R. Numerical analysis of flow around a sphere with active dimples[J]. Transactions of the Japan Society of Mechanical Engineers B, 2006, 72(724): 3037-3042.
[8] Luo H, Bewley T R. Accurate simulation of near-wall turbulence over a compliant tensegrity fabric[C]// Smart Structures and Materials. International Society for Optics and Photonics, 2005: 184-197.
[9] Zhang Hui, Yoshutake N, Hagiwara Y. Attenuati-on of turbulent flow separation in wavy wall by compliant surface[J]. Advancesin Turbulence XI, 2007(117): 597-599.
[10] Yamahata T, Hanaoka T, Hagiwara Y, et al. Turbulence modification in the flow over a silicon rubber wall as a model of dolphin skin[C]// 2nd Int. Symposi-um on Seawater Drag Reduction, 2005: 535-544.
[11] 商延賡,金娥,可慶朋,等. 仿海豚皮膚結構的功能表面提高離心泵效率[J]. 農業工程學報,2016,32(7)72-78. Shang Yangeng, Jin E, Ke Qingpeng, et al. Efficiency improvement of centrifugal pump with function surface imitating dolphin skin structure[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2016, 32(7): 72-78. (in Chinese with English abstract)
[12] 任露泉,彭宗堯,陳慶海,等. 離心式水泵仿生非光滑增效的試驗研究[J]. 吉林大學學報:工學版,2007,37(3):101-103.Ren Luquan, Peng Zongyao, Chen Qinghai, et al. Experimental study on efficiency enhancement of centrifugal water pump by bionic non-smooth technique[J]. Journal of Jilin University: Engineering and Technology Edition, 2007, 37(3): 101-103. (in Chinese with English abstract)
[13] Ren Luquan. Progress in the bionic study on anti-adhesion and resistance reduction of terrain machines[J]. Science China Technological Sciences, 2009, 52(2): 273-284.
[14] 田麗梅,高志樺,王銀慈,等. 形態/柔性材料二元仿生耦合增效減阻功能表面的設計與試驗[J]. 吉林大學學報:工學版,2013,43(4):970-975. Tian Limei, Gao Zhihua, Wang Yinci, et al. The design and experimental study of bionic coupling functional surface caused by the dual factors of form and flexible material[J]. Journal of Jilin University: Engineering and Technology Edition, 2013, 43(4): 970-975. (in Chinese with English abstract)
[15] 田麗梅,王銀慈,高梽樺,等. 鑲嵌式仿生耦合功能表面流體介質控制機制研究[J]. 農業機械學報,2014,45(6):324-328. Tian Limei, Wang Yinci, Gao Zhihua, et al. Fluid control mechanism of mosaic bionic coupling functional surface[J]. Transactions of the Chinese Society for Agricultural Machinery, 2014, 45(6): 324-328. (in Chinese with English abstract)
[16] Tian Limei, Gao Zhihua, Ren Luquan, et al. The study of the efficiency enhancement of bionic coupling centrifugal pumps[J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 2013, 35(4): 517-524.
[17] Lu Y X. Significance and progress of bionics[J]. Bionic Eng, 2004, 1(1): 1-3
[18] 任露泉,梁云紅. 仿生學導論[M]. 北京:科學出版社,2016.
[19] Fish F E, Legac P, Terrie M, et al, Measurement of hydrodynamic force generation by swimming dolphins using bubble DPIV[J]. The Journal of experimental biology. 2014, 217(2): 252-260.
[20] 田麗梅,梅浩然,李新紅,等. 基于耦合仿生功能表面的離心水泵增效機制研究[J]. 農業機械學報,2015,46(4),65-69.Tian limei, Mei haoran, Li xinhong, et al.Enhancement mechanism investigation of centrifugal pump based on bionic coupling functional surface[J].Transactions of The Chinese Society of Agricultural Machinery, 2015, 46(4): 65-69. (in Chinese with English abstract)
[21] 張世磊,易玉華. 低游離聚氨酯預聚體的結構、性能及其應用[J]. 陜西科技大學學報,2011,2(29):77-81. Zhang shilei, Yi yuhua. Structure, properties and application of the prepolymers with low levels of free isocyanate monomer[J].Journal of Shaanxi University of Science, 2011, 2(29): 77-81. (in Chinese with English abstract)
[22] 李俊賢. 反應注射成型技術及材料(連載五)[J]. 聚氨酯工業, 1996(4):42—46.
[23] 陳賽艷,陳蘊智. 聚氨酯的應用發展現狀[J]. 化工時代,2008,22(8):52-55. Chen saiyan, Chen yunzhi. The application and development of polyurethane coatings[J]. Chemical Industry Times, 2008, 22(8): 52-55. (in Chinese with English abstract)
[24] 羅寧,黃峻,王得寧,等. MDI/聚醚二元醇預聚體的粘度-溫度關系[J]. 聚氨酯工業,1994,9(3):28-30.
[25] 和曼君,張紅東,陳維孝. 高分子物理[M]. 上海:復旦大學出版社,2007.
[26] 代青華,劉秀生,黃虹等. 聚氨酯預聚體黏度的影響因素探究[J]. 材料保護,2017,50(1),91-93. Dai Qinghua, Liu Xiusheng, Huang Hong, et al. Influence factors of polyurethane prepolymer Viscosity[J]. Materials Protection, 2017, 50(1), 91-93. (in Chinese with English abstract)
[27] 易玉華,陳萬濱. 基于PTMG-TDI的低游離TDI澆注型PU彈性體的制備與性能研究[J]. 橡膠工業,2010,57(2):82-85. Yi Yuhua, Chen Wanbin. Preparation and property of PTMG-TDI based castable polyurethane elastomer with low free TDI monomer[J].China Rubber Industry,2010,57(2): 82-85. (in Chinese with English abstract)
[28] 任露泉. 試驗設計及其優化[M]. 北京:科學出版社,2009.
[29] 任露泉. 回歸設計及其優化[M]. 北京:科學出版社,2009.
[30] 金日光,華幼卿. 高分子物理[M]. 北京:化學工業出版社,2012.
Optimization of coating process parameters for bionic drag reduction and efficiency increasing coating of centrifugal pumps
Tian Limei1, Zhang Jixiang1, Liang Ying2, Yao Guanghai2, Shang Yangeng1※
(1.,,,130022,; 2.,,130507,)
Bionics is based on the structure of natural biological system and the process of life activities as the basis of technological innovation and design, and consciously imitates and replicates it. Through the coupling of 2 or more different factors, organisms can effectively realize various functional characteristics of organisms and fully display their best adaptability to habitats,this phenomenon of biological coupling is ubiquitous in the biological world. The multi-bionics of learning and simulating the coupling mechanism of organisms is called coupling bionics. The drag reduction mechanism of dolphin skin is a typical representative of the bio-binary coupling. Dolphin skin is composed of smooth elastic keraphyllous epidermis and hard dermis, which are intertwined with each other. The coupling effect of the 2 parts is one of the main reasons why dolphins can swim fast. According to the principle of bionic similarity, Jilin University has designed a coupling functional surface which imitates the skin structure of dolphins, and applied it to the surface of the key parts (centrifugal impeller) of centrifugal pump, which can significantly improve the pump efficiency. The specific method is to directly cast the ribbed structure similar to the dolphin skin dermis on the upper and lower cover plate of impeller by one-step casting technology, and then coat the cover plate with high viscous polyurethane as the surface material. The ribbed structure at the bottom and the polyurethane coating on the surface constitute a coupling bionic functional surface. The thickness parameters of surface material coating have the greatest influence on the efficiency of coatings, and polyurethane is the main material for coating, but because of the complicated and twisted space structure of the inner passage of centrifugal pump impeller, the high viscosity characteristics of polyurethane and the limitation of traditional coating technology, it is difficult to achieve high efficiency and high quality coating on the surface of complex impeller inner runners with coupling bionic functional surface layer materials. and it is difficult to control the thickness of the coating. In order to solve the above problems, a self-made rotating coating equipment by means of centrifugal force was introduced in this paper, using which, the coating thickness could be controlled by pouring temperature, rotating speed, coating time and other parameters. According to the combination design principle of Box-Behnken Design in Design-Expert software, taking the coating thickness of impeller runner as test index, a 3 factors and 3 levels orthogonal combination experiment was designed, the above parameters were optimized and the quadratic fitting equation was established. The test results showed that the main and secondary factors affecting the coating thickness were rotating speed of equipment, pouring temperature and coating duration. The comparative coating tests were carried out on the impeller of 200QJ50-26 centrifugal pump, the results showed that the errors between tested coating thickness controlled by coating parameters and calculated value of quadratic fitting equation was less than 5%, the results were credible. According to the previous research results, when the coating thickness is 0.5 mm, the drag reduction and efficiency increasing of 200QJ50-26 centrifugal pump is the best. The test results showed that the optimum coating parameters for 200 QJ50-26 centrifugal pump to obtain the optimum coating thickness of 0.5 mm were as follows: coating duration was 53.7 s, rotating speed was 401 rad/min, pouring temperature was 90.1℃. The research can provide a reference for the engineering construction of the coupling functional surface on the centrifugal pump.
pumps; bionics; drag reduction; elastic coating; fitting equation
2018-09-25
2019-01-04
長春市科技創新“雙十工程”重大科技攻關項目(3D517BP12466);吉林省省校共建計劃專項產業化示范類項目(SXGJSF2017);
田麗梅,教授,博士,主要從事功能表面仿生設計研究。Email:lmtian@jlu.edu.cn
商延賡,高級工程師,博士,主要從事仿生功能表面材料設計研究。Email:shangyangeng@163.com
10.11975/j.issn.1002-6819.2019.06.006
TH3
A
1002-6819(2019)-06-0047-08
田麗梅,張吉祥,梁 穎,姚廣海,商延賡. 離心泵仿生減阻增效涂層的涂覆工藝參數優化[J]. 農業工程學報,2019,35(6):47-54. doi:10.11975/j.issn.1002-6819.2019.06.006 http://www.tcsae.org
Tian Limei, Zhang Jixiang, Liang Ying,Yao Guanghai, Shang Yangeng. Optimization of coating process parameters for bionic drag reduction and efficiency increasing coating of centrifugal pumps[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2019, 35(6): 47-54. (in Chinese with English abstract) doi:10.11975/j.issn.1002-6819.2019.06.006 http://www.tcsae.org