層流冷卻輥激光熔覆修復及再制造技術
2019-05-10 02:12:22裘偉峰呂艷春
中國設備工程 2019年7期
關鍵詞:工藝
裘偉峰,呂艷春
(北京首鋼機電有限公司遷安機械修理分公司,河北 遷安 064400)
層流冷卻輥在熱軋過程中位于精軋和卷取之間,作用是對成品板帶進行輸送和層流冷卻。每條產線大約需要300多根層流冷卻輥,其工況條件惡劣,長期承受400~600℃高溫鋼板的滑動摩擦,同時,在冷卻水的工況下,還要承受交變負荷(冷熱疲勞)和局部壓入負荷,接觸的主要介質是水和水蒸氣。其工況要求輥道涂層具有較強的結合強度、耐沖擊載荷、防腐蝕性和耐磨性能等。本文選擇目前最先進的激光熔覆修復及再制造技術,較之前的噴焊技術相比,主要解決了原工藝出現的裂紋、氣孔、沙眼等問題。
1 激光熔覆技術
激光熔覆技術是在金屬材料表面添加熔覆粉末,利用高能密度激光束輻照迅速加熱,使熔覆粉末和金屬基材表面發生熔化,激光束移開快速凝固,從而在基材表面形成與其為冶金結合的高性能激光熔覆層。修復或提高基體所缺少的高性能,能顯著改善金屬材料表面的耐磨性能、耐蝕性能、抗氧化性能等,是激光表面改性技術的一種重要方法。
由于激光技術會產生近似絕熱的快速加熱過程,激光熔覆對基材的熱影響效應較小,因熱膨脹引起的變形也小。運用激光熔覆技術制備出的涂層組織致密均勻,微觀缺陷較少,能夠得到完全緊密的冶金結合涂層。
與其它表面改性技術相比,表面激光溶覆技術具有如下幾個特點:第一,冷卻速度極快,所得的組織具有典型的快速凝固特征;第二,熱輸入少,工件變形小,涂層稀釋率低;第三,激光熔覆層與基體的結合性能優良,結合層為冶金結合;第四,激光熔覆層成分可控,質量穩定,制備過程易于實現自動化,可對失效工件進行修復處理。

表1 不同粉末工藝評定成分及硬度檢測結果
2 激光熔覆技術在層流冷卻輥修復中的應用
通過查找相關資料,層流冷卻輥較為常見的修復工藝為噴涂Ni60自熔性合金粉末,噴涂后再進行重熔處理。經生產試驗表明,該方法存在以下弊端:(1)成品率低,主要表現在軸端筋板焊接位置容易出現氣孔、夾渣、未熔透等缺陷,原因為該位置在重融過程中不易控制溫度,重熔鏡面難以觀察;(2)成本較高,噴涂的合金粉末得粉率低(約70%),且粉末價格相對較高;(3)自動化程度低,主要為手工操作,靠員工經驗進行質量的控制。
為了進一步降低員工勞動強度、提高工作效率、提升產品質量,經大量調研及廠內實驗室試驗,我單位采用了激光熔覆手段進行修復層流冷卻輥。
2.1 材料選用及工藝評定
為了確保熔覆層具有較強的結合強度、耐沖擊載荷、防腐蝕性和耐磨性能,結合使用工況,與原材料廠家共同進行了粉末的研制,并提供小樣進行試驗工藝評定。不同粉末形貌特征如圖1~4所示。
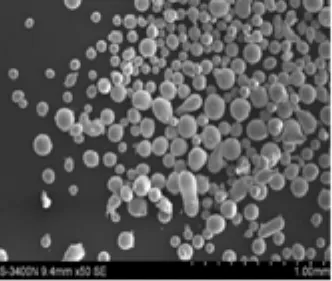
圖1 SY-01粉末形貌

圖2 SY-02粉末形貌
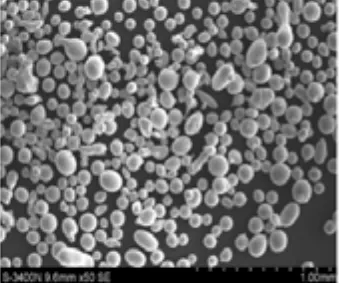
圖3 SY-03粉末形貌
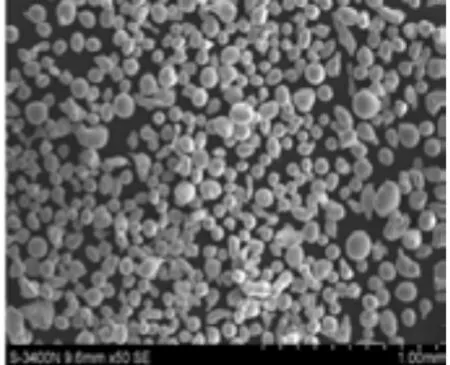
圖4 SY-04粉末形貌

圖5 激光熔覆試驗過程

圖6 激光熔覆試塊
為了降低生產成本,采用鐵基粉末進行試驗。針對每種粉末,進行激光熔覆試驗工藝評定,如圖5和圖6,熔覆功率2400W,熔覆后進行機加工處理,并對成分和硬度進行檢測,檢測結果如表1所示。
經工藝評定,SY 04粉末的熔覆效果較好,且硬度符合圖紙技術要求(55~60HRC)。同時,對SY 04粉末基體與熔覆層的冶金結合效果進行檢測,如圖7和圖8所示,結合效果較好,不存在熔覆層剝落的隱患。

圖7 界面冶金結合(200X)

圖8 界面冶金結合(500X)
2.2 工藝流程及參數設置
主要工藝流程如下:回廠輥道的拆卸→輥道表面機加工(去除疲勞層)→輥道表面毛化→輥道表面預熱→輥到表面激光熔覆→熔覆層的加工→輥道動平衡→輥道檢驗合裝。
激光熔覆工序參數設置。激光功率:P=2400W;送粉速度:1.5~2.0L/min;工藝速度:15~18mm/s(轉速:9.25~11.11mm/s);激光平移速度:0.003~0.004mm/s。

圖9 激光熔覆修復層流冷卻輥

圖10 機加工后形成成品
激光熔覆后,按照圖紙要求尺寸,對熔覆層進行機加工,最終形成成品尺寸(300+0.1mm),硬度值范圍為57~60HRC,表面無氣孔、夾渣、裂紋等缺陷。
2.3 產品在線跟蹤效果評定
經廠內質檢人員檢測,激光熔覆修復的層流輥各項技術指標均符合圖紙技術要求,試驗的兩根輥子于2016年5月16日在首鋼京唐公司2250mm熱軋產線進行上線試驗,為了重點跟蹤在線使用效果,每次利用停機檢修時間對輥面進行查看,未出現異常磨損情況,且輥面無凹坑、剝落、點蝕等缺陷,在線使用周期已超過原噴焊工藝2年使用周期的要求。
3 結語
通過實驗室工藝評定及產品的上線試驗,結果表明,采用鐵基粉末激光熔覆修復的層流輥在線使用穩定,能夠達到使用要求。較原噴焊工藝修復的輥子成品率明顯提高,一次校驗合格率達到100%,能夠得到高質量的涂層,降低工人的勞動強度、改善工人的勞動環境,提高了自動化程度,產品質量得到了有效控制。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
