連續(xù)碳纖維增強(qiáng)鎂基復(fù)合材料制備工藝研究
2019-05-08 06:58:24孫振明胡小石張春雷王曉軍
上海航天 2019年2期
孫振明,胡小石,張春雷,蔣 博,王曉軍
(哈爾濱工業(yè)大學(xué) 材料科學(xué)與工程學(xué)院,黑龍江 哈爾濱 150000)
0 引言
碳纖維增強(qiáng)鎂基(Cf/Mg)復(fù)合材料具有很高的比強(qiáng)度、比剛度和良好的阻尼減振性能、熱電傳導(dǎo)性能、熱穩(wěn)定性。該材料質(zhì)量輕、結(jié)構(gòu)效率高、尺寸穩(wěn)定性好,能滿足航天結(jié)構(gòu)材料的要求,是宇航、兵器、電子等高新技術(shù)產(chǎn)業(yè)的理想材料[1-2]。美國航空航天局(NASA)采用Cf/Mg復(fù)合材料制作衛(wèi)星桁架結(jié)構(gòu)、空間動力回收系統(tǒng)構(gòu)件、空間站撐桿、航天飛機(jī)轉(zhuǎn)子發(fā)動機(jī)殼體、空間反射鏡架等;哈勃太空望遠(yuǎn)鏡的部分構(gòu)件采用T300 Cf/Mg復(fù)合材料;美國金屬基鑄造復(fù)合材料公司制備了連續(xù)和非連續(xù)石墨纖維增強(qiáng)鎂基復(fù)合材料,并將其應(yīng)用于大氣層外殺傷飛行器(EKV)的反射鏡鏡架和測量用構(gòu)件中。
制備Cf/Mg復(fù)合材料的最大難點(diǎn)是碳纖維和鎂基體的潤濕性差[3],其解決方法主要有兩種:一是在碳纖維表面涂層,短碳纖維表面經(jīng)過化學(xué)鍍鎳后,基體鎂與涂層發(fā)生反應(yīng),從而改善潤濕性[4-5];二是在基體中加入可與碳纖維發(fā)生反應(yīng)的合金元素(如Gd,Al),從而改善碳纖維與鎂基體之間的潤濕性[6-8]。目前,大多數(shù)人選擇第二種方法,但熔體很難自然浸滲到密集的碳纖維束之間。由于采用壓力浸滲法制備的鑄件復(fù)合材料的力學(xué)性能較高[9-12],因此人們多采用壓力浸滲法制備Cf/Mg復(fù)合材料。本文選取鎂合金AZ91D作為基體,就壓力浸滲法對復(fù)合材料組織與力學(xué)性能的影響展開研究。
1 試驗(yàn)方法
本試驗(yàn)中用到的材料主要有普通商用鎂合金AZ91D、日本東麗單向連續(xù)高強(qiáng)度碳纖維T300和T700。表1為鎂合金AZ91D的化學(xué)成分,表2為碳纖維與AZ91D的部分物理性能。
利用三維自動纏繞機(jī)將碳纖維纏繞在150 mm×75 mm×50 mm的石墨塊上制成預(yù)制件,纏繞方向?yàn)槔w維零度單向,纏繞角為89.5°,纏繞張力為3 N;將預(yù)制件放在模具中預(yù)熱,同時將質(zhì)量為6.5 kg的鎂合金AZ91D加熱融化,當(dāng)預(yù)制件預(yù)熱到350 ℃且保溫30 min時,利用鎂熔體在預(yù)制件周邊進(jìn)行澆邊,確保預(yù)制件在澆鑄和擠壓過程中無法活動;將預(yù)制件溫度升高至450~500 ℃且保溫40 min以上,當(dāng)模具內(nèi)的溫度均勻后,將750~820 ℃的鎂熔體迅速澆入模具中并立即加壓,使鎂熔體浸滲到預(yù)制體的纖維之間,并在6.9 MPa壓力下保持20 min,待熔體凝固后退模,空冷后得到鑄態(tài)Cf/Mg復(fù)合材料;利用Quanta 200FEG掃描電子顯微鏡對復(fù)合材料的微觀組織和彎曲斷口形貌進(jìn)行觀察,在Instron-5569萬能電子拉伸試驗(yàn)機(jī)上測試Cf/Mg復(fù)合材料的彎曲強(qiáng)度,每個工藝參數(shù)取3個試樣進(jìn)行測試,彎曲試樣尺寸為2 mm×10 mm×40 mm,跨距為30 mm,橫梁的移動速度為2 mm/min。
2 試驗(yàn)結(jié)果分析
2.1 Cf/Mg復(fù)合材料的微觀組織
為研究預(yù)熱溫度和澆鑄溫度對復(fù)合材料中碳纖維的分布,了解碳纖維與基體鎂合金界面的結(jié)合情況,對制備出的2種復(fù)合材料進(jìn)行掃描電子顯微鏡(SEM)分析。圖1為不同預(yù)熱溫度和澆鑄溫度條件下制備的T300/AZ91復(fù)合材料。由圖1(a),1(b)和1(c)可見:當(dāng)澆鑄溫度為800 ℃、預(yù)熱溫度為450 ℃時,碳纖維在基體合金中的分布最為致密和均勻;隨著預(yù)熱溫度的升高,碳纖維在基體合金中的分布越來越稀疏,碳纖維表面出現(xiàn)黑色的損傷。由圖1(d),1(e)可見:當(dāng)預(yù)熱溫度為450 ℃、澆鑄溫度為820 ℃和750 ℃時,T300碳纖維未滲透;當(dāng)澆鑄溫度為820 ℃時,碳纖維表面發(fā)現(xiàn)損傷且無法完全浸滲。

表1 AZ91D的化學(xué)成分

表2 碳纖維與AZ91D的部分物理性能

圖1 不同溫度條件下制備的T300/AZ91復(fù)合材料的SEM照片F(xiàn)ig.1 SEM photographs of T300/AZ91 composites prepared at different temperatures
在不同預(yù)熱溫度、不同澆鑄溫度條件下制備的T700/AZ91復(fù)合材料如圖2所示。由圖2(a),2(b)和2(c)可見:當(dāng)澆鑄溫度為750 ℃時,隨著預(yù)熱溫度的升高,T700碳纖維在基體中的分布規(guī)律和T300/AZ91復(fù)合材料中的一樣,即預(yù)熱溫度為450 ℃時,碳纖維在基體合金中的分布最為致密和均勻。由圖2(a),2(d)和2(e)可見:當(dāng)預(yù)熱溫度為450 ℃時,隨著澆鑄溫度的升高,碳纖維在基體中的分布愈加不均勻,表面損傷愈加嚴(yán)重。
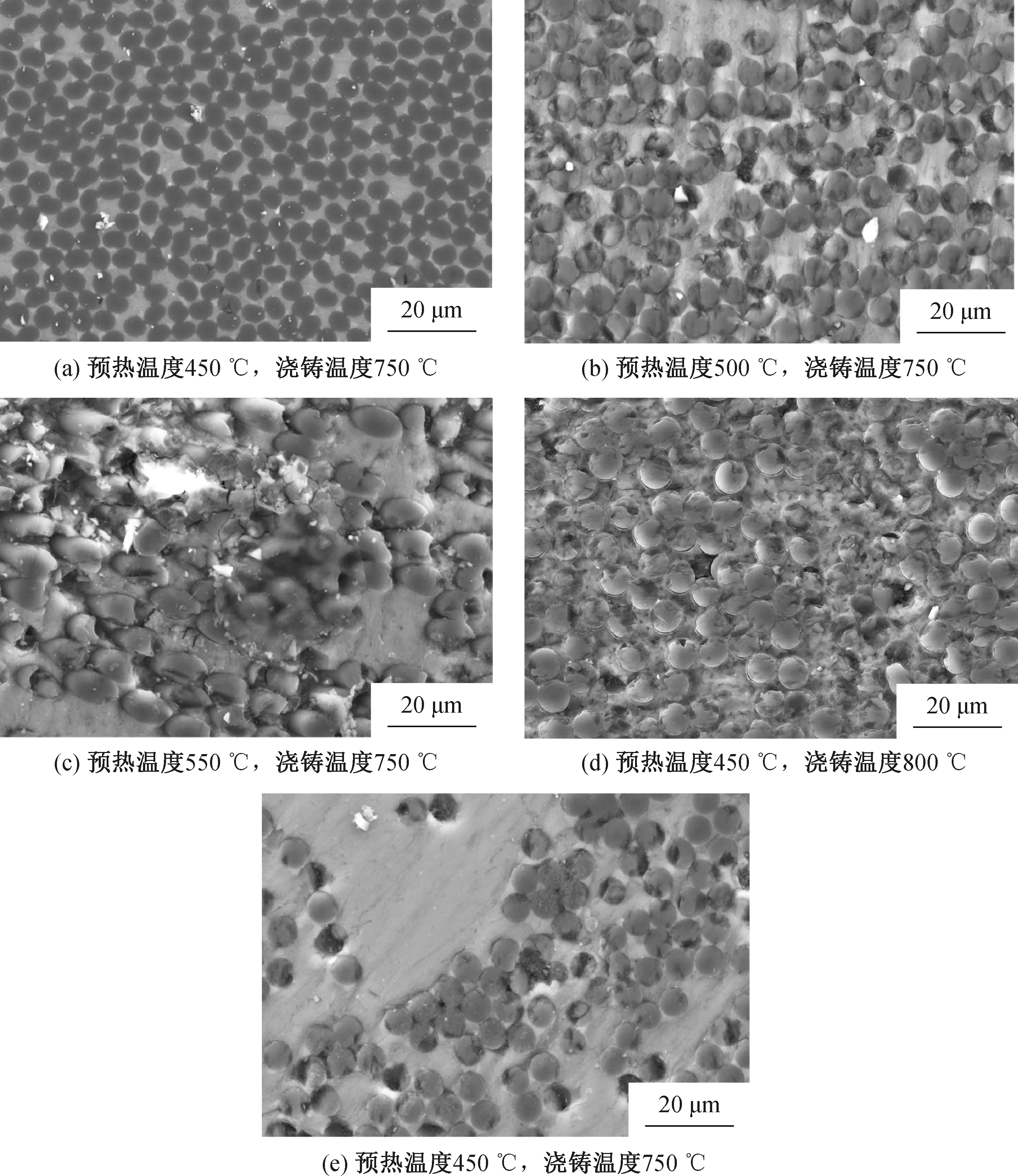
圖2 不同溫度條件下制備T700/AZ91復(fù)合材料的SEM照片F(xiàn)ig.2 SEM photographs of T700/AZ91 composites prepared at different temperatures
2.2 Cf/Mg復(fù)合材料的彎曲斷口組織
在不同預(yù)熱溫度、不同澆鑄溫度條件下制備的T700/AZ91復(fù)合材料的彎曲斷口如圖3所示。由圖3(a),3(b)和3(c)可見:在澆鑄溫度為750 ℃、預(yù)熱溫度為450 ℃條件下制備的復(fù)合材料,其彎曲斷口中發(fā)現(xiàn)纖維拔出的斷裂現(xiàn)象,一定程度上提高了復(fù)合材料的力學(xué)性能。隨著預(yù)熱溫度的升高,纖維拔出現(xiàn)象逐漸消失,斷口逐漸變?yōu)槠蕉丝冢l(fā)現(xiàn)纖維表面大量損傷。由圖3(a),3(d)和3(e)可見:當(dāng)預(yù)熱溫度為450 ℃時,隨著澆鑄溫度的升高,纖維表面與鎂熔體的表面溫度差變大,界面處產(chǎn)生較大的應(yīng)力差,彎曲斷口中碳纖維與基體的界面處出現(xiàn)明顯的脆性斷裂。

圖3 不同溫度條件下制備的T700/AZ91復(fù)合材料的彎曲斷口SEM照片F(xiàn)ig.3 Bending fracture SEM photographs of T700/AZ91 composites prepared at different temperatures
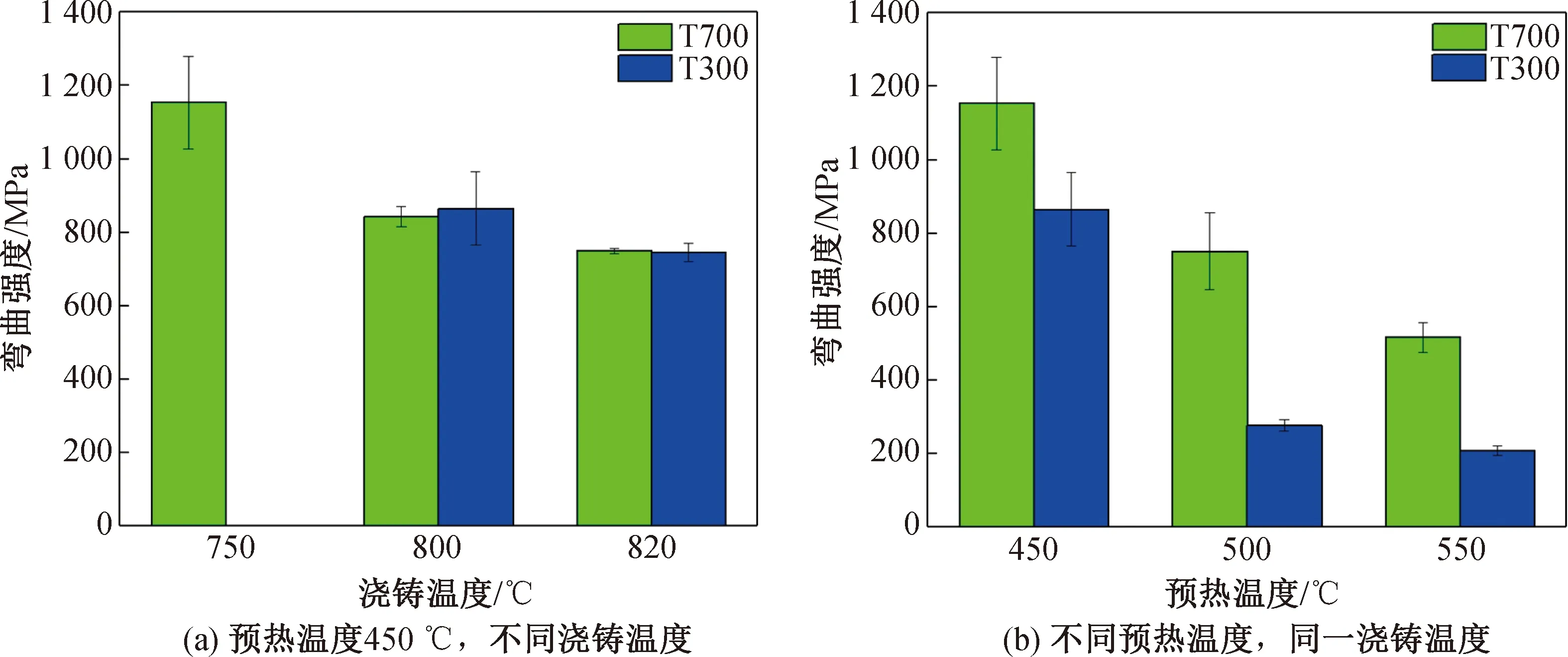
圖4 不同溫度條件下復(fù)合材料的彎曲強(qiáng)度Fig.4 Bending strength of composites prepared at different temperatures
2.3 Cf/Mg復(fù)合材料的彎曲強(qiáng)度
對不同壓力浸滲溫度條件下制備的2種復(fù)合材料分別進(jìn)行彎曲試驗(yàn)。在不同預(yù)熱溫度、不同澆鑄溫度條件下制備的T700/AZ91和T300/AZ91復(fù)合材料的彎曲強(qiáng)度如圖4所示。
在預(yù)熱溫度為450 ℃、澆鑄溫度不同的條件下制備復(fù)合材料,材料的彎曲強(qiáng)度如圖4(a)所示。由圖可見:當(dāng)預(yù)熱溫度為450 ℃時,T700/AZ91復(fù)合材料的彎曲強(qiáng)度隨著澆鑄溫度的升高而降低。當(dāng)澆鑄溫度為750 ℃時,復(fù)合材料的彎曲強(qiáng)度達(dá)到最高,為1 153 MPa;當(dāng)澆鑄溫度為800 ℃和820 ℃時,復(fù)合材料的彎曲強(qiáng)度分別為843 MPa和749 MPa,彎曲強(qiáng)度降低的原因應(yīng)該是澆鑄溫度的升高使碳纖維與基體合金的界面反應(yīng)過多,過高的界面結(jié)合強(qiáng)度使斷口在纖維與基體結(jié)合的界面處呈明顯的脆性斷裂。在制備T300/AZ91復(fù)合材料過程中,當(dāng)預(yù)熱溫度為450 ℃、澆鑄溫度為750 ℃時,復(fù)合材料未滲透,其原因應(yīng)該是浸滲溫度太低使碳纖維還未浸滲到基體中,熔體就已開始凝固。當(dāng)澆鑄溫度為800 ℃時,復(fù)合材料的彎曲強(qiáng)度最高,為865 MPa;當(dāng)澆鑄溫度為820 ℃時,溫度較高使碳纖維表面受損,碳纖維在復(fù)合材料中的增強(qiáng)作用減弱,所以復(fù)合材料的彎曲強(qiáng)度有所下降。
在澆鑄溫度為750 ℃和800 ℃、預(yù)熱溫度不同的條件下制備T700/AZ91和T300/AZ91復(fù)合材料,復(fù)合材料的彎曲強(qiáng)度如圖4(b)所示。由圖可知:當(dāng)澆鑄溫度為750 ℃時,T700/AZ91復(fù)合材料的彎曲強(qiáng)度隨著預(yù)熱溫度的升高持續(xù)下降。當(dāng)預(yù)熱溫度為450 ℃時,復(fù)合材料彎曲強(qiáng)度最高,為1 153 MPa;當(dāng)預(yù)熱溫度升高到500 ℃和550 ℃時,復(fù)合材料彎曲強(qiáng)度分別為751 MPa和516 MPa,僅約為450 ℃時的一半,其原因可能是碳纖維隨著預(yù)熱溫度的升高損傷嚴(yán)重,導(dǎo)致其在基體中分布的均勻性和致密性下降,也可能是預(yù)熱溫度升高造成T700/AZ91復(fù)合材料的斷口由纖維拔出的斷裂形式演變?yōu)槠蕉丝诖嘈缘臄嗔研问剑档土藦?fù)合材料的彎曲強(qiáng)度。當(dāng)澆鑄溫度為800 ℃時,T300/AZ91復(fù)合材料的彎曲強(qiáng)度隨著預(yù)熱溫度的升高而急劇下降;當(dāng)預(yù)熱溫度為450 ℃時,復(fù)合材料的彎曲強(qiáng)度最高,為843 MPa。當(dāng)預(yù)熱溫度升高到500 ℃和550 ℃時,復(fù)合材料的彎曲強(qiáng)度分別為277 MPa和208 MPa,彎曲強(qiáng)度降低,其原因應(yīng)該是溫度升高造成T300碳纖維受到熱損傷,無法充分發(fā)揮碳纖維在基體中的增強(qiáng)作用。
3 結(jié)論
本文采用壓力浸滲法制備T300/AZ91和T700/AZ91復(fù)合材料,通過改變預(yù)熱溫度和澆鑄溫度,對壓力浸滲法中的溫度參數(shù)進(jìn)行了優(yōu)化,得到以下結(jié)論:
1) 預(yù)熱溫度和浸滲溫度既不能過高,也不宜過低。溫度過高容易損傷碳纖維,影響其在基體合金中的分布;溫度過低會使熔體在碳纖維還未完全浸滲時就已開始凝固。
2) 在制備T300/AZ91D復(fù)合材料的過程中,當(dāng)澆鑄溫度為800 ℃時,復(fù)合材料彎曲強(qiáng)度隨著預(yù)熱溫度的升高而降低;當(dāng)預(yù)熱溫度為450 ℃、澆鑄溫度為750 ℃時,復(fù)合材料未滲透,其彎曲強(qiáng)度在澆鑄溫度為800 ℃時達(dá)到最高,當(dāng)澆鑄溫度為820 ℃時,彎曲強(qiáng)度再次下降,所以最佳預(yù)熱溫度和澆鑄溫度分別為450 ℃和800 ℃,最佳彎曲強(qiáng)度為865 MPa。
3) 在制備T700/AZ91D復(fù)合材料的過程中,當(dāng)澆鑄溫度為750 ℃時,復(fù)合材料的彎曲強(qiáng)度隨著預(yù)熱溫度的升高而降低;當(dāng)預(yù)熱溫度為450 ℃時,復(fù)合材料的彎曲強(qiáng)度隨澆鑄溫度的升高而逐漸降低;最佳預(yù)熱溫度和澆鑄溫度分別為450 ℃和750 ℃,最佳彎曲強(qiáng)度為1 153 MPa。
該研究提高了Cf/Mg復(fù)合材料的力學(xué)性能,使該材料能更廣泛應(yīng)用于航空航天領(lǐng)域。后續(xù)將重點(diǎn)分析溫度對鎂基復(fù)合材料顯微組織的影響規(guī)律,研究鎂基復(fù)合材料的加工性能。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
