高溫電加熱處理對貝氏體鋼與U75V鋼閃光對焊接頭組織與性能的影響
2019-04-29 01:44:28王振偉許鴻吉
鐵道建筑 2019年4期
關鍵詞:焊縫
王振偉,許鴻吉,王 赫
(1.中鐵山橋集團有限公司,河北 秦皇島 066205;2.大連交通大學 材料科學與工程學院,遼寧 大連 116028)
為滿足鐵路日益增長的運輸要求,國內鐵路正朝著高速、重載方向發展。目前,國內時速160 km以下線路的轍叉廣泛使用合金鋼組合轍叉,其心軌采用高耐磨性、高強韌性的貝氏體鋼整體鍛造成型,并與其后叉跟軌拼接而成,大大提高了轍叉的使用壽命。缺點是結構采用組裝拼接,整體性較差,列車通過時產生振動,影響平順性。同時,拼裝結構不利于溫度應力的傳遞,且聯結螺栓易疲勞而影響轍叉使用壽命。作為新一代合金鋼轍叉,心軌與其后鋼軌宜采用焊接方式,消除螺栓聯結造成的缺陷,提高轍叉整體性。貝氏體合金鋼轍叉和U75V鋼軌因耐磨性能好、抗剝離、抗波浪形磨耗以及綜合使用性能優良而得到了廣泛應用[1-5]。但是,在無縫線路的建設中需要對貝氏體合金鋼轍叉與U75V鋼軌進行焊接,而貝氏體鋼與U75V鋼的焊接是涉及2種熱物理性能和焊接性能均相差懸殊的異種材料的連接問題。貝氏體鋼較低的含碳量使其具有良好的焊接性;而U75V鋼含碳量高,一般為0.6%~0.8%,淬硬傾向大,焊接性能很差,焊接時熱影響區易產生淬硬組織而脆化。因此,焊接異種鋼軌時需進行焊后熱處理。
與其他焊接方法相比,閃光對焊由于加熱時間短,焊接過程不需要填充金屬,冶金過程簡單,焊接熱影響區小,因此容易獲得質量較高的焊接接頭。而且閃光焊既能用于工廠焊接長軌,又能采用焊軌列車在現場進行鋼軌或轍叉的焊接,所以在世界各國無縫線路的連接中都得到了廣泛的應用[6-7]。為了確保貝氏體合金鋼轍叉與U75V鋼軌閃光焊接頭的性能,閃光焊后一般均對接頭進行中頻感應正火處理,但在實際生產過程中,由于受空間位置的限制,中頻感應正火在貝氏體合金鋼轍叉和U75V鋼軌現場焊接時無法使用。為保證接頭的焊接質量,本文采用線圈式電熱毯加熱設備進行了焊后高溫電加熱處理。
1 試驗材料及試驗方法
1.1 試驗材料
試驗材料選用60 kg/m U75V鋼和貝氏體鋼,試件長度為600 mm,其化學成分和力學性能分別見表1和表2。

表1 試驗材料的化學成分 %
1.2 試驗方法
1.2.1 閃光對焊工藝試驗
貝氏體合金鋼轍叉與U75V鋼軌在GAA100/580轍叉閃光焊機上進行閃光對焊試驗,焊后采用線圈式電熱毯加熱設備對焊接接頭進行高溫電加熱處理,處理工藝參數為加熱溫度800 ℃,保溫時間15 min。

表2 試驗材料的力學性能
1.2.2 力學性能試驗
1)拉伸試驗:按TB/T 3120—2005《AT鋼軌焊接》標準規定,拉伸試驗在WE-30液壓萬能試驗機上進行。
2)沖擊試驗:沖擊試驗按TB/T 3120—2005標準規定,采用10 mm×10 mm×55 mm的標準沖擊試件,試驗設備為JB-30B沖擊試驗機。
3)靜彎試驗:按TB/T 3120—2005標準規定,靜彎試驗在JW-300靜彎試驗機上進行,支座間距1 m。
1.2.3 組織分析與硬度測試
采用4X1型光學顯微鏡觀察高溫電加熱處理前后接頭各區的金相組織,并對處理前后的接頭分別在HRC-150A試驗機上進行洛氏硬度試驗。
2 試驗結果及分析
2.1 拉伸及沖擊試驗
拉伸試驗結果見表3,可以看出,經高溫電加熱處理后貝氏體鋼與U75V鋼閃光對焊接頭的軌頭和軌底抗拉強度有明顯提升,而軌腰略有降低;同時接頭塑性得到改善;但斷裂位置明顯不同,在處理前接頭斷裂位置為貝氏體鋼側,在處理后接頭斷裂位置為U75V鋼側母材位置,這與中頻感應正火處理后接頭斷裂位置相同,說明利用線圈式電熱毯加熱設備對貝氏體鋼與U75V鋼焊接接頭進行焊后高溫電加熱處理是可行的,并且性能滿足TB/T 3120—2005標準要求[8]。
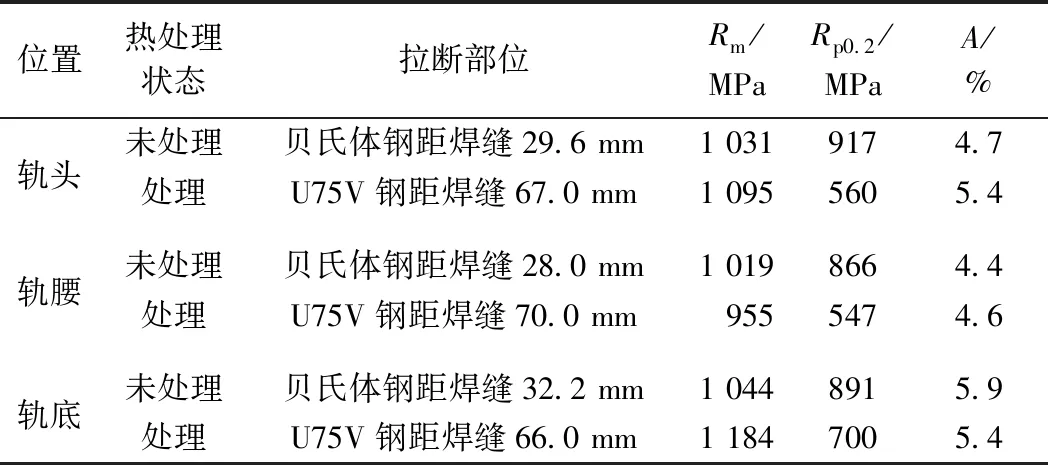
表3 貝氏體鋼與U75V鋼閃光對焊接頭拉伸試驗結果
沖擊試驗結果見表4,可以看出,經高溫電加熱處理后試件各位置的沖擊吸收功有明顯提高。由此可見,在貝氏體鋼轍叉施工過程中,先進行閃光對焊,然后采用線圈式電熱毯加熱設備進行高溫電加熱處理,可以消除焊接過程帶來的接頭性能下降的影響,使焊縫兩側的熱影響區沖擊韌性重新恢復到母材水平,明顯提高了接頭的力學性能。

表4 貝氏體鋼與U75V鋼閃光對焊接頭沖擊試驗結果
2.2 靜彎試驗
經高溫電加熱處理后,貝氏體鋼與U75V鋼閃光對焊接頭靜彎破斷載荷達到 2 010 kN,撓度38 mm,滿足TB/T 3120—2005標準要求。
2.3 金相試驗
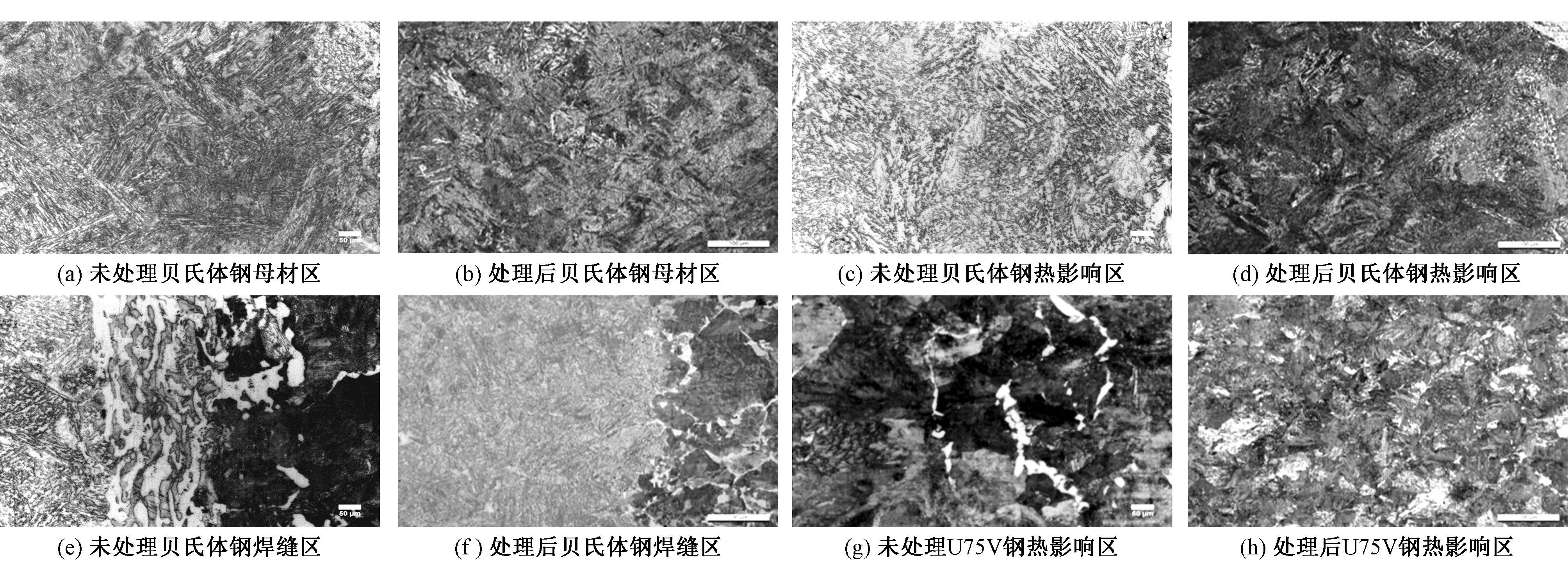
圖1 高溫電加熱處理前后貝氏體鋼與U75V鋼閃光對焊接頭各區顯微組織
U75V鋼的金相組織為珠光體。貝氏體鋼與U75V鋼閃光對焊接頭的各區顯微組織見圖1。可以看出,圖1(a)和圖1(c)中未處理貝氏體鋼母材區和熱影響區為交替排列的黑色粗大板條束貝氏體鐵素體組織,同時奧氏體晶界處碳化物析出較多。這是由于在未發生奧氏體轉變的組織中,含碳量較低的貝氏體鐵素體板條并未完全溶解,但含碳量較高的殘余奧氏體薄膜分解成細小的碳化物并聚集到晶界處,該細小碳化物的存在成了變形中的啟裂源,嚴重降低了組織的沖擊韌性。將接頭加熱到800 ℃并保溫15 min處理后,貝氏體鋼母材區和熱影響區顯微組織見圖1(b)和圖1(d),可以看出,貝氏體鐵素體板條束尺寸變得細小,同時晶界處碳化物析出明顯減少,這也提高了組織的沖擊韌性,但部分區域還存在粗大的貝氏體鐵素體板條。圖1(e)中未處理貝氏體鋼焊縫區為粒狀、條狀貝氏體鐵素體束和粗大塊狀珠光體混合組織,這是由于焊縫處相當于進行了一次高溫塑性變形過程,焊縫再結晶溫度較高,奧氏體晶粒長大,而且冷卻后奧氏體轉變成珠光體團尺寸也會比較粗大[9]。圖1(f)為熱處理后貝氏體鋼焊縫區顯微組織,可知焊縫發生了重新奧氏體化過程,隨后的冷卻過程在高溫停留時間短,所得的晶粒尺寸細小且分布比較均勻。圖1(g)中未處理U75V鋼熱影響區珠光體團尺寸較大,在經高溫電加熱處理后,見圖1(h),珠光體團尺寸明顯減小,晶粒細化,鐵素體析出較少,組織更加致密。
2.4 硬度試驗

圖2 高溫電加熱處理前后貝氏體鋼與U75V鋼閃光 對焊接頭硬度分布
貝氏體鋼與U75V鋼異種鋼焊接接頭的洛氏硬度分布見圖2,每隔5 mm打一個點,其中GT是軌頭硬度分布曲線,GY是軌腰硬度分布曲線,GD是軌底硬度分布曲線。從圖2(a)容易看出,U75V鋼側軌頭和軌底硬度較為平緩,變化不大,在-20~-15 mm處出現軟化區,軌頭軟點硬度26HRC,軟化區寬度約5 mm。軌腰母材硬度明顯偏低,這是由于鋼軌焊后殘余應力大小依次是軌腰、軌底、軌頭,軌腰受較大的垂直方向殘余拉應力,故硬度偏低。貝氏體鋼側在0~25 mm內(熱影響區)硬度波動較大,軌腰最高硬度43.5HRC;貝氏體鋼側在20~30 mm處出現軟化區,軌頭軟點硬度28HRC,軟化區寬度約10 mm;貝氏體鋼側母材平均硬度約37HRC~38HRC。從圖2(b)可以看出,經高溫電加熱處理后,U75V鋼側硬度分布較平緩,硬度在20HRC~30HRC之間;貝氏體鋼側在0~20 mm內波動較大,軌頭出現了約15 mm寬度的軟化區,軟點硬度約為20HRC,軌頭母材平均硬度約為36HRC,根據標準軟點硬度應不小于母材硬度的80%,可知貝氏體鋼側軟點硬度偏低,這是由于高溫電加熱處理時加熱溫度低,使得焊接接頭奧氏體化未能充分進行,高溫電加熱處理后的貝氏體鋼熱影響區還存在寬化的貝氏體鐵素體板條,導致硬度偏低。通過對高溫電加熱處理前后接頭的硬度進行對比,發現經高溫電加熱處理后,U75V鋼側原軟化區硬度有所提高,而硬度偏高的熱影響區的過熱區硬度下降,并基本與母材硬度持平;貝氏體鋼側原軟化區消失,在接頭附近又出現新的軟化區且軟點硬度偏低。
3 結論
1)經高溫電加熱處理后的貝氏體鋼與U75V鋼閃光對焊接頭具有良好的靜彎性能,其靜彎載荷和擾度均遠高于標準規定。
2)貝氏體鋼與U75V鋼閃光對焊接頭的焊縫區組織為貝氏體+珠光體+鐵素體,貝氏體鋼側熱影響區為板條貝氏體和粒狀貝氏體的混合組織;U75V鋼側為珠光體和鐵素體的混合組織。接頭經高溫電加熱處理后焊縫和熱影響區晶粒細化,力學性能得到改善。
3)處理前接頭最高硬度出現在熱影響區,焊縫處硬度最低且存在軟化區,高溫電加熱處理能明顯改善接頭硬度分布。
4)經高溫電加熱處理后,焊接接頭的拉伸和沖擊性能均得到一定程度改善,滿足標準要求,特別是沖擊性能得到了顯著提高。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07