大批量蜂窩梁高效制作工藝及改進
2019-04-26 08:25:52劉力忠植達城
山西冶金 2019年1期
劉力忠, 植達城
(廣東韶鋼工程技術有限公司, 廣東 韶關 512123)
鋼結構蜂窩梁是由軋制H型鋼或焊接H型鋼沿一定的折線切割后,按結構要求重新組拼并焊接成形的蜂窩狀結構形式鋼梁。在現代工業廠房建設中,屋面檁條采用鋼結構蜂窩梁(以下簡稱“蜂窩梁”),這是因為蜂窩梁具有剛度好、質量輕、結構美觀、合理、力學性能好的特點,而且具有節約鋼材、縮減工程成本的優越性。現已經大量運用,尤其在大跨度工業廠房及公共設施中應用廣泛。
韶鋼高線工程屋面檁條就全部采用蜂窩梁結構,本工程主廠房共分三跨,其中最大跨度為33 m,其余跨度分別為24 m和18 m。整個主廠房屋面檁條共756條,其中蜂窩梁檁條共626條,長度有12 750 mm、12 000 mm和6 750 mm三種規格,截面尺寸為H450 mm×150 mm×6.5 mm×9 mm。蜂窩梁示意圖見圖1。
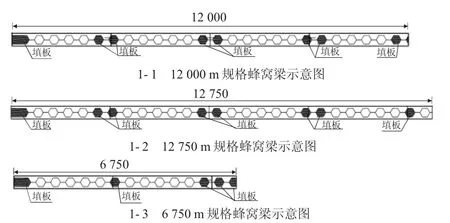
圖1 蜂窩梁的上料、切割
韶鋼高線工程蜂窩梁檁條由于數量巨大,工程建設具有工期緊、鋼結構制作任務重、質量要求高等特點,傳統制作工藝無法滿足工期要求,所以必須采用新的制作工藝和方法。根據蜂窩梁的結構特點,從蜂窩梁上料、切割、旁彎控制、組拼方法、焊接變形控制等方面,對傳統工藝進行了提高工效的改進。
1 蜂窩梁的上料、切割
1.1 H型鋼的上料
蜂窩梁制作的第一道工序是H型鋼的切割。由于需切割H型鋼多達600多條,且為了充分發揮改進后數控切割機多嘴頭同步切割技術優勢,提高工作效率,故H型鋼上料采用“多條并列擺放法”。
“多條并列擺放法”上料具體做法為:上料前,根據H型鋼長短,在切割臺平行和垂直主機架的方向上分別組對焊接好限位擋板及擋鐵;上料時,若干H型鋼以限位擋板及擋鐵為界,緊靠限位擋板及擋鐵,確保每條H型鋼與數控切割機主機架垂直,而且并列的H型鋼之間緊密靠攏,每條H型鋼均與數控切割機主機架垂直。同時標明切割起點及切割線,使切割時各個嘴頭均能沿每條H型鋼的確定折線切割,實現同步切割。數控切割臺示意圖見圖2。
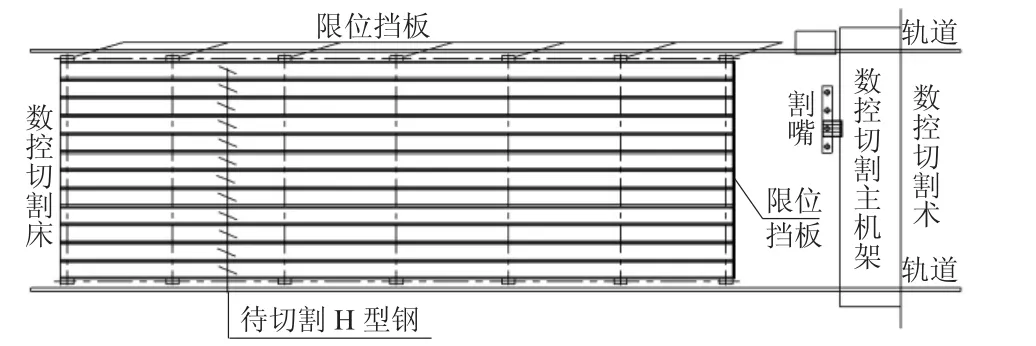
圖2 數控切割臺示意圖
1.2 H型鋼的切割
本工程選用改進后的數控/多條直頭切割機,采用“多個割嘴同步切割技術”,一次可同時切割四條以上,切割時根據需要隨意選擇預留切割點,大大提高了切割效率。
應用“多個割嘴同步切割技術”,其切割具體做法如下:
切割前,調整所有的切割嘴頭與主機架側面平行并與腹板平面垂直,且確保所有切割嘴頭在一個平面內;其次調整切割嘴頭與被切割H型鋼腹板的距離,標明切割起點;最后調出程序進行空行檢驗割嘴走位情況,并測量每個割嘴在H型鋼腹板上位置,誤差控制在1 mm內。
切割時,打開乙炔氣按鈕,點燃乙炔氣,然后打開預熱氧,最后打開切割氧進行切割,即可將H型鋼切割出完整的蜂窩形折線。切割時幾個切割嘴頭按照程序指令進行同步切割。切割情況見圖3。
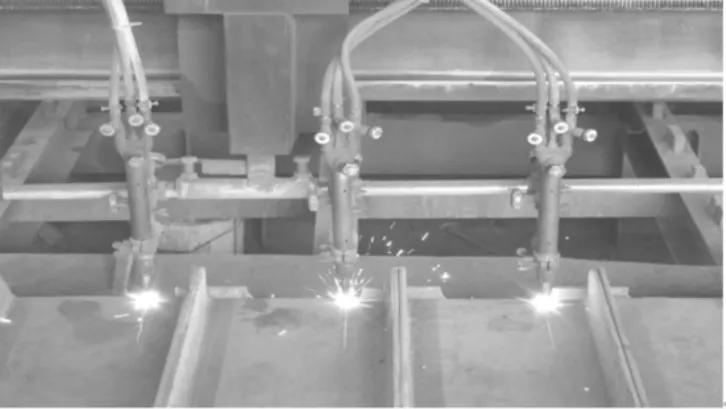
圖3 數控同步切割圖
切割程序以連續4條折線為1個周期程序,然后1個周期程序循環調用n次,即可完成切割程序,程序清單:
N0 G92 X0 Y0
N10 G91 G01 X150
N20 G01 X75 Y150
N30 G01 X200
N40 G01 X75 Y-150
N50 G25 N0.40n
N60 M30
1.3 切割旁彎控制
在蜂窩梁切割過程中,由于H型鋼截面局部受熱,如果不采取措施,極易形成大幅度旁彎,影響到蜂窩梁組拼。
根據變形原理及特點,采取具體措施:根據H型鋼的長度,選擇預留切割點和H型鋼固定點的個數。為了確保切割的精度和變形,一般情況下,H型鋼上料時,要保證H型鋼之間緊密靠攏,確保每條H型鋼均與數控切割機主機架垂直,同時H型鋼固定點要對稱,且固定點的個數要盡可能的多;H型鋼切割時,除兩端頭預留點外,H型鋼中間段通常選用1.5 m左右一個預留點,預留點的位置選擇在H型鋼兩個固定點之間,等整組切割完后,再切割下一組,直至整批切割完畢。
2 蜂窩梁組拼
2.1 常用規格蜂窩梁的組拼
常用規格的蜂窩梁通常采用的掉頭組拼或平移錯位組拼兩種方法,這兩種組拼方法都有自己的不足。掉頭組拼法,容易使H型鋼沿X軸線切割誤差變為原來的2倍以上,造成蜂窩結構填板時誤差太大,處理難,影響蜂窩結構的制作美觀;平移錯位組拼法,由于沿X軸線平移量較少,因此誤差量相對減少,但是要將錯位多余部分切除,浪費鋼材,增加工程成本。
根據上述兩種組拼方法存在的問題,在進行組拼時采用“兩條相對組拼法”,組拼時采用兩條相應切割部分按照切割順序相對拼接成型,即每條H型鋼的第一部分相互組拼,第二部分再相對組拼,詳見圖4。
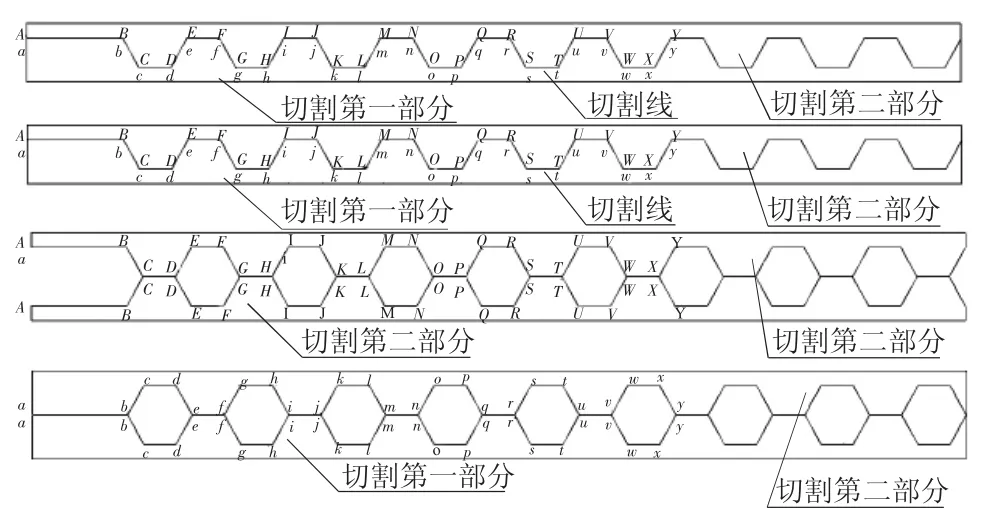
圖4 H型鋼組對工藝示意圖
這種組拼方法的優點是:組拼誤差減少到最小,組拼質量大幅提高,另外避免了材料浪費,降低了工程成本。
2.2 特殊規格蜂窩梁組拼
常見特殊長度規格的蜂窩梁,多是長度大于6 m或大于12 m的,由于通常市場上供貨的H型鋼長度為12 m一條,對于這種長度不是6 m的或12 m的蜂窩梁,在制作時,除保證成型的蜂窩梁力學性能外,還要盡量避免在支撐點處設置焊縫。
經研究及試驗表明,可采用“錯位補料成型法”來制作特殊長度的蜂窩梁。具體做法是:先按照常用規格12 m組拼,再根據特殊長度規格蜂窩梁的具體長度,來確定切割分離的具體位置,確保分離點遠離支撐點,等切割分離完成后,最后填補分離后各自所缺少部分。
現以6 750 mm長度蜂窩梁為例,具體介紹這種長度蜂窩梁的組拼工藝,參見下頁圖5。
這種組拼方法的優點:不僅組拼誤差最小、組拼質量高,而且成型后的蜂窩梁結構力學性能好。完全符合6 m柱距山墻處蜂窩梁檁條的結構要求。
3 蜂窩梁的焊接
3.1 焊接變形分析
H型鋼制作的蜂窩梁,由于其腹板相對較薄,焊接時易產生局部應力過大,造成截面變形,降低蜂窩梁的剛度,容易導致失穩。加之蜂窩梁長度相對較長,雖然其腹板均布六邊形孔消除部分應力,但其焊接時蜂窩梁處于自由狀態,如果存在組裝質量不好、組裝胎具不合理、焊接順序不正確、焊接參數變化較大等問題,則焊后易產生截面變形和扭曲變形,給矯正帶來很大難度。
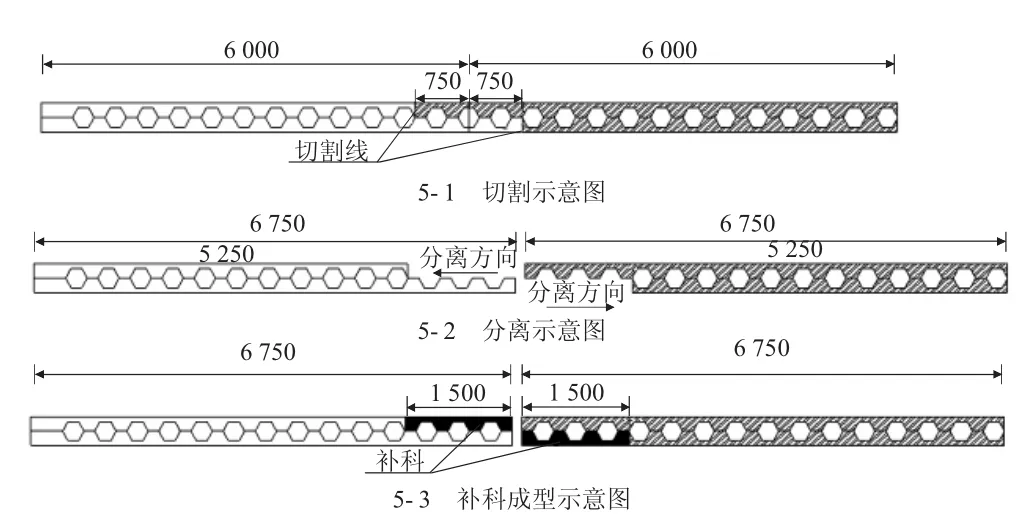
圖5 蜂窩梁優化組裝示意圖(mm)
3.2 焊接變形控制
蜂窩梁焊接成型過程中,對于存在截面變形和扭曲變形的情況,焊接前,組裝好所有的筋板、端頭封板等,減小和消除焊接后出現的截面變形。同時要求在焊接胎具上直接焊接,確保焊接后截面尺寸。做胎具時,利用臨時擋鐵、楔鐵及卡具等來固定組對成形的蜂窩梁,固定點數量要盡可能的多,分布均勻。確保蜂窩梁截面變形在允許的范圍內。施焊時,嚴格按照均勻對程焊法,最大限度的消除應力,確保成品外觀質量。
4 結語
韶鋼高線工程蜂窩梁制作中,H型鋼的切割采用“多條并列上料方法”和“多嘴頭同步切割技術”,蜂窩梁填板的切割采用“多嘴頭同步切割技術”,使施工效率大大增加,相當于有4臺數控切割機同時工作,避免了重復投資。同時采用新的組拼和焊接工藝,大大提高蜂窩梁的組拼及焊接質量。采用上述工藝后,僅用42 d就完成了施工任務,比原計劃提前18 d,且質量驗收合格率為99.6%。
蜂窩梁制作工藝改進,解決了傳統蜂窩梁制作工藝存在的問題。實踐證明,采用該種蜂窩梁制作工藝,適宜大批量蜂窩梁制作,本次蜂窩梁工藝改進所采取的各項措施是切實可行的,積累的經驗可在今后同類型工程中借鑒使用。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
