不等厚板激光拼焊在線碾壓機構碾壓輪結構參數優化設計
2019-04-23 07:14:38高彥凱
中國機械工程 2019年7期
陳 東 許 敏 李 治 郭 松 高彥凱
1.遼寧科技大學機械工程與自動化學院,鞍山,114051 2.中國科學院沈陽自動化研究所,沈陽,1100163.凌源鋼鐵股份公司機動部,朝陽,122500
0 引言
激光拼焊是將幾塊不同厚度(或不同材質)的鋼板在沖壓成形前用激光對焊在一起的工藝方法[1]。不等厚板激光拼焊技術廣泛應用于白車身制造,通過合理分配鋼板厚度,在不降低強度和安全性的前提下實現了汽車的輕量化和節能減排[2-3]。
由于激光光斑直徑很小,焊接時能夠熔化的寬度有限,因此對焊前鋼板對接邊緣形成的間隙有嚴格限制[4]。過大的間隙將導致漏光及熔化的金屬不足,引發焊縫凹陷、咬邊等缺陷[5-7],因此間隙是激光拼焊中亟需解決的重要問題。碾壓技術是解決間隙問題的有效方法。
碾壓技術在瑞士Soudronic公司的生產線上有所應用,目前處于技術保密階段,國內在該領域的研究處于空白狀態。
碾壓過程中的金屬變形是一個復雜的非線性過程,碾壓效果受碾壓輪的結構參數、碾壓工藝參數、材料屬性、溫度條件、摩擦潤滑等諸多因素影響,碾壓輪結構參數的影響最為直接。由于生產線上的空間限制,碾壓輪必須設計成很薄的盤形,但碾壓工藝對其強度和剛度要求又很高,因此碾壓輪結構設計的優劣直接影響碾壓質量,對碾壓輪結構參數進行優化具有重要意義。
1 碾壓輪結構參數優化設計
碾壓機構在生產線上位于焊接單元前方(圖1),主要由碾壓輪、壓緊輪和支撐輪組成。工作時,碾壓輪對厚板邊緣進行碾壓,料片局部變形后,產生向焊縫間隙方向的寬展(圖2),塑性流動的金屬可以將間隙填補或減小。

圖1 碾壓機構工作原理Fig.1 Working principle of rolling mechanism
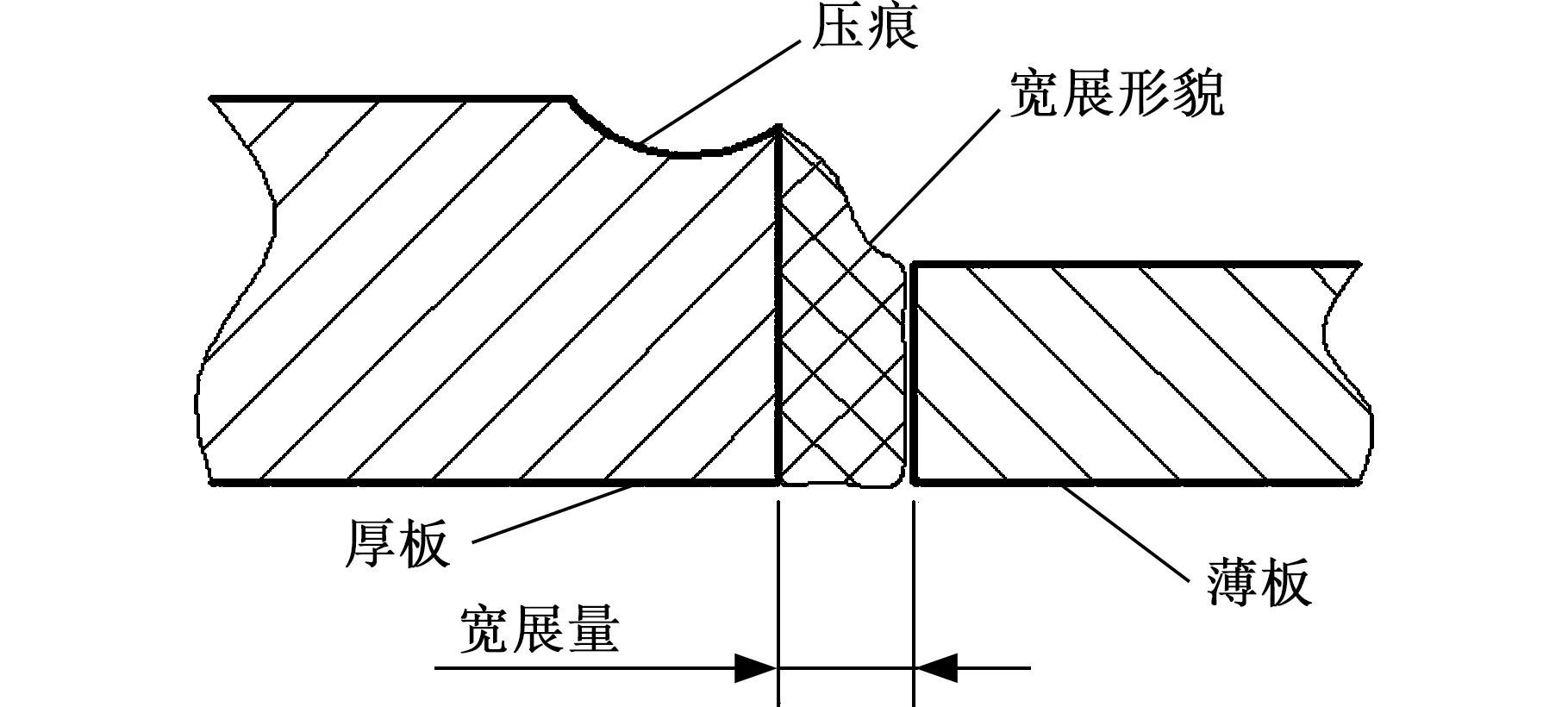
圖2 理想的寬展量與寬展形貌Fig.2 Ideal width and shape of spread
碾壓輪的主要結構參數包括直徑、厚度、輪緣形貌等,它們對碾壓力和寬展有較大影響。通過仿真試驗來獲得數據,每次試驗需要幾十個小時,且只能獲得一組數據,而參數優化需要大量樣本數據,完全通過仿真試驗來獲得則時間成本巨大。本文在仿真試驗獲得的有限數據基礎上,利用神經網絡建立碾壓輪結構參數與碾壓力、寬展之間關系的徑向基函數(radial basis function,RBF)神經網絡預測模型,通過預測模型得到大量的試驗數據,然后在海量數據的基礎上再進行碾壓輪結構參數的優化,具體過程如圖3所示。
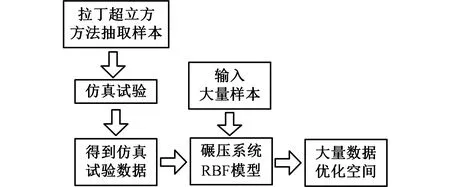
圖3 碾壓輪結構參數優化過程Fig.3 Optimization process of roller structure parameters
1.1 拉丁超立方抽取樣本
寬展是碾壓追求的主要目標,碾壓力和軸向力是結構設計的重要參數。為簡化問題,鑒于軸向力與碾壓力相比要小得多,確定寬展和碾壓力為優化指標,影響優化指標的最主要因素有兩個:碾壓輪直徑和碾壓輪厚度。依據碾壓輪的剛度要求以及其在拼焊板上形成壓痕寬度的限制,確定碾壓輪厚度的取值范圍為2~5 mm,考慮到碾壓輪的結構以及工作空間要求,確定碾壓輪直徑的取值范圍為50~300 mm。
為實現用有限的采樣數據反映隨機變量的整體分布,采用拉丁超立方(Latin hypercube sampling,LHS)方法來抽取樣本[8]。為保證試驗的代表性,對每個因素(碾壓輪直徑和厚度)抽取了20個水平,然后進行仿真試驗。
1.2 碾壓輪結構參數仿真分析
碾壓輪主要結構參數為碾壓輪直徑和碾壓輪厚度。碾壓的目標是以較小的碾壓力獲得合適的寬展量與寬展形貌。
1.2.1碾壓過程仿真
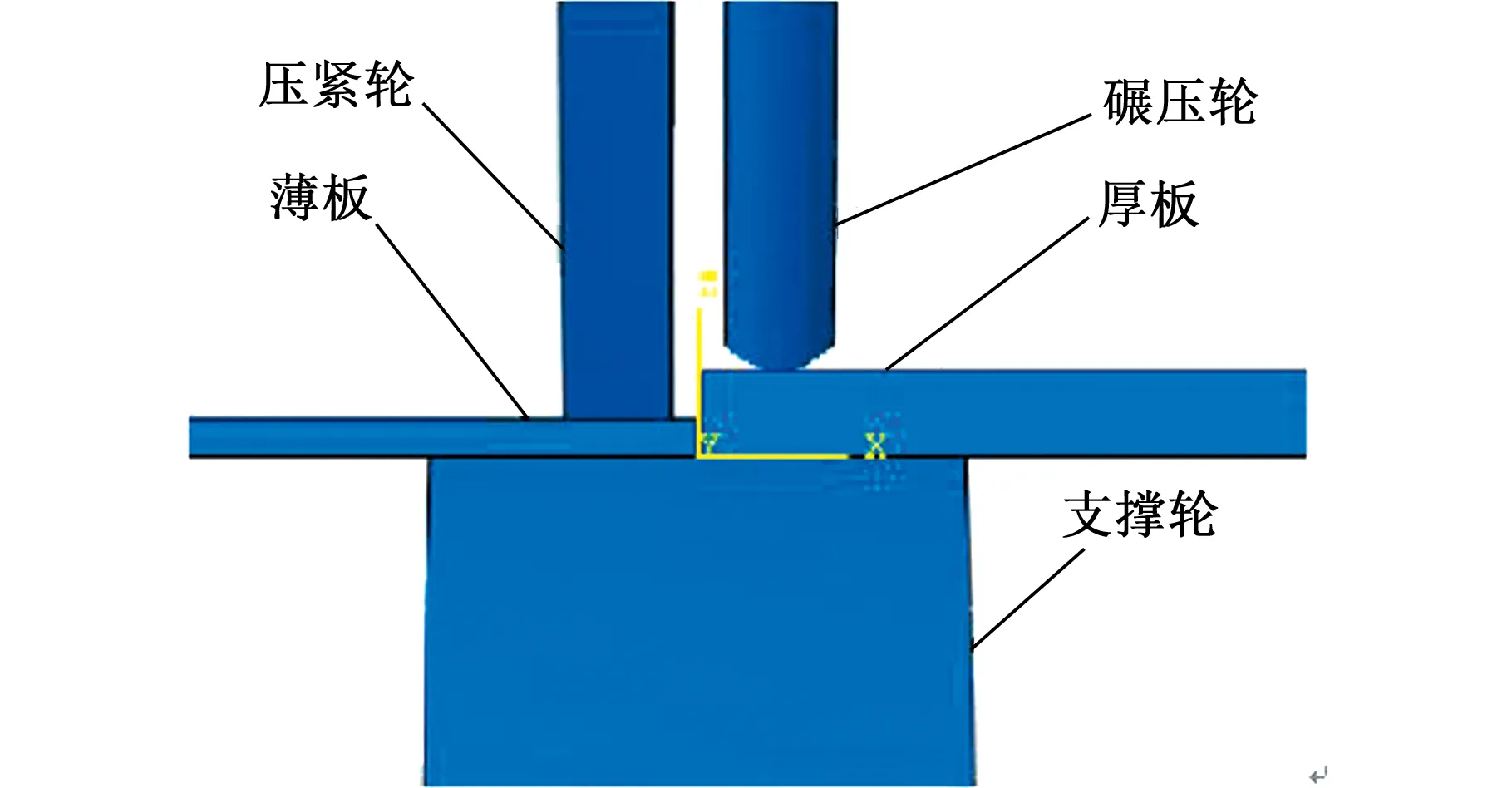
圖4 碾壓仿真模型Fig.4 The simulation model of rolling
(1)建立仿真模型。基于碾壓機構的實際結構建立的仿真模型見圖4,鋼板采用彈塑性體材料模型,依據模擬計算的精度要求,對模型進行網格劃分,采用三維八節點六面體縮減積分單元C3D8R,各輪體選擇解析型剛體,對產生接觸的物體滿足無穿透條件,考慮摩擦關系和其他一些接觸屬性。在板材上施加速度約束,碾壓輪可做上下、左右位置的調整并轉動,壓緊輪和支撐輪只有轉動自由度。
(2)仿真基本參數。表1所示為碾壓機構主要構件的基本幾何尺寸,表2所示為其材料性能參數。仿真中采用的主要工藝參數如下:碾壓速度v=6 m/min,碾壓深度Δh=0.28 mm,碾壓位置l=0.7 mm。
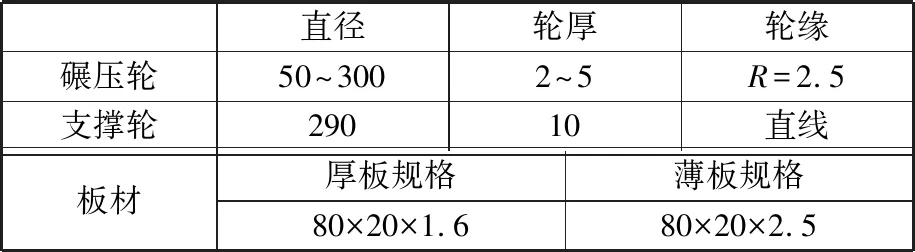
表1 碾壓輪與板材的幾何參數

表2 碾壓輪與板材性能參數
1.2.2碾壓輪直徑對寬展和碾壓力的影響
碾壓輪直徑與寬展的關系如圖5所示。從圖5中可以看出,隨著碾壓輪直徑的增大,寬展逐漸增大,在150~200 mm區間增幅較大,而在50~100 mm區間和200~250 mm區間增幅平緩。
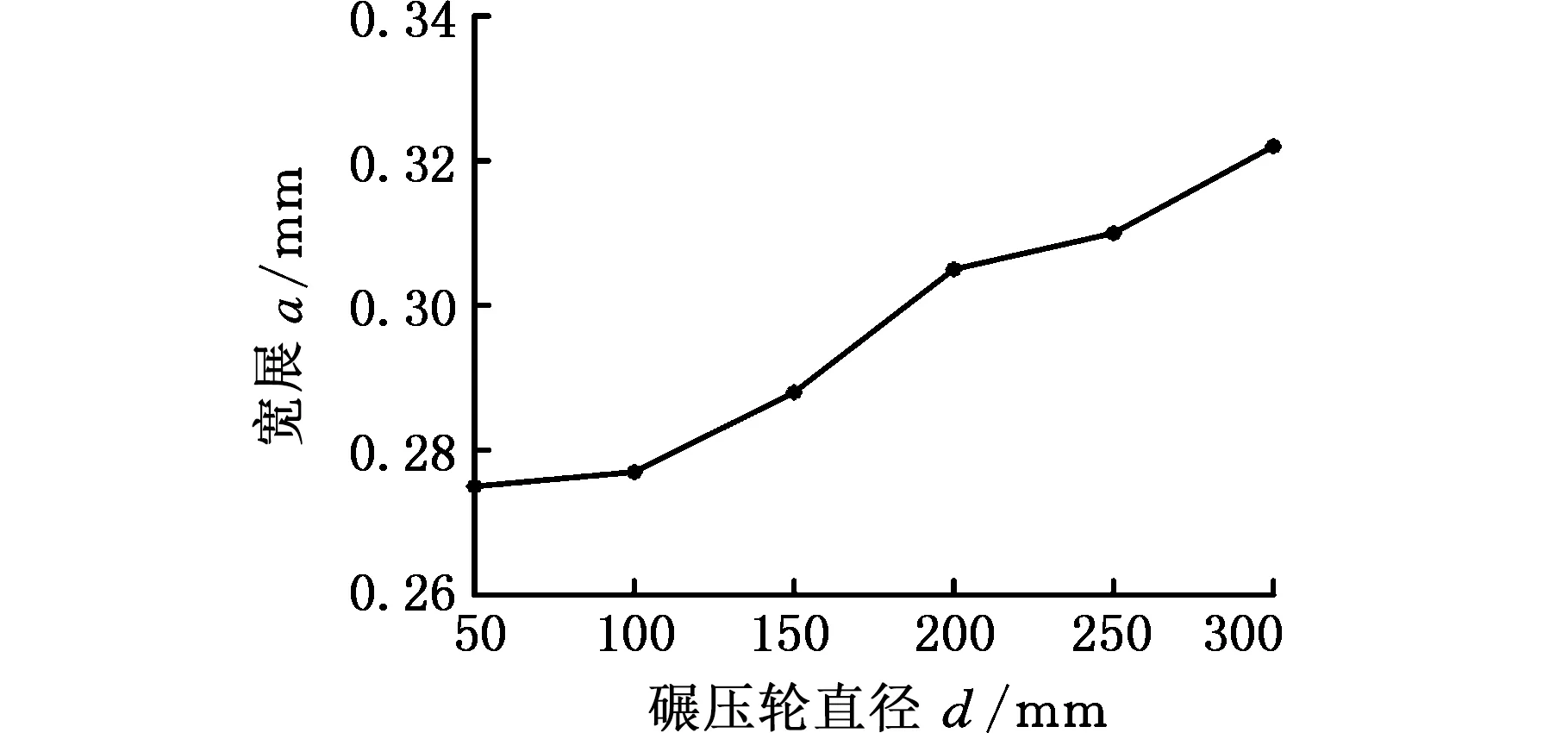
圖5 碾壓輪直徑與寬展的關系Fig.5 Relationship between roller diameters and spread
碾壓輪直徑與碾壓力、軸向力的關系如圖6所示,隨著碾壓輪直徑的增大,碾壓力和軸向力都在增大,其中碾壓力的增幅度更為明顯。
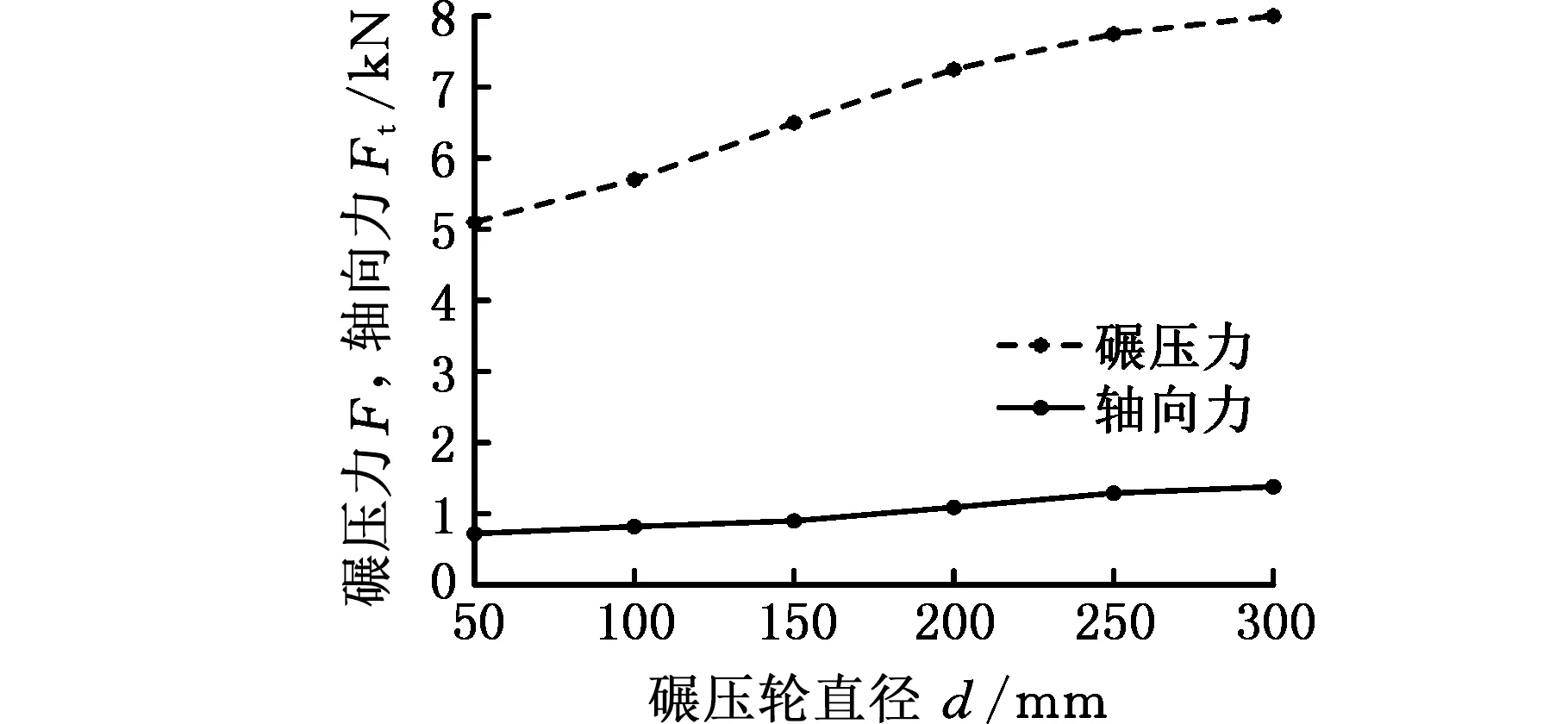
圖6 碾壓輪直徑與碾壓力、軸向力的關系Fig.6 Relationship of roller diameters with rolling force and axial force
從結果可以看出,直徑增大會導致寬展和力同時增大,從寬展的角度來看,直徑越大越好,但過大的碾壓力與軸向力卻增加了機構設計的難度,同時考慮經濟性,碾壓輪直徑也不能過大,因此需要對碾壓輪直徑進行優化。
1.2.3碾壓輪厚度對寬展和碾壓力的影響
碾壓輪厚度與寬展及碾壓力、軸向力的關系如圖7和圖8所示。從圖7中可以看出,寬展與碾壓輪厚度近似成正比關系。從圖8中可以看出,隨著碾壓輪厚度的增大,輪體與板材的接觸面積增大,碾壓力大幅增大,軸向力小幅增大。
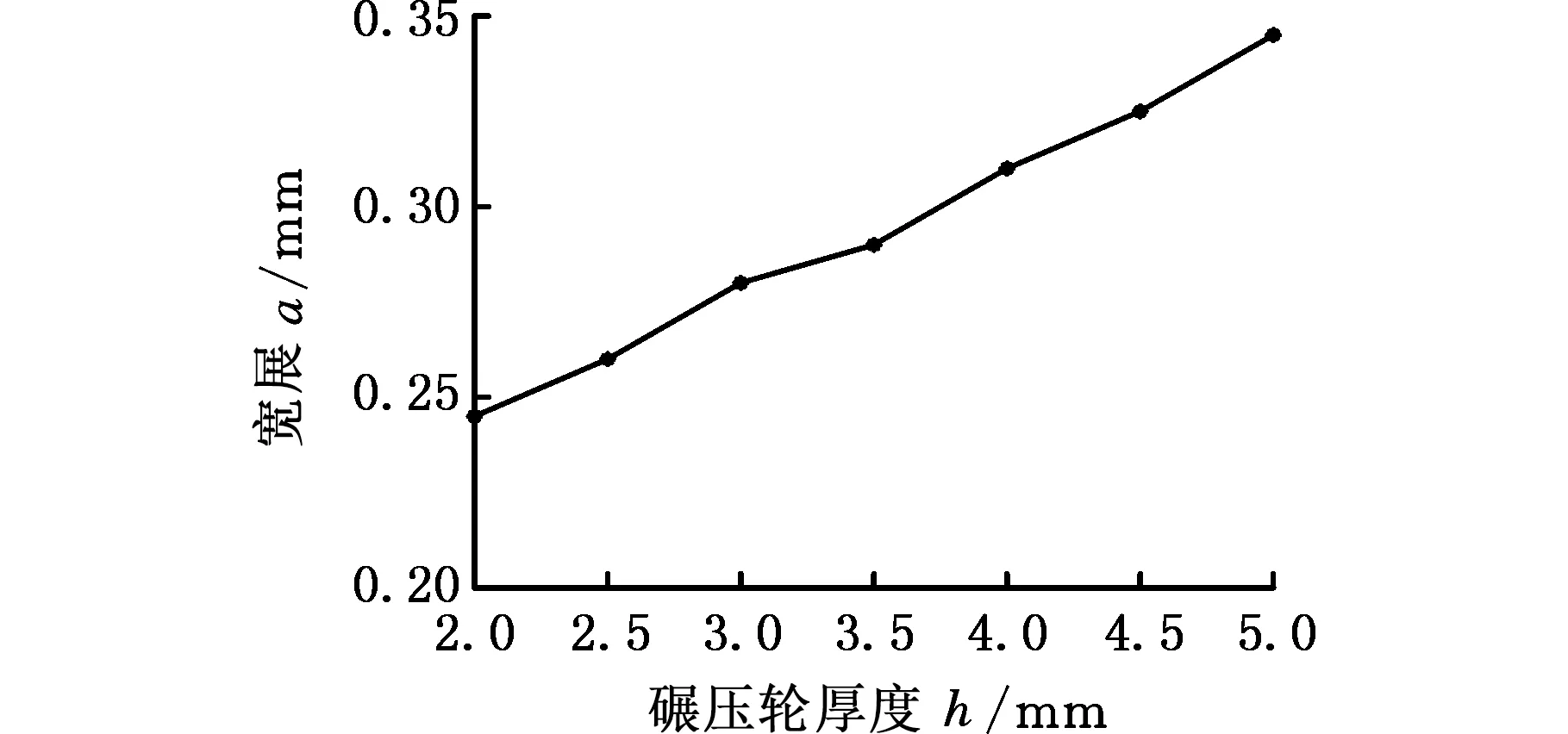
圖7 碾壓輪厚度與寬展的關系Fig.7 Relationship between roller thicknesses and spread
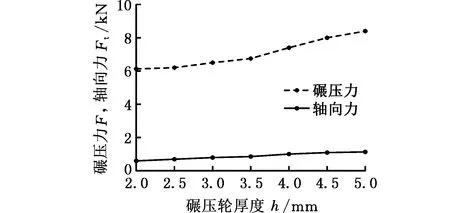
圖8 碾壓輪厚度與碾壓力軸向力的關系Fig.8 Relationship of roller thicknesses with rolling force and axial force
碾壓輪厚度有兩方面的影響,一方面厚度增大導致輪體剛度和寬展增大,另一方面會導致碾壓力和軸向力增大,因此需要綜合考慮來確定碾壓輪厚度的優化值。
1.3 RBF預測模型的建立
神經網絡是一種黑箱建模工具,可以在對現實系統一無所知的情況下,僅借助于輸入和輸出數據,透過數學技巧來決定系統的模式。本文采用RBF[9]神經網絡對碾壓輪結構參數與碾壓力和寬展間的關系進行模擬與預測。將前述仿真試驗中獲得的數據作為輸入樣本和目標輸出矢量,設定均方誤差、徑向基函數的分布等基本參數后,進行RBF神經網絡的訓練和學習,然后建立碾壓機構的預測模型。
1.4 結構參數的優化
碾壓的目的在于用較小的碾壓力獲得足夠的寬展,也就是說寬展并非越大越好,它取決于間隙的大小、板厚以及工藝參數等,對于采用剪切下料方法(精度0.1 mm/1 000 mm),最大焊縫長度為2 300 mm的激光拼焊生產線,需補償的間隙范圍即需產生寬展的有效范圍約為0.34~0.46 mm。
確定目標函數為
(1)
式中,y1為寬展量;y2為碾壓力。
將碾壓輪半徑和厚度在其取值范圍內各自均勻地取100個數據,代入神經網絡模型,獲得10 000組樣本數據,根據目標函數,在樣本數據中尋找最優,得到結果為:碾壓輪半徑145.7 mm,碾壓輪厚4.12 mm。對優化結果進行圓整確定碾壓輪的結構參數為:碾壓輪半徑145 mm,碾壓輪厚4 mm。
2 碾壓焊接試驗
2.1 試驗設備與材料
依據優化結果設計了碾壓焊接試驗臺(圖9),試驗臺由定位壓緊單元、傳輸單元、碾壓單元、焊接單元和控制單元組成。試驗臺可完成料片的碾壓成形及焊接加工,最大成形焊縫長度為1 m。碾壓輪直徑為290 mm,厚度為4 mm,輪軸可提供19 kN支撐力,碾壓輪垂直方向的移動行程為5 mm。
圖9 長焊縫激光焊接試驗臺Fig.9 Long weld laser welding test-bed
試驗材料是普通冷軋鋼板(DC04),厚度分別為1.6 mm和2.5 mm,材料的化學成分見表3,機械性能見表4。

表3 材料的化學成分

表4 材料的機械性能
2.2 試驗方法
為研究寬展的變化,試驗采用規則間隙,試驗前精銑板材接邊以提高接邊質量。碾壓目標為:①間隙最大為0.3 mm的料片在碾后間隙小于0.05 mm;②碾壓后料片接觸良好,滿足激光焊接工藝要求;③壓痕的位置和寬度穩定,料片焊縫清晰。
2.3 試驗結果與分析
圖10所示為其中一個試樣的碾壓和焊接結果。
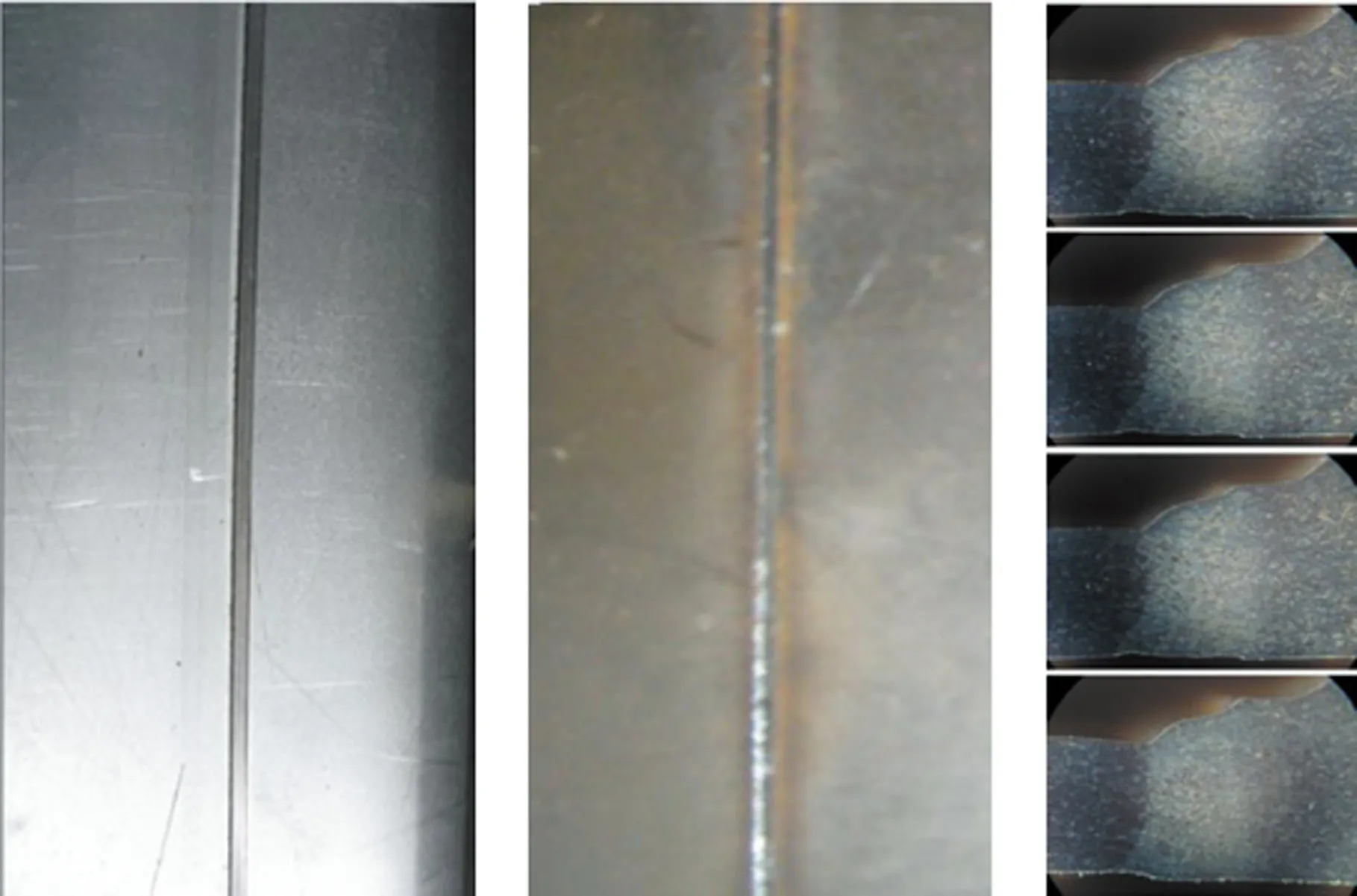
(a)碾壓效果 (b)焊接效果(c)截面形貌圖10 碾壓后焊接結果Fig.10 Results of tailored laser welding after rolling
2.3.1碾壓試驗結果
對1.6 mm和2.5 mm的鋼板在不同間隙下進行碾壓試驗,調整碾壓深度(碾壓力)。試驗結果表明:
(1)隨著碾壓深度的增大,碾壓后殘留間隙變小,證明寬展隨著碾壓深度的增大而增大,通過調整碾壓深度可以適應不同的間隙。試驗中,對0.3 mm以下的間隙通過調整碾壓深度獲得了滿足要求的焊前間隙。
(2)通過對比相同碾壓深度不同預留間隙條件下的碾壓力可以看出,隨著預留間隙的增大,碾壓力略有減小,證明變形阻力對碾壓力有一定的反饋作用。
2.3.2碾壓后的焊接試驗結果
圖10是對厚度分別為1.6 mm和2.5 mm的鋼板碾壓后的焊接結果,焊前間隙0.2 mm。焊接參數如下:激光功率3.5 kW,焊接速度3.5 m/min,離焦量-1 mm。從圖10中可以看出,碾壓壓痕均勻、位置穩定,焊后焊縫較為飽滿,各個截面形狀一致。
3 結論
對碾壓輪結構參數進行了優化,依據優化結果設計了碾壓機構的物理樣機,并進行了相關試驗。得到如下結論:碾壓輪結構參數的優化結果為碾壓輪半徑145 mm,碾壓輪寬度4 mm,試驗證明了該結果的正確性。在碾壓焊接試驗中,對于0.3 mm以下的間隙,均取得了理想的焊接結果,表明碾壓技術可以用于間隙補償,該技術提高了激光拼焊的適應性,且應采用力控制方法來控制碾壓深度。碾壓后的焊縫飽滿,且不同位置形狀一致,證明了碾壓技術可改善焊縫不均的問題。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
