開卷落料線規劃設計思路淺談
2019-04-22 07:29:34曾令超李建強周渝琨李峰華
裝備制造技術 2019年1期
曾令超,李建強,周渝琨,李峰華
(柳州五菱汽車工業有限公司,廣西 柳州545007)
0 引言
沖壓是傳統汽車制造四大工藝中的第一步,有60%~70%的零件由沖壓工藝生產實現。隨著汽車行業增速放緩、原材料價格上漲等因素競爭加劇,諸多汽車生產廠家和零部件配套廠家都不約而同的深挖沖壓降本潛力。在此背景下,開卷落料線的應用在成本和質量方面的優勢愈發明顯。
開卷落料線可實現落料件的一站式加工,將卷料直接加工成所需形狀的落料件,消除了中間過程的存儲和轉運環節。其主要由開卷機、清洗機(可選)、矯平機、送料裝置、壓力機、堆垛系統、控制系統及配套輔助設施等組成[1]。其大致工藝流程為:開卷→上料→清洗(可選)→矯平→送料→落料→堆垛。工藝流程如圖1所示。

圖1 工藝流程圖
下文根據公司開卷落料線的規劃設計和投產經歷,對開卷落料線的規劃設計思路進行簡單的闡述。
1 考察調研
雖然開卷落料線是比較成熟的汽車生產零件制造工藝裝備,但公司沒有開卷落料線的規劃設計經驗和應用經驗,因此對行業內一些典型的企業進行了考察調研。通過對多家原材料剪切配送廠家、汽車主機廠和先進的鈑金件配套廠家進行考察調研,以及與一些主流的開卷落料線設備供應廠家的技術交流,對開卷落料線的應用情況有了進一步的了解。如表1所示,鋼材剪配廠作為原材料的專業加工方,主要承接主機廠的外板件原材料來料加工業務,外觀質量和生產節拍要求高,產線功能較多且產線投資大;汽車主機廠主要為自身加工外板及部分內板板料,外觀質量要求較高,產線功能一般,產線投資中等(部分主機廠無開卷落料線);零部件配套廠主要為自身加工結構件板料,外觀質量要求相對而言較低,節拍要求較高,產線功能較簡單且投資較低。以上為考察調研的結論為大多數情況,不能一概而論。
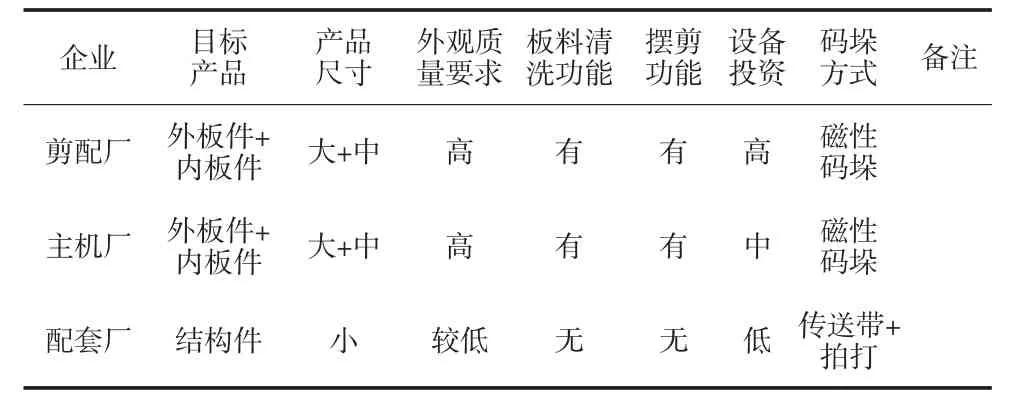
表1 不同類型企業開卷落料線功能對比
2 投資可行性分析
企業投資是為了獲得收益回報,存在一定的風險。要達到投資目的,投資前的分析論證非常關鍵,需綜合各方面的信息進行預測,為投資提供決策依據。
開卷落料線的投資可行性分析應包含提出背景、建設目標、目標產品、產能與需求預測、投資內容和方案、投資預算、經濟分析、投資風險、投資計劃、投資建議和結論等內容[2]。部分內容在工藝規劃設計中闡述。
3 工藝規劃設計
在通過了投資可行性分析后,就可以開著工藝規劃設計工作。結合投資可行性分析的內容,目標產品原材料主要為厚度為0.7~1.2 mm的冷軋板、厚度為1.2~1.8 mm的高強板和厚度為1.8~2.5 mm的酸洗板,不考慮鋁板。卷料內徑為φ508/610 mm,卷寬范圍為 300~1 800 mm,材料強度 σs≤ 440 MPa、σs≤ 630 MPa,預測年需求量為240萬件左右。項目目標為建設一條年產能300萬件的開卷落料線。
3.1 開卷上料部分
開卷上料部分的作用是將卷料逐步展開,以便送入引料機[3]。其主要由備料臺、上料小車、開卷機及機架組成。結合投資可行性分析中的生產節拍和壓機參數,只需要一個上料小車即可滿足要求。備料臺和上料小車上安裝有軟質材料防止材料磕碰、劃傷。備料臺和上料小車要求承重能力≥15T,上料小車行走速度≥10 m/min。開卷機可橫向移動,開卷時帶有反轉張力。
工作時用行車將卷料放在備料臺上,備料臺下的送料小車由液壓缸頂起V型升降器,托起卷料至開卷機卷筒軸線等高處,送料小車沿兩根鋼軌由電機驅動行走靠近開卷機將卷料穿套在開卷機的卷筒上,送料到位后送料小車升降器下降并開回到備料臺下,升起輔助支撐。同時開卷機卷筒漲緊卷料開始正向旋轉送料。
3.2 引料機部分
經開卷機送過來的料頭因未經矯平彎曲度較大,不能順利的送入矯平機。引料機的作用是夾緊料頭為初始送料提供動力,由一對輥輪(上輥和下輥)和托板組成。工作時升起進料托板托住由開卷機送過來的料頭,在料頭送進引料機后氣缸驅動引料機的上輥壓緊卷料料頭,將料頭送入矯平機。料頭送入矯平機后,上輥由液壓缸驅動升起,至此引料機進入非工作狀態。
3.3 清洗機和料頭剪
結合投資可行性分析,因目標產品多為非外板件的車身結構件,對外觀要求相對較低,且鋼廠卷料包裝已滿足清潔度要求,故該開卷落料線不考慮投入清洗機和料頭剪,亦不預留安裝位置。
3.4 矯平機
矯平機的作用是對卷料反復正反彎曲矯正,不斷改變卷料彎曲方向消除材料內應力,達到矯平卷料的目的[1]。結合投資可行性分析,矯平機采用六重19輥設計。矯平機主要由機架、橫梁、電機、矯平輥組成,其工作速度最大可達60 m/min。
工作時上排矯平輥連同活動橫梁一起,由電機驅動蝸桿機構升起,待料頭到達時再下降,矯平間隙由傳感器反饋調整,矯平間隙可在主控面板上調整。
3.5 活套
開卷落料線工作時,開卷機和矯平機是連續工作的,即一直保持連續送料運動,而落料壓力機工作時在模具沖裁的瞬間要求板料相對模具是完全靜止的。如此勢必會在矯平機和送料機之間產生材料的堆積,需在矯平機和送料機之間設置活套作為堆積材料的緩沖裝置。結合送料速度和生產節拍等因素,活套地坑長度5 m、深度4 m。活套由活套坑、擺橋、液壓缸及檢測裝置構成。
工作時升起擺橋,將矯平機送過來的料頭經擺橋(擺橋上設置有滾輪)送到送料機,送料機夾緊料頭后擺橋由液壓缸驅動下降。工作時堆積的板料在活套坑內緩沖,活套坑內設置有光電檢測裝置,通過活套坑內的檢測裝置自動調節開卷機和矯平機的送料速度。當尾料經過矯平機后擺橋升起,作為輸送平臺防止尾料掉入坑內。活套坑底部設置有料架,防止設備故障失去動力時板料掉入坑底污染板料。
3.6 導向裝置
為保證線體送料橫向尺寸精度和調整糾偏不同寬度的板料,在活套坑后送料機前設有導向裝置。導向裝置主要由托輥及其兩側的立導輥組成。立導輥設置數量為8組16個,每組立導輥固定在一個滑座上,各組分別有電機經減速機和螺紋副帶動滑座沿板寬方向移動,移動范圍滿足最大和最小板寬。
工作時立導輥由電機經減速機和螺紋副驅動張開到略大于板寬位置,在料頭經過導向裝置剛送到送料機時,再調整立導輥到接觸板料寬度方向邊緣。
3.7 送料機構
送料機的作用是精確夾送板料,滿足不同模具的送料步距,為尾料送料提供動力,并有防退裝置在產線故障時防止板料倒退。送料機構主要由送料輥、測量輥、伺服電機、防退料裝置、伸縮輥道、尾料夾送裝置等組成。送料機是生產線的關鍵部分,直接關系到生產質量,重復送料精度要求為±0.1 mm,送料速度最高可達140 m/min。為適應不同送料高度的模具,送料機構高度可在一定范圍內調整。
工作時伸縮輥道伸向壓機直至接近模具邊緣,送料機上輥由液壓缸驅動升起,待料頭到達時上輥壓住料頭,上輥送料夾持力可在主控面板上調整。壓住板料后測量輥根據設置的送料步距開始精確送料。伸縮棍道末端(靠近模具側)帶有尾料夾送裝置,當尾料經過送料輥后尾料夾送輥開始工作送料,以減少材料浪費。
3.8 壓力機
壓力機為單動四點式壓力機,考慮到碼垛方式為機器人取料結合線體節拍,采用中大行程以滿足機器人取料空間。結合投資可行性分析以及考慮取料機器人安裝空間,壓力機采用單工作臺即可滿足要求。壓機滑塊預留有上模夾緊器安裝位置。結合工藝要求,不考慮擺剪模。壓力機采用偏心曲柄結構,因機器人取料時滑塊需停在上死點,故采用濕式離合器。同時壓力機工作臺前后兩側設置有廢料滑槽,將沖裁廢料排到廢料輸送線。
工作時壓機安裝有模具,當板料送料到位后,檢測信號傳遞給壓機完成一個沖次。
3.9 碼垛系統
碼垛系統的作用是將裝在壓力機上的模具沖裁好的料片移動到碼垛工位,使料片整齊有序的堆堆垛。開卷落料線常見的碼垛方式主要有皮帶機下料、機器人下料、電磁皮帶碼垛下料三種方式[1]。不同的碼垛方式對開卷落料模的結構要求有所差異。
3.9.1 皮帶機/人工下料
工作方式:每個沖次后沖裁好的料片從模具滑出到皮帶機上,在皮帶機兩側由人工取料碼垛或在皮帶機末端設置料框,料片直接從皮帶機掉入料框內。由于料片是從模具中滑出,壓機可采用滑塊小行程、連續工作模式,模具設計時需充分考慮料片從模具中順利滑出。該種方式的特點為投資少,適用于中小件及對外觀要求低的零件。在考察調研中個別零部件配套廠采用該種方式碼垛最大節拍可達80SPM。
3.9.2 機器人下料
工作方式:每個沖次后沖裁好的料片靜止在模具上,安裝有端拾器的機器人伸入模腔內拾取板料,再移出模腔將板料放在堆垛臺上。因機器人需要在模腔內拾取板料,要求壓機滑塊有較大的行程保證取料空間,同時壓機采用單次工作模式。模具設計時要考慮料片在模具上的位置準確性。該種方式的特點為投資中等,技術成熟(與沖壓串聯自動線原理相同),適用于中大件,但換產時一般需要更換端拾器。機器人下料方式的實際應用節拍參考沖壓串聯自動線,即便采用七軸一般為10~12 SPM。
3.9.3 電磁皮帶碼垛下料
工作方式:料片在模具下料側的皮帶機上被切斷,被皮帶機傳送到線外。皮帶機上方設置有磁性皮帶,當料片被傳送到線外磁性皮帶機下方時吸附到磁性皮帶上,直至被磁性皮帶傳送到碼垛位置時,磁性皮帶機停止動作并同時失磁,料片落到碼垛位置。該種方式投資較多,效率較高、適應性好,適用于大尺寸的外板件料片。在考察調研中個別板料剪切配套廠的進口設備實際應用節拍可達40 SPM[1]。
三種常見的碼垛方式特點各異,投資差異較大,在可行性分析中是重點考慮的部分。綜合考慮產線節拍、目標產品、生產工藝和投資經濟分析,采用機器人下料的堆垛系統可極大地降低投資成本并兼顧生產效率。
堆垛系統由機器人、七軸、端拾器、碼垛臺車等組成。工作時,待壓機完成動作滑塊回到上死點前某一角度發出信號,機器人接收到信號后帶動七軸和端拾器伸入模腔拾取板料,將板料轉移到碼垛臺車上。每次抓取放料后碼垛臺車自動下降,直至下降500 mm裝滿料片后,碼垛臺車開出,另一個空載碼垛臺車開入繼續生產。
3.10 開卷落料模
開卷落料模直接決定了料片的質量和經濟效益。并不是所有的產品都適合開卷落料生產,在現有和即將開發的沖壓產品中,結合開卷落料線主要參數,從料片尺寸、生產效率、勞動強度、材料利用率、委外加工成本等幾個方面綜合考慮,識別出適合在開卷落料線生產的產品,形成目標產品清單。
開卷落料模一般也是需要工藝設計和結構設計。工藝設計中除了匹配碼垛方式外,首先考慮落料片的輪廓合理性,避免因料片輪廓不合理帶來的如模具(刀塊)結構強度問題等。其次要重點考慮料片的排樣合理性,提升材料利用率,采用無廢料或少廢料的方式[4]。同時要考慮鋼廠提供的鋼卷尺寸范圍,若排樣方式的寬度超過或小于鋼廠所提供材料尺寸范圍,則方案無法實現或將產生額外的加工成本。模具結構除按公司模具設計標準設計外,還要考慮與開卷落料線的匹配,如輔助托料架、導向裝置,以及在級進落料中關注導正銷的設計。因采用機器人下料的堆垛方式,工藝和模具結構設計中要考慮料片在模具上的穩定性。此外,盡可能采用一模兩(多)件的工藝提高生產效率。
3.11 控制系統
控制系統是生產線的大腦,負責生產線各模塊的邏輯運算、動作順序,將指令輸入轉化為動作輸出。PLC控制系統發展至今具有使用靈活、通用性強、抗干擾能力強、接口簡單、維護使用簡單等特點,可用于開關量控制、模擬量控制、數字量控制、數字采集、監控和聯網通訊等領域,是目前自動化生產線常用的控制方式。目前工業生產線主流控制系統有西門子控制系統、AB(羅克韋爾)控制系統、三菱控制系統等,本次規劃設計擬采用AB控制系統。
生產線從功能模塊上劃分為三個部分:開卷矯平、壓力機和碼垛[5]。開卷矯平部分由型號為1769-L33ERM的PLC控制,壓力機和碼垛系統由型號為1769-L33ERMS的PLC控制,采用工業以太網的通訊方式。
工作時開卷矯平部分將板料送入壓機完畢后發送送料完成信號給總控PLC,總控PLC經過一定的邏輯處理后再將信號發送給壓機。壓力機收到總控PLC的送料完成信號后,同時接收到碼垛機器人準備完成信號,壓力機滑塊開始動作完成一個沖次。滑塊完成動作后發送信號給碼垛機器人,碼垛機器人開始動作取料。取料完成后發送信號給開卷矯平部分,開卷矯平部分接收到信號后開始下一個送料動作。其中碼垛部分的PLC是作為三個部分通訊聯動的總控PLC。
綜上,完成工藝規劃設計后生產線主要工藝參數如表2所列。
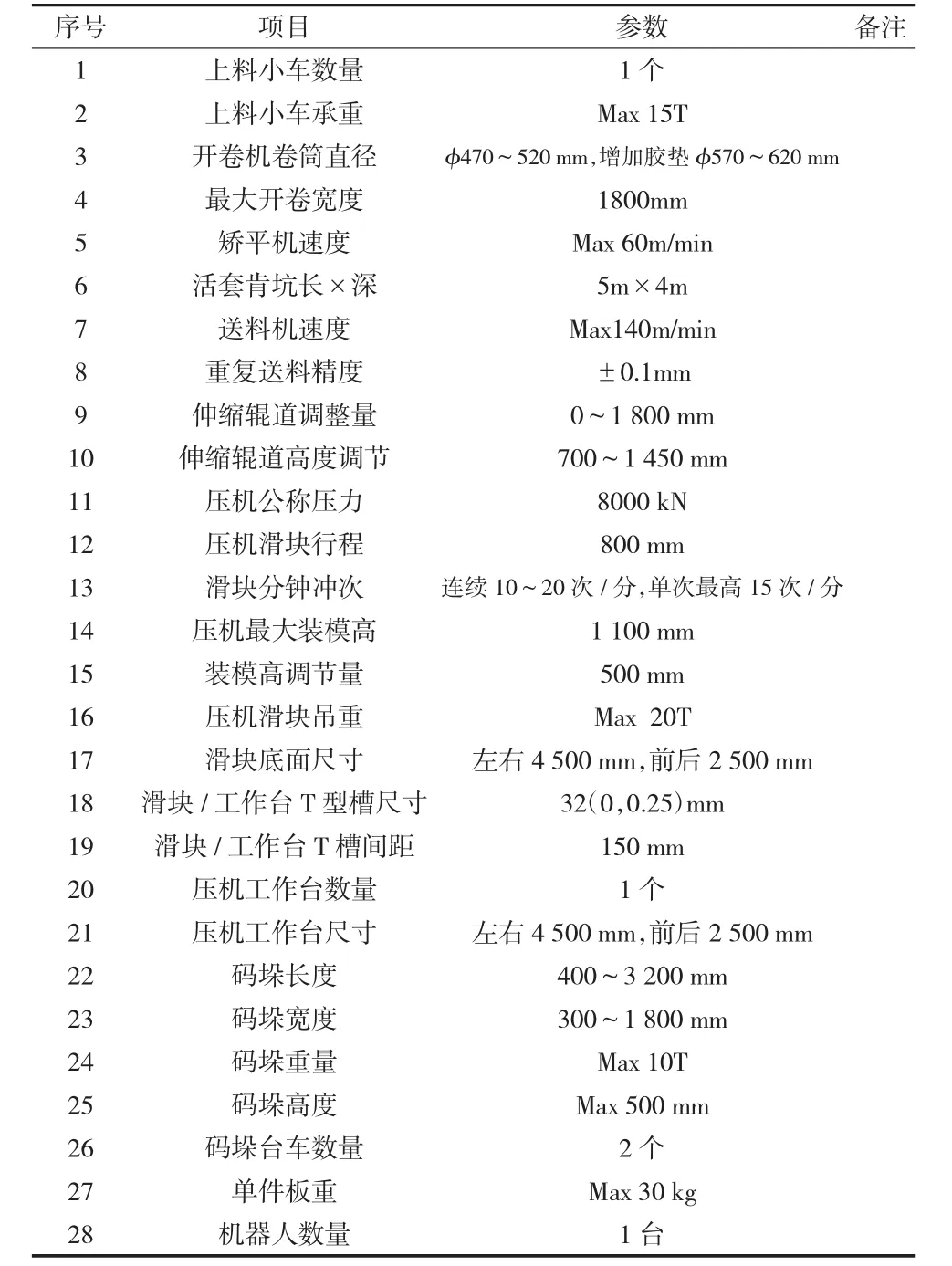
表2 開卷落料線主要技術參數
4 工藝布局及配套設計
在工藝規劃設計完成后,需考慮生產線次工藝布局規劃及其配套設施,輸出工藝布局圖。
4.1 廠房
生產線規劃位置為沖壓車間開料區域,廠房為標準沖壓廠房,地坪承重、廠房高度、廠房面積滿足產線要求;廠房內需進行動力改造已滿足產線用電要求。這里需要注意的是在規劃中不能只考慮廠房高度,同時要考慮行車軌道高度。
4.2 物流規劃
合理的物流規劃可以最大化的發揮產線優勢,保證生產運行的流暢程度,減少過度搬運的浪費。規劃中要考慮卷料存放區、成品存放區、板料翻轉區、托盤存放區、模具存放區、模具修理區等功能區。通過對產能等的測算,合理的規劃各功能區的面積。
4.3 配套設施
大多生產線都是一個系統工程,配套設施的有無及好壞對產線運行十分重要。
4.3.1 行車
產線運行中勢必存在大量的物流過程,行車是物流過程中的重要設備。該區域內原有兩架行車,均為16T/32T雙鉤行車,考慮到產線模具重量和卷料重量等參數,16T/32T行車滿足使用要求。前文提到規劃也要考慮行車高度,行車軌道高13.5 m,產線最高的設備為壓力機,頂高9 m,行車軌高滿足要求。
4.3.2 板料翻轉機
為節約模具成本,一般對稱件只開發一套模具,在生產其中一邊時需要翻轉板料[2]。翻板機的作用就是將包扎好的板料翻轉180°。翻板機主要由框架、電機、液壓缸等組成。規劃翻板機時需考慮翻板重量、翻板尺寸、翻板速度等,同時要考慮上料方式。
工作時將打包好的板料放入翻轉機,翻轉機壓緊固定板料,隨后進行0°到180°翻轉。翻轉完取出板料后可繼續下一次由180°到0°的翻轉,而無需由180°翻轉回 0°復位。
4.3.3 廢料線
廢料線的作用是將開卷落料模產生的廢料輸送到指定區域以便集中處理。廢料輸送線一般由電機、支架、輸送鏈(板)、擋板、廢料滑槽等組成。規劃時需根據產線生產能力計算出廢料排放量,規劃廢料線的輸送能力。
工作時提前啟動廢料線,壓力機的每個沖次后,廢料由模具廢料滑槽滑出到工作臺前后的廢料斗中,經過廢料斗排放到廢料線上,輸送到車間外。
5 項目實施計劃管理
開卷落料線項目投資額較大,建設周期長。為使產線盡快投產產生經濟效益,須進行科學合理的項目管理。
5.1 項目組織機構和主計劃
為使項目順利開展,立項后完善健全的組織機構和便于跟蹤的項目主計劃是首當其沖的。如圖2所示,項目組織機構明確工作職責,設項目經理、項目管理員以及按工作分工劃分的項目小組,如設備導入(包含配套設備)、土建公用、模具開發、現場調試等。
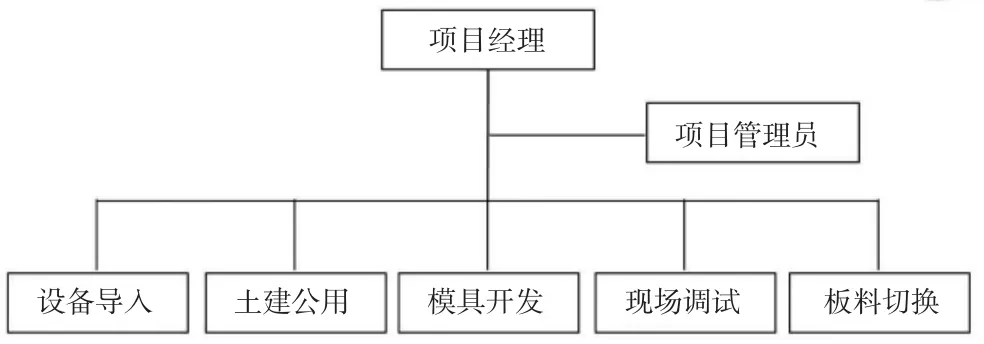
圖2 項目組織機構示意圖
項目主計劃由項目中各子項工作構成,由各工作小組擬定后由項目管理員統籌審核后報項目經理批準。制定項目主計劃時要注意各項工作的時間銜接,各項子工作要明確關鍵工作完成時間節點(里程碑),且各階段要有交付物便于項目工作狀態評估。主計劃采用甘特圖展示。
5.2 預算管理
為保證投資預算的受控和合理應用,要對預算進行管理。在立項時由各工作小組提交各子項工作預算,由項目管理員匯總后報項目經理審批。項目預算編制時除各子項預算外還需考慮差旅費用、輔料費用等。項目各個階段的預算使用需經過各子項工作小組負責人嚴格初審,報項目管理員審核后由項目經理審批,且項目預算使用情況需定期通報。
5.3 項目會議
項目會議(例會)是項目內工作溝通協調的有效載體,能夠保證項目順利開展。因項目投資周期長,項目采取月例會的形式。例會上展示溝通的主要內容有:項目主計劃各工作開展情況、項目總體進度評價、項目預算使用情況、完成工作及即將開展工作、需支持工作、項目風險識別、項目進展圖片展示等。項目各工作內容有白色(正常開展)、綠色(已完成)、黃色(延遲完成或滯后但有對策)和紅色(滯后無對策或風險項)四種狀態。另,項目中的技術資料、會議資料等文檔須妥善存檔管理。
6 項目總結
項目的成功固然重要,項目中可復制借鑒的經驗也同樣重要。從管理角度看,一個完整的項目不僅僅是項目交付,還應該包含對項目的總結。
項目總結主要包括項目目標達成情況與實際對比、項目計劃完成情況回顧、項目安全情況、項目交付質量、項目預算執行情況、項目開展運行中的經驗教訓、項目主要成果等。
生產線交付投產一年后,實際增加落料產能400萬件/年,遠超過項目預期目標。同時開卷落料線的應用帶來了可觀的經濟效益。
7 結束語
在原材料價格上漲的背景下,越來越多的汽車零部件制造企業開始考慮開卷落料線的投資。開卷落料線的規劃設計是一項系統工程,在考察調研開展投資可行性分析后進行合理的規劃設計,選擇最適合自身需求的方案避免過度投資,進行科學的項目管理和客觀的項目總結,在滿足項目目標的前提下可實現投資最小化,為行業提供了借鑒思路。