變速箱齒輪油槽鍛造成形工藝開發
2019-04-13 01:10:42余意李文新陜西法士特齒輪有限責任公司
鍛造與沖壓 2019年7期
文/余意,李文新·陜西法士特齒輪有限責任公司
此前,我公司齒輪產品上的油槽均為齒輪鍛造完成后機加工銑出油槽,這樣既增加了銑油槽成本,又影響交付進度。但鍛造油槽,油槽深度很難保證,且沖孔時容易導致油槽變形,本文針對鍛造油槽的重難點介紹了變速箱齒輪油槽的鍛造成形工藝,以及鍛造油槽中存在的問題和解決方法。
變速箱齒輪在高速運轉時,需要變速箱油進行潤滑和冷卻,尤其是齒輪和軸承的接觸面,當潤滑不足時,會造成軸承端面燒蝕而過早失效。為保證齒輪在工作時獲得足夠的潤滑,設計時,在齒輪端面上設計油槽,起到通油的作用。
齒輪油槽的結構
變速箱型號不同,擋位不同,對應的油槽結構也不同。根據油槽形狀的不同,變速箱上齒輪油槽結構可分為以下5種形式(圖1):⑴單槽油槽;⑵雙槽油槽;⑶螺旋油槽;⑷十字油槽;⑸交叉油槽。根據齒輪兩端面是否都有油槽,亦可分為兩種結構:單面油槽和雙面油槽。
成形方式
三種成形方式
齒輪上油槽的成形方式有如下三種:
⑴齒輪鍛造完成后冷壓或熱壓出油槽,此方式須配有獨立的油壓機或增加壓油槽工序,且需要專門的壓油槽模具;
⑵齒輪鍛造完成后機加工銑出油槽,此方式增加了機加工和運轉成本,影響交付進度;
⑶油槽鍛造成形,此方式直接利用齒輪鍛造模具,在完成齒輪坯鍛造成形的同時,一次性完成油槽鍛造。從成本和交付進度方面考慮,油槽直接鍛造成形更經濟。
油槽鍛造成形分析
油槽鍛造成形,存在如下問題:
⑴產品上的油槽深度大多只有1~2mm,且深度尺寸公差小,但鍛件厚度公差較大,可能導致機加工后無法滿足油槽深度尺寸要求。
⑵若油槽在下模,在沖孔工序,因沖孔擠壓,會將料擠壓到油槽處,油槽靠近內孔處會凸起,導致油槽變形嚴重。
下面,將針對單面油槽、雙面油槽分別就上述兩個問題的解決方法進行闡述。

圖1 齒輪油槽的結構
單面油槽的成形及控制
只有齒輪的一個端面上有油槽,此類產品的油槽鍛造相對比較簡單。
針對由于鍛件厚度公差大導致油槽深度尺寸無法保證的問題,可根據油槽所在的端面,確定機加工定位面,這樣,就可使帶油槽的端面的機加工去除量保持一致,從而保證油槽深度。
針對油槽變形問題,由于變形多因沖孔導致,且多在下模,因此對于單面油槽,在沖孔工序,可將帶有油槽的那一面朝上,從而防止油槽變形。
雙面油槽的成形及控制
齒輪兩端面都有油槽,上述問題就會表現得尤為突出,目前常見的解決辦法為只鍛出其中一面油槽,另一面采用機加工銑油槽。這樣,控制起來相對簡單,但依然需要增加銑油槽工序,增加機加工成本,而且還會增加流轉時間,因此該方法不是最經濟的。
雙面油槽深度的控制
直接鍛出雙面油槽,若鍛件厚度公差控制不合理,如鍛件厚度尺寸偏上差,后加工的那一面的機加工去除量就大于設計值,從而導致油槽深度尺寸偏小,嚴重的可能會將油槽面車平,因此控制鍛件厚度公差尤為重要,從以下幾個方面入手:
⑴合理控制下料重量。目前,齒輪類鍛件多為閉式鍛造,即整個鍛造成形過程中,金屬是在一個封閉的模具型腔內流動成形的,根據體積不變原理,下料重量的偏差將直接體現到鍛件厚度上,從而導致鍛件厚度偏差不可控。以圖2所示的某客車變速器上二軸齒輪為例,若下料重量偏上差30g,鍛件厚度就會偏上差1mm。我公司采用日本萬陽的高精密剪床下料,下料重量偏差可控制在±10g以內。
⑵合理設計模具上油槽的深度。由于鍛壓機上生產的鍛件,厚度多會超上差,且批量生產時模具上的油槽結構容易磨損,因此,在模具設計時,須在原有油槽深度的基礎上適當加深,規定如下:對于機加工定位的那一面,可在油槽深度上加深0.3~0.5mm,非機加工定位的那一面,可加深0.7~1mm。
雙面油槽沖孔變形的控制
⑴如果沖孔時油槽與內孔有一定距離(單邊≥3mm),可在沖孔凹模刃口處做出凸起,將油槽保護在變形區外(圖3)。這樣,即使沖孔變形,也不會影響油槽的尺寸、形狀。
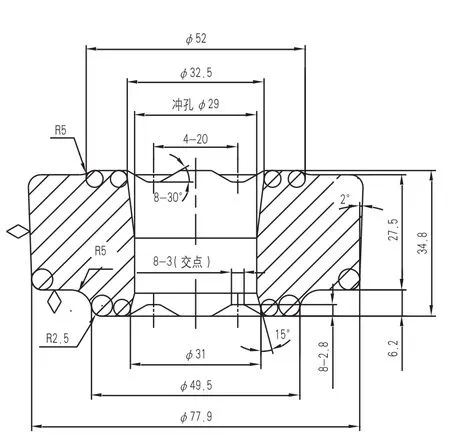
圖2 某客車變速器上二軸齒輪
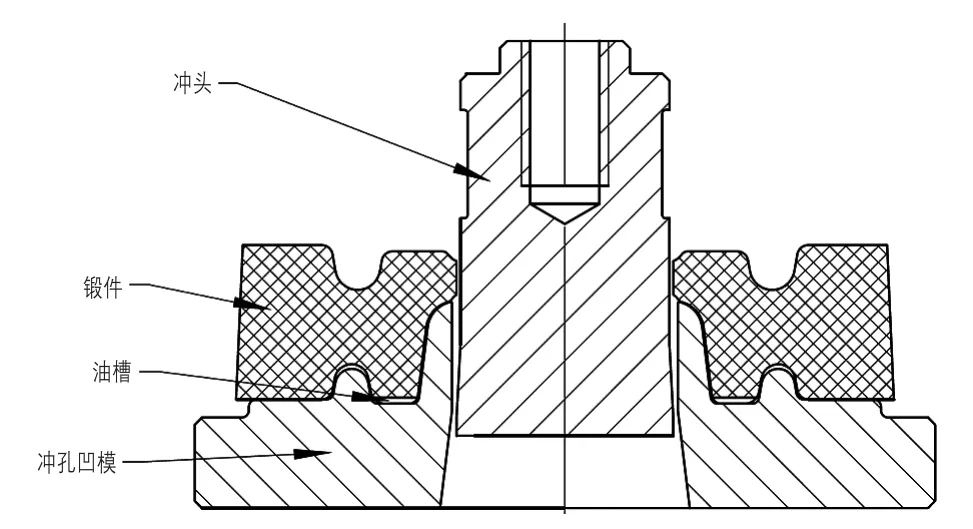
圖3 沖孔凹模刃口做凸起
⑵如果油槽直接與內孔相通,無法在沖孔凹模刃口處做凸起,將油槽保護在變形區外,可從兩個方面入手解決沖孔時油槽變形的問題:
1)沖完孔后壓油槽:利用沖孔切邊順序模的結構,沖完孔后在切邊工序壓出油槽(圖4)。這種方法的優點:沖完孔后壓油槽,油槽不會變形,尺寸穩定。但缺點是增加一個工步,當采用手工操作時,操作不太方便,且生產效率低。
2)設計新的彈性沖孔模結構(圖5),使鍛件在沖孔過程中始終處在被壓緊狀態,可有效預防沖孔變形,壓緊裝置應同時具有浮動及壓緊兩種功能,以提供足夠的退件力,保證沖孔后順利退件。
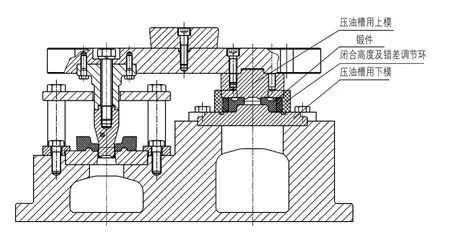
圖4 沖完孔后壓油槽
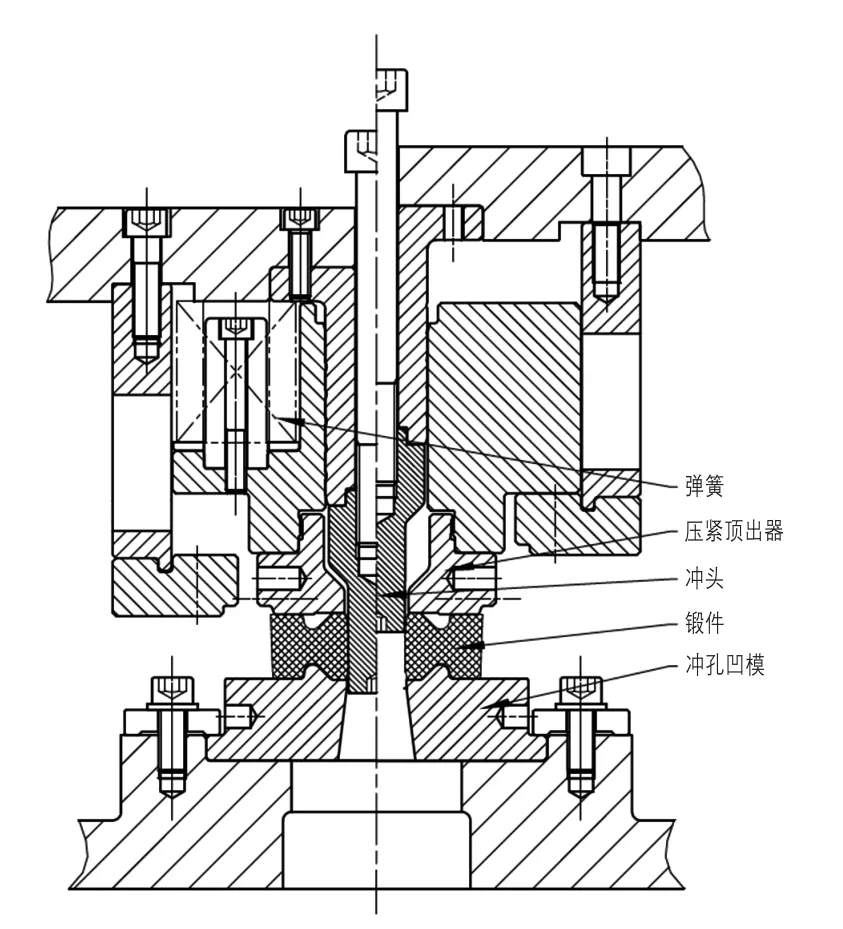
圖5 彈性沖孔模
結論
⑴單面油槽可利用合理確定加工面的方法保證油槽深度,利用將沖孔時油槽面朝上的方法防止油槽變形。
⑵雙面油槽的油槽深度控制:1)合理控制下料重量;2)合理設計模具上油槽的深度。
⑶雙面油槽沖孔變形控制:1)在沖孔凹模刃口處做出凸起保護油槽;2)利用沖孔切邊順序模的結構,沖完孔后熱壓油槽;3)設計新的彈性沖孔模結構,壓緊狀態下沖孔。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中華詩詞(2020年1期)2020-09-21 09:24:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36