外筒鍛件低倍粗晶成因分析及解決
2019-04-13 01:10:30江斌謝帥楊宏偉航空工業(yè)江西景航航空鍛鑄有限公司
鍛造與沖壓 2019年7期
文/江斌,謝帥,楊宏偉·航空工業(yè)江西景航航空鍛鑄有限公司
粗晶缺陷是鋁合金模鍛件常見缺陷之一,它降低鍛件的強(qiáng)度。在鍛件的粗晶組織以及由粗晶組織向細(xì)晶組織急劇變化的過渡區(qū),鍛件的疲勞強(qiáng)度降低。我公司生產(chǎn)的鋁合金模鍛件外筒(圖1),下料規(guī)格為φ200mm×500mm,材料為LD10,已經(jīng)連續(xù)兩批出現(xiàn)低倍粗晶問題,嚴(yán)重影響交期,引起客戶的抱怨。本文主要討論在鋁合金模鍛件生產(chǎn)過程中避免或減少粗晶缺陷的措施。

圖1 鍛件實物
問題描述
該鍛件產(chǎn)品連續(xù)兩批終檢理化檢測時發(fā)現(xiàn)低倍粗晶,低倍照片如圖2所示。不能滿足技術(shù)協(xié)議要求(低倍粗晶應(yīng)不大于GB/T 3246.2-2000中圖6中4級要求,允許少量粗晶達(dá)到圖7中5級要求),整批報廢。
原因分析
⑴原材料粗晶環(huán)的影響。
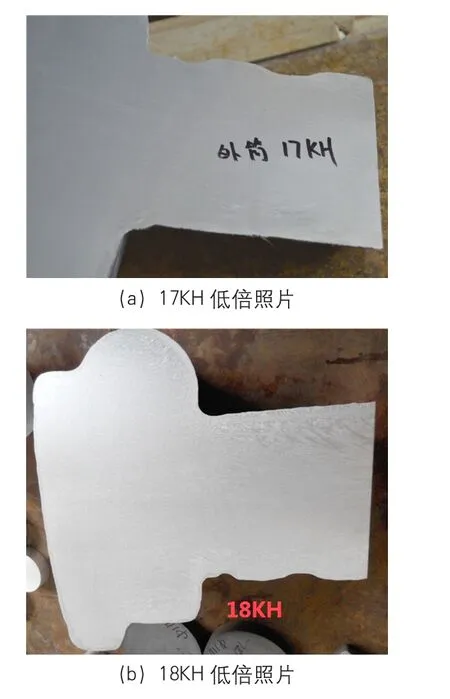
圖2 17KH、18KH批低倍粗晶照片
粗晶環(huán)在變形時不易充分破碎導(dǎo)致回復(fù)與再結(jié)晶時呈弓形向金屬內(nèi)部長大,最終導(dǎo)致鍛件粗晶。
⑵化學(xué)成分的影響。
當(dāng)合金中含有Fe、Mn、Cr、Zr等元素時能生成FeAl3、MnAl6、CrAl3等彌散相,可阻礙再結(jié)晶晶粒均勻長大,但加熱至高溫時少數(shù)晶粒晶界上的彌散相因溶解而首先消失,這些晶粒就會率先急劇長大,形成少數(shù)極大的晶粒。LD10牌號合金屬Cu-Al基合金,其所含的Fe、Mn元素是少量的,且不含Cr、Zr元素,無法形成較多的彌散相。這就為該鋁合金在熱加工時產(chǎn)生粗晶埋下了隱患。
⑶變形量及變形程度的影響。
當(dāng)變形劇烈且變形量落入臨界變形區(qū)仍繼續(xù)鍛造易產(chǎn)生粗晶。
⑷終鍛溫度的影響。
當(dāng)終鍛溫度低于380℃仍繼續(xù)鍛造,特別是溫度低于350℃時該合金極易產(chǎn)生粗晶。
基于以上四點(diǎn)分析,結(jié)合鍛件生產(chǎn)工藝流程:原材料復(fù)驗→下料→電爐加熱(溫度470℃,裝爐量≤6件,保溫300~660min)→3t自制坯→酸洗→打磨→電爐加熱(溫度460℃,裝爐量≤6件,保溫230~580min)→10t模鍛一火(欠壓9~10mm)→割邊→酸洗→打磨→電爐加熱(溫度460℃,裝爐量≤6件,保溫230~580min)→10t模鍛二火(欠壓6~7mm)→800t切邊→酸洗→打磨→熱處理→終檢→合格入庫。通過比較,該批投入生產(chǎn)原材料無粗晶環(huán),滿足要求。自由鍛制坯變形量在45%~60%,模鍛每火次變形量在30%左右,沒有落入臨界變形區(qū),也符合要求。自由鍛制坯階段一件原材料從出爐到制坯結(jié)束,需要9~10min,模鍛生產(chǎn)一件鍛件需要5~6min,根據(jù)經(jīng)驗,鋁合金溫降速率約1℃/3s,自由鍛與模鍛生產(chǎn)結(jié)束時,終鍛溫度均低于350℃,是引起最終鍛件粗晶的主要原因。
為了驗證我們的分析:終鍛溫度過低是導(dǎo)致鍛件粗晶的主要原因,我們做了工藝試驗,試驗方案為:按工藝要求投產(chǎn)1件加長鍛件,自由鍛制坯結(jié)束后,分別鋸下大端、小端進(jìn)行低倍檢測(圖3),剩余毛坯按工藝?yán)^續(xù)生產(chǎn),最終解剖鍛件低倍檢測。對鍛件粗晶的產(chǎn)生進(jìn)行再現(xiàn)。
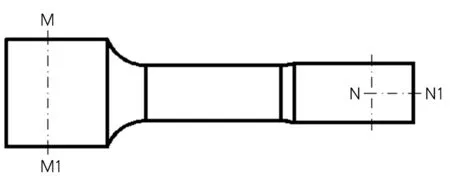
圖3 工藝試驗低倍取樣圖
制坯后分別沿M-M1,N-N1切取低倍試樣,經(jīng)固溶后,低倍檢測,結(jié)果如圖4所示。
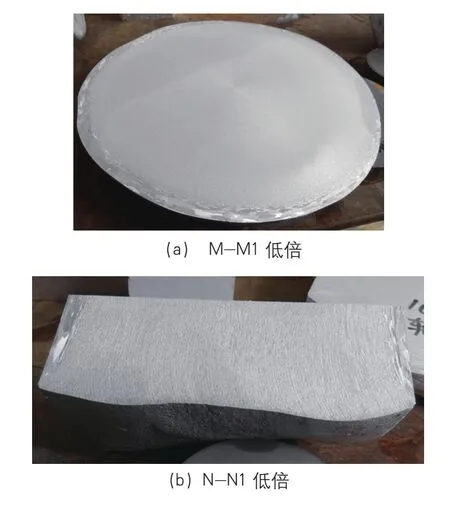
圖4 低倍試樣取樣實物
模鍛結(jié)束后,鍛件低倍結(jié)果如圖5所示。
從圖4、圖5中我們可以很清楚的看到,自由鍛制坯存在鍛件表面粗晶,模鍛后,表面粗晶向鍛件內(nèi)部擴(kuò)展。鍛件低倍粗晶確因終鍛溫度過低導(dǎo)致。
⑸鍛模預(yù)熱溫度。
模具溫度過低會加速型腔內(nèi)金屬冷卻,從而使金屬的變形溫度過低,令金屬難以充滿型腔且可能在鍛件表面形成粗晶。模具的預(yù)熱溫度與鍛件的形狀與合金牌號有關(guān),根據(jù)LD10的材料特性,模具預(yù)熱溫度定為350℃,保溫時間>4h。

圖5 鍛件低倍結(jié)果
圖6 毛坯低倍組織

圖7 19KH低倍組織
解決措施
優(yōu)化、細(xì)化工藝流程,完善工藝參數(shù)設(shè)置。改進(jìn)后的工藝流程:原材料復(fù)驗→下料→電爐加熱(溫度460℃,裝爐量≤7件,保溫280~420min)→3t自制坯(分兩火次進(jìn)行,一火鍛造時間控制在4.5min內(nèi),二火鍛造時間控制在3.5min內(nèi))→酸洗→打磨→電爐加熱(溫度460℃,裝爐量≤12件,保溫210~400min)→10t模鍛一火(欠壓12~15mm)→割邊→酸洗→打磨→電爐加熱(溫度460℃,裝爐量≤12件,保溫180~300min)→10t模鍛二火(欠壓≤3mm)→800t冷切邊→酸洗→打磨→熱處理→終檢→合格入庫。
工藝優(yōu)化后,根據(jù)需要,進(jìn)行了小批試制驗證。19KH批次從下料到交付的所有環(huán)節(jié)均符合新版工藝的要求,且工藝、技術(shù)、質(zhì)量相關(guān)人員全程跟產(chǎn)。最終產(chǎn)品全部合格交付用戶。19KH批次投產(chǎn)時多投一件進(jìn)行工藝試驗,其制坯階段的整體低倍如圖6所示。
工藝細(xì)化后,制坯階段采用兩火次成形,可以有效防止終鍛溫度低于350℃鍛造產(chǎn)生粗晶。事實驗證,工藝調(diào)整后,毛坯低倍組織,晶粒細(xì)而均勻,無粗晶。終檢試驗件經(jīng)解剖低倍檢測合格,如圖7所示。從圖中可以看出,最終鍛件低倍組織均勻合理分布,滿足客戶要求。
結(jié)論
⑴原材料若有粗晶環(huán),必須通過機(jī)加排除干凈;
⑵保溫時間嚴(yán)格按工藝要求執(zhí)行,達(dá)到最小保溫時間必須出爐鍛造;
⑶自由鍛制坯階段分兩個火次完成,一火生產(chǎn)時間控制在4.5min以內(nèi),二火生產(chǎn)時間控制在4min以內(nèi);
⑷明確模鍛火次為兩火,不允許隨便增減火次,一火后保留欠壓15mm,二火欠壓≤3mm。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03