定長切絲技術在細支卷煙生產中的應用
2019-04-09 01:30:16朱成文郝喜良沈曉晨徐如彥劉曙光芮金生王仰勛李建英
煙草科技 2019年3期
關鍵詞:煙氣
朱成文,郝喜良,沈曉晨,徐如彥,劉曙光,芮金生,王仰勛,李建英,成 濤,吳 佳
江蘇中煙工業有限責任公司,南京市建鄴區夢都路30 號 210019
近年來,細支卷煙在國內市場上快速發展,獲得了消費者的認可,已成為國內卷煙發展的一個重要增長點。相較于常規卷煙,細支卷煙因其圓周的下降,煙絲結構中長絲率過高所帶來的負面影響愈顯突出,因此為提高細支卷煙質量的穩定性,卷接所需的煙絲結構需要優化。
近年來,行業對細支卷煙質量指標、定長切絲模式開展了一些研究,廖曉祥等[1]研究了梗絲形態對細支卷煙品質穩定性的影響,發現微波膨脹梗絲摻配的細支卷煙的品質穩定性更優。章平泉等[2]對細支卷煙樣品的物理特性進行測試、統計分析并利用因子分析法進行綜合評價,結果表明單支質量與吸阻、濾嘴通風、總通風,圓周與長度之間均達到顯著性正相關。韓慧杰等[3]研究了常規切絲和30、40 mm 定長切絲模式對煙絲結構和物理指標的影響,發現采用40 mm 定長切絲模式,卷煙物理指標的穩定性最好。李瓊等[4]研究發現采用定長切絲模式進行切絲,卷煙長絲率降低,中絲率提高,煙絲長度的均勻性得到了改善,葉絲造碎增加。朱文魁等[5]研究發現定長切絲改善了煙絲結構中長絲與中短絲的均勻性,顯著提升了卷煙物理質量穩定性,并可降低單箱耗絲量。定長切絲技術是目前行業中公認的可以降低煙絲長度、優化煙絲結構的有效手段之一,但關于40 mm定長切絲應用于細支卷煙的相關研究鮮有報道。因此研究40 mm 定長切絲模式對細支卷煙質量穩定性的影響,旨在為細支卷煙質量控制技術提供一種新的思路,也為完善細支卷煙加工工藝提供參考。
1 材料與方法
1.1 材料、設備和儀器
制絲在江蘇中煙工業有限責任公司南京卷煙廠8 000 kg/h 生產線上進行,使用“南京”品牌某規格片煙。片煙經儲葉柜輸出后,分別采用常規模式和40 mm定長模式進行切絲,切絲寬度為0.9 mm。常規切絲模式采用平板式刀片;40 mm 定長切絲模式采用鋸齒式刀片,齒間距為40 mm。
異丙醇(AR,上海國藥集團化學試劑有限公司);乙醇(色譜純,天津科密歐化學試劑有限公司);正十七碳烷[色譜純,梯希愛(上海)化成工業發展有限公司]。
MW2230 型微波水分密度儀(德國圖拉楊科技有限公司);HP7890 氣相色譜儀(配置FID 和TCD檢測器,美國Agilent 公司);RM20H 轉盤式吸煙機(德國Borgwaldt KC 公司);Milli-Q Integral 10 型超純水系統(美國Millipore 公司);Retsch AS400篩分儀(德國Retsch 公司,篩網孔徑為: 8.00、6.70、5.60、4.75、4.00、3.35、2.80、2.00、1.40、0.71 mm);AL204 電子天平(感量0.000 1 g,瑞士Mettler Toledo 公司);HY-5A 回旋振蕩器(江蘇省金壇市訊生儀器廠);TPI300 型煙草數字投影儀(合肥眾沃儀器技術有限公司);E300 恒溫恒濕箱(澳大利亞Steridium 公司)。
1.2 方法
1.2.1 煙絲寬度的測定方法
參照參考文獻[6]中的方法測定煙絲寬度。
1.2.2 煙絲結構的測定方法
每批煙絲樣品在儲絲柜出口人工取樣3 組,每組1 000 g,參照參考文獻[7-8]中的方法測定煙絲結構,檢測項目包括各尺寸范圍的煙絲量、填充值,檢測結果取平均值。
1.2.3 煙絲特征尺寸的測定方法
取少量煙絲與已知尺寸的標準模塊均勻平鋪于同一白紙上,無重疊,完整采集煙絲和標準模塊于一張圖像內,利用matlabR2011a 進行分析,獲得所有煙絲不同尺寸范圍內煙絲的累積分布比例等數據。
1.2.4 煙支內密度分布的測定方法
不同切絲模式細支卷煙樣品隨機取10 包,每包中取單支質量在0.52~0.54 g 范圍內的煙支2支,共20 支,作為煙支內軸向密度分布檢測的煙支樣品,在微波水分密度儀上進行密度檢測。每支卷煙的數據從距點燃端1 mm 處開始、59 mm 處結束,每個檢測點間隔1 mm。
1.2.5 卷煙物理指標、主流煙氣常規化學成分的檢測及感官評吸方法
參照參考文獻[9]中的方法測定細支卷煙的單支質量、開放吸阻以及硬度。
參照參考文獻[10]中的方法調整檢查吸煙機參數,參照參考文獻[11]測定主流煙氣中焦油釋放量,參照參考文獻[12]中的方法測定主流煙氣中CO 釋放量。
參照參考文獻[13]中的方法,邀請13 位具有煙草行業感官評吸資格的評吸員對卷煙樣品進行評吸。
2 結果與討論
2.1 不同切絲模式對葉絲寬度的影響
對40 mm 定長與常規切絲后葉絲寬度進行檢測,結果如表1 所示。由表1 可以看出,40 mm 定長切絲模式未對切后葉絲的寬度產生明顯影響,切后葉絲寬度均值和標準偏差與常規切絲模式結果相近。

表1 不同切絲模式對葉絲寬度的影響Tab.1 Effects of cutting modes on cut tobacco width
2.2 不同切絲模式對制絲過程投入產出的影響
定長切絲模式對葉絲的二次切斷必然會引起造碎的增加,考慮到試驗的可操作性和方便性,以出絲率表征不同切絲模式對制絲過程造碎的影響,并按投入產出法進行測試,結果見表2。從表2 可以看出,40 mm 定長切絲和常規切絲模式相比,制絲過程出絲率僅降低了0.18 百分點,說明40 mm 定長切絲相較于常規切絲模式對制絲過程投入產出的影響不大,在可接受范圍內。
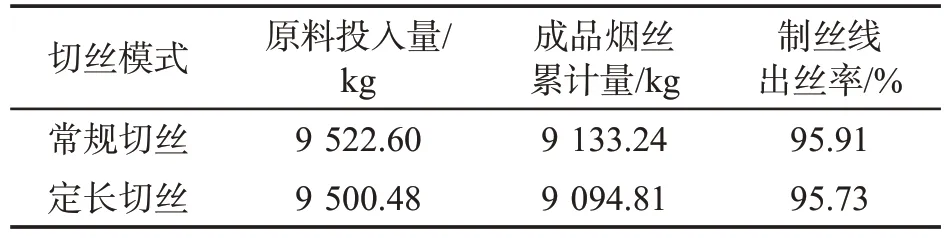
表2 不同切絲模式對投入產出的影響①Tab.2 Effects of cutting modes on yield of cut tobacco after cutting
2.3 不同切絲模式對煙絲結構的影響
共檢測了15 批次煙絲常規切絲和40 mm 定長切絲模式后煙絲結構的變化情況,結果見表3。從表3 中可以看出,定長切絲明顯提高了煙絲的中絲率和短絲率,碎絲率的比例雖然提高了約0.3 百分點,但仍在可接受范圍內;填充值則變化不大。
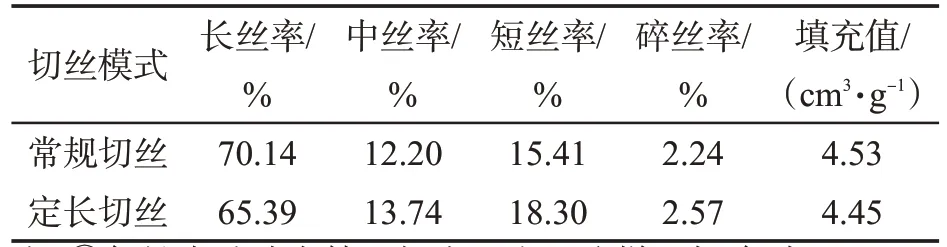
表3 不同切絲模式對煙絲結構的影響①Tab.3 Effects of cutting modes on cut tobacco structure
進一步分析切絲模式對煙絲特征尺寸和均勻性的影響,分別稱取不同切絲模式煙絲各4 組,每組約0.5 g,將4 組相同切絲模式的煙絲進行3 次混勻后,取其中約四分之一進行圖像分析,計算各面積范圍內的累積比例,累積分布概率見圖1 和圖2,以煙絲寬度為0.9 mm 進行換算后,煙絲尺寸分布統計結果對比見表4。

圖1 常規切絲下煙絲面積分布累積概率Fig.1 Cumulative probability of cut tobacco area distribution under ordinary cutting mode
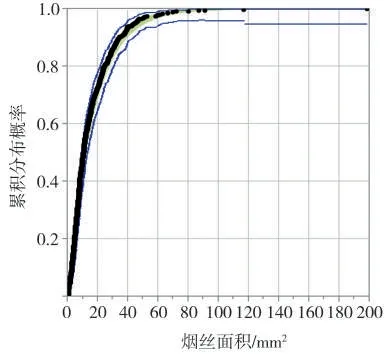
圖2 40 mm 定長切絲模式下煙絲面積分布累積概率Fig.2 Cumulative probability of cut tobacco area distribution under 40 mm strand length cutting mode

表4 不同切絲模式下煙絲尺寸分布統計結果Tab.4 Statistical results of strand size distribution under different cutting modes
從圖1、圖2 和表4 中均可以看出40 mm 定長切絲模式下,煙絲結構各統計位置(如中位數、均值等)的數值均小于常規切絲。以中位數作為煙絲的特征尺寸,與常規切絲模式相比,采用40 mm定長切絲模式制得的煙絲的特征尺寸降低了41.45%。根據表4 中的煙絲尺寸均值和標準偏差可知,采用40 mm 定長切絲模式制得的煙絲均勻性更好。
2.4 不同切絲模式對煙支內密度分布的影響
對不同切絲模式下煙支內密度分布檢測結果繪制曲線圖,見圖3。從圖3 可以看出,在點燃端和接嘴端,兩種切絲模式卷煙樣品的密度比較接近;但在煙支中部,40 mm 定長切絲樣品密度分布曲線平緩,而常規切絲的密度分布曲線波動較大,說明在煙支中部,40 mm 定長切絲樣品的煙支內密度分布均勻性優于常規切絲樣品。
為對比煙支中部密度分布的差異,計算兩個壓實點之間(圖3 中點15 到點55)密度數值的標準偏差,常規切絲與40 mm 定長切絲煙支密度標準偏差分別為4.78、3.12 mg/cm3,采用40 mm 定長切絲后煙支壓實點之間煙支密度數值的標準偏差降低了34.73%,說明煙支的均勻性明顯提高。
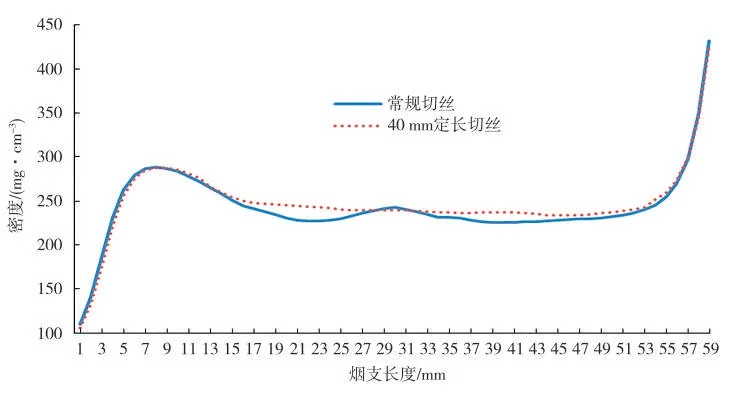
圖3 不同切絲模式下煙支內煙絲密度分布圖Fig.3 Cut tobacco density distribution in cigarettes under different cutting modes
2.5 不同切絲模式對卷接機臺生產效率的影響
采用定長切絲后,煙絲結構發生了顯著變化,特別是中絲率和短絲率明顯增加,煙絲的填充均勻性也得到了改善,直接影響了卷接機臺的工作效率。針對試驗煙絲,分析2 組高速卷接機臺的剔除情況,記錄每個班次卷接機臺的生產量和剔除量,分別統計常規切絲模式和40 mm 定長切絲模式運行3 個月的機臺數據,結果見表5。
從表5 可以看出,與常規切絲模式相比,40 mm定長切絲模式下卷煙機臺產量明顯提高,煙支總剔除率明顯下降,空頭率也明顯下降,卷接機生產更為順暢,其中機臺班次產量分別提高11.3%和6.3%,煙支總剔除率分別下降61.5%和18.1%,空頭剔除率分別下降61.6%和12.0%。

表5 不同切絲模式對卷接機臺剔除情況的影響Tab.5 Effects of cutting modes on cigarette rejecting of cigarette makers
分別收集2 組高速卷接機組卷制過程40 mm定長切絲和常規切絲各3 個班次的殘煙并稱重,同時記錄機臺產量,對比換算成標準含水率12%后的平均單箱(50 000 支)殘煙量,結果見表6。從表6 可以看出,采用40 mm 定長切絲模式后,2 組卷接機臺的平均單箱殘煙量均較常規切絲模式有一定程度的下降,分別下降20.75%和18.84%。說明40 mm 定長切絲后的煙絲應用于高速卷接機可以明顯減少煙支剔除量和殘煙量,提高高速機臺作業效率。
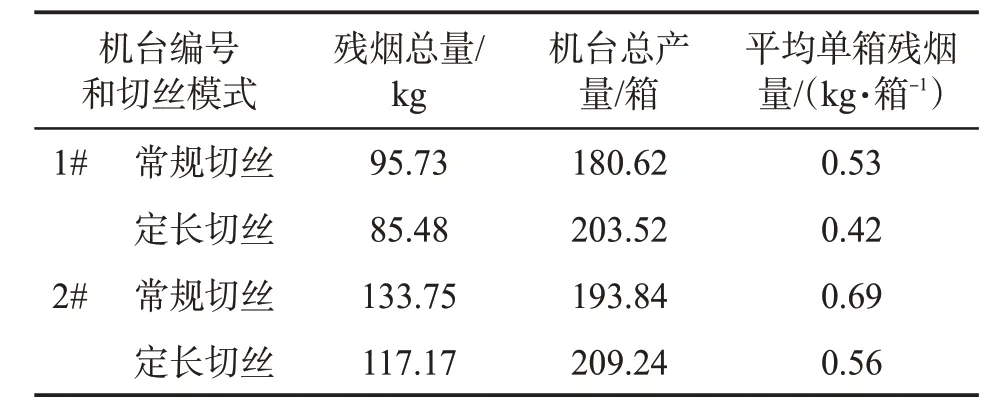
表6 不同切絲模式對卷接機臺單箱殘煙量的影響①Tab.6 Effects of cutting modes on defective cigarette rate of cigarette makers
2.6 不同切絲模式對卷煙物理指標的影響
將不同切絲模式下生產的卷煙,各跟蹤4 個月,按照生產批次、日期和機臺進行取樣,進行物理指標檢測,并與常規切絲模式進行對比,結果見表7。從表7 中可以看出,與常規切絲模式相比,采用40 mm 定長切絲模式后,卷煙的物理指標均值相近,但穩定性有明顯提高。其中單支質量、開放吸阻的標準偏差均值分別降低13.2%、12.0%,硬度標準偏差下降0.8%。

表7 不同切絲模式對卷煙物理指標的影響Tab.7 Effects of cutting modes on physical indexes of cigarette
對不同切絲模式卷煙物理指標標準偏差進行方差分析,結果見表8。從表8 中可知,不同切絲模式對卷煙單支質量標準偏差有極顯著影響,對開放吸阻與硬度標準偏差有顯著影響,結合上文分析結果,說明40 mm 定長切絲模式可以有效改善煙支單支質量的穩定性。
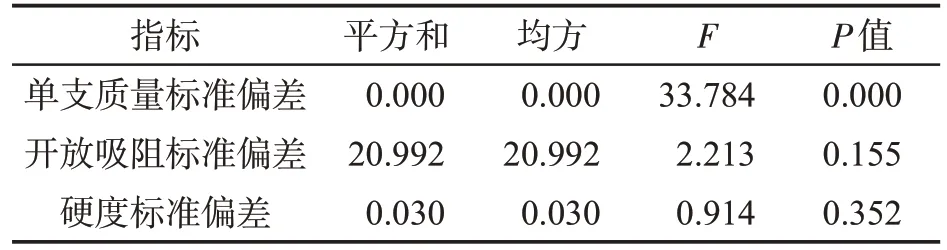
表8 不同切絲模式卷煙物理指標標準偏差方差分析結果Tab.8 ANOVA of standard deviation of physical indexes of cigarette under different cutting modes
2.7 不同切絲模式對主流煙氣常規化學成分穩定性的影響
將不同切絲模式下生產的卷煙,各跟蹤3 個月,按照生產批次、日期和機臺進行取樣,對主流煙氣常規化學成分進行檢測,分別以極差和標準偏差表征穩定性,分析批間樣品煙氣指標的穩定性,結果見表9。從表9 可以看出,與常規切絲模式相比,采用定長切絲模式后,煙氣指標批間的穩定性有明顯提高,焦油、煙堿、CO 的批間極差分別降低54.0%、65.5%和21.1%,標準偏差分別降低53.0%、44.4%和56.8%。
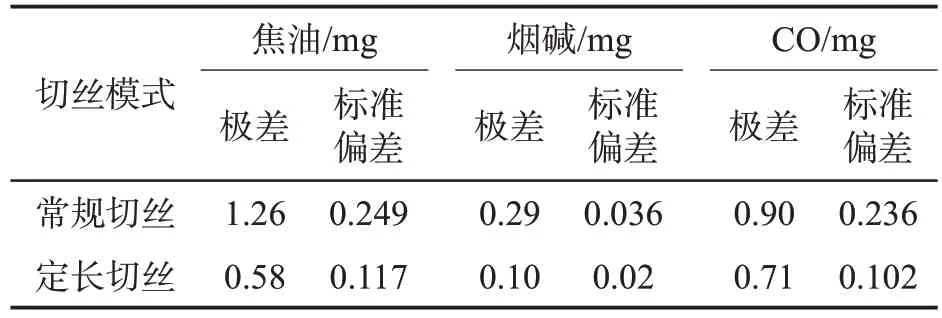
表9 不同切絲模式對卷煙主流煙氣指標穩定性的影響Tab.9 Effects of cutting modes on consistency of mainstream cigarette smoke indexes
對不同切絲模式卷煙煙氣指標標準偏差進行方差分析,結果見表10。從表10 中可知,不同切絲模式對主流煙氣焦油標準偏差、一氧化碳標準偏差有顯著影響,對主流煙氣煙堿標準偏差無顯著影響,結合上文分析結果,說明40 mm 定長切絲模式可以有效提高試驗卷煙主流煙氣中焦油、CO釋放量的穩定性。
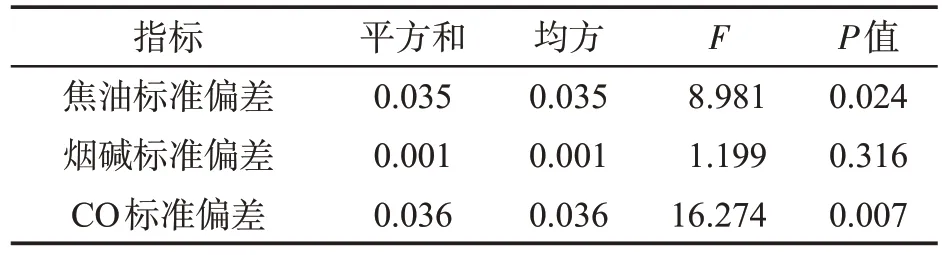
表10 40 mm 切絲模式煙氣指標標準偏差方差分析結果Tab.10 ANOVA of standard deviation of cigarette smoke indexes under 40 mm strand length cutting mode
2.8 不同切絲模式對卷煙感官品質的影響
將不同切絲模式下生產的卷煙,各取2 條,邀請13 位具有煙草行業感官評吸資格的評吸員進行三點評吸,能夠正確判斷的2 位,未能正確判斷的11 位,說明兩種切絲模式下的卷煙產品感官質量是相對一致的。同時對樣品進行了對比評吸,以常規切絲樣品各分項值為基準,對定長切絲樣品進行評價,結果見表11。從表11 中可以看出,采用40 mm 定長切絲模式后,卷煙的感官質量基本保持一致,但逐口抽吸的感官質量差異減小,前后的一致性有所提高。
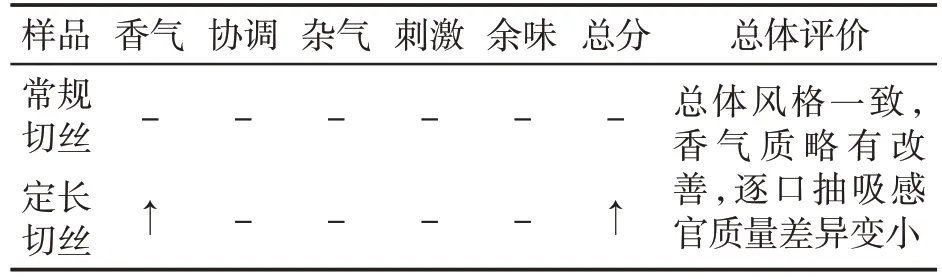
表11 試驗樣品對比評吸結果①Tab.11 Results of sensory evaluation of tested samples
3 結論
對比分析了常規切絲模式與40 mm 定長切絲模式對細支卷煙的煙絲結構、卷煙產品物理指標以及主流煙氣常規化學成分的影響。研究表明:與常規切絲相比,40 mm 定長切絲未對切后葉絲的寬度產生明顯影響,煙絲的中絲率、短絲率明顯提高,特征尺寸下降了40.19%,碎絲率和填充值變化不大,煙絲均勻性明顯改善;制絲過程造碎略有增加,出絲率下降0.18 百分點,細支卷煙機臺作業效率明顯提高,總剔除率和空頭剔除率明顯下降;細支卷煙中部煙支密度均勻性、物理指標穩定性和主流煙氣指標批間的穩定性明顯提高,其中單支質量、開放吸阻的標準偏差均值分別降低13.2%、12.0%,焦油、煙堿、CO 的批間極差分別降低54.0%、65.5%和21.1%,標準偏差分別降低53.0%、44.4%和56.8%;隨著質量穩定性的提升,每口抽吸的感官差異變小。以上結果表明:40 mm定長切絲可以明顯降低煙絲的特征尺寸、提高煙絲結構的均勻性,是提高細支卷煙的物理指標和常規煙氣化學成分穩定性的有效手段之一,可以為細支卷煙質量控制提供技術參考。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12
