多晶硅還原爐尾氣管、視鏡泄漏的原因分析及其處理方法
2019-04-04 02:16:14鄧華
冶金與材料 2019年1期
鄧 華
(亞洲硅業(青海)有限公司,青海 西寧 810007)
多晶硅生產中,還原爐底盤尾氣管材料一般選用耐高溫的INCO8800、INCO8810材料,目前我國使用的該型號材料主要以進口為主。其主要特性為800H/HT為面心立方晶格結構,是一種廣泛應用于高溫承壓結構件的奧氏體耐熱合金。800H/HT的高強度主要是由于添加了碳,鋁,鈦元素,并且在最低1149℃溫度下退火以達到晶粒度ASTM5等級或者更粗。極低的碳含量和提高了的Ti:C比率增加了結構的穩定性和最大的抗敏化性以及抗晶間腐蝕性,950℃左右的低溫退火保證了細晶結構。其次其較高的鎳含量使其在水性腐蝕條件具有很好的抗應力腐蝕開裂性能,在538℃以上可能發生的應力松弛而導致晶界開裂,800H能耐很多腐蝕介質腐蝕,較高的鎳含量使其在水性腐蝕條件具有很好的抗應力腐蝕開裂性能。還原爐筒體材料采用316L材料,視鏡短節采用3016L鍛件材料,底盤選用316L材料,316L不銹鋼屬于奧氏體不銹鋼,具有良好的強度、塑性、韌性和冷成型性及良好的低溫性能。由于在Cr18Ni8的基礎上添加了2%的Mo,賦予了鋼良好的耐還原性介質和耐點蝕能力,但不能通過熱處理強化。
1 缺陷類型
在實際使用中當此部分位置出現泄漏主要表現為在管材與底板板材或者鍛件與板材的焊縫區域出現圓形缺陷、裂紋。
缺陷區域出現白色水解物出現或者線性白色水解物,這種針狀就意味著還原爐底盤尾氣管、視鏡短節焊縫內部已出現裂紋擴延至金屬表面,此時還原爐應立即停止使用冷卻后對還原爐和底盤重點部位進行缺陷區域的全面質量檢查,消除隱患檢驗合格后方可投入生產運行。
2 成因分析
還原爐底盤尾氣管、視鏡短節焊縫區域的缺陷經2年多對不同還原爐尾氣管、視鏡等部位的檢查、分析和處理,認為出現此類缺陷主要存在以下幾方面的原因:
(1)設備尾氣夾套管、視鏡短節焊接過程中,底盤與夾套管之間的焊接區域存在內部缺陷如未焊透、未融合等;此類缺陷主要是焊接工藝控制不嚴格造成的。見圖1。
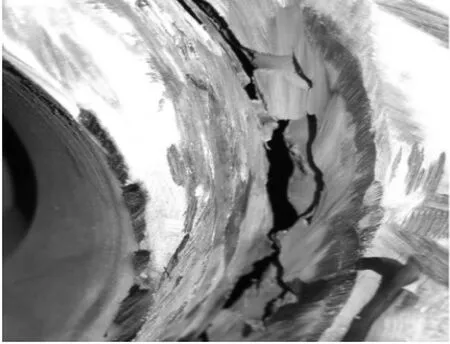
圖1 底盤與夾套管之間的焊接區域存在的內部缺陷
(2)尾氣管或鍛件存在內部缺陷,如細小微裂紋、氣孔等在材料的檢測檢驗過程中未發現自身所存在缺陷,在還原爐使用中由于定期進行開停爐,材料溫度發生從1200攝氏度到800攝氏度到50攝氏度的周期性波動,在溫差應力作用下使得微觀裂紋擴展成宏觀裂紋。見圖2、圖3。
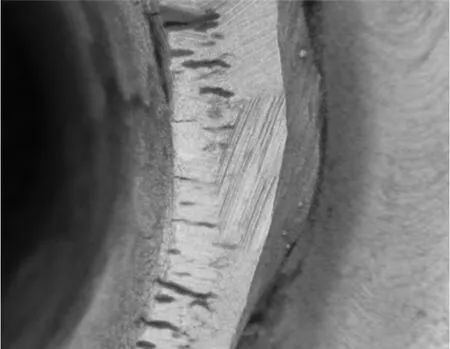
圖2 尾氣管存在的內部缺陷
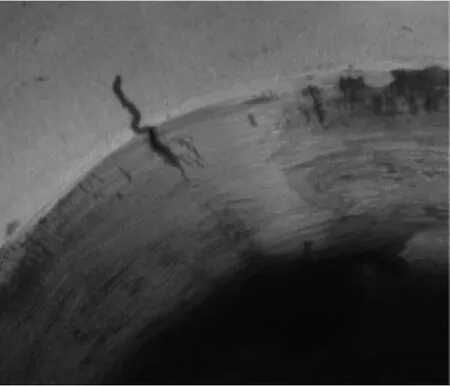
圖3 鍛件存在的內部缺陷
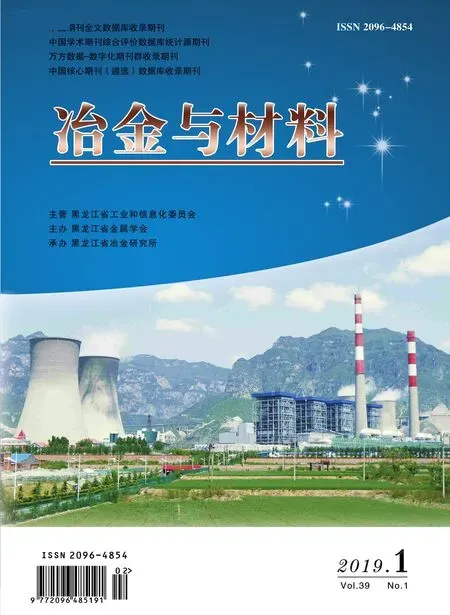
(3)在金屬的焊接過程,焊縫一次結晶出現的結晶裂紋沿著焊縫縱向中心線的長度方向開裂形成的縱向裂紋,在后期焊接中形成的缺陷遺留,在還原爐使用周期中在交變載荷和溫差應力作用下,裂紋不斷擴展至金屬表面形成貫穿性裂紋。見圖4。
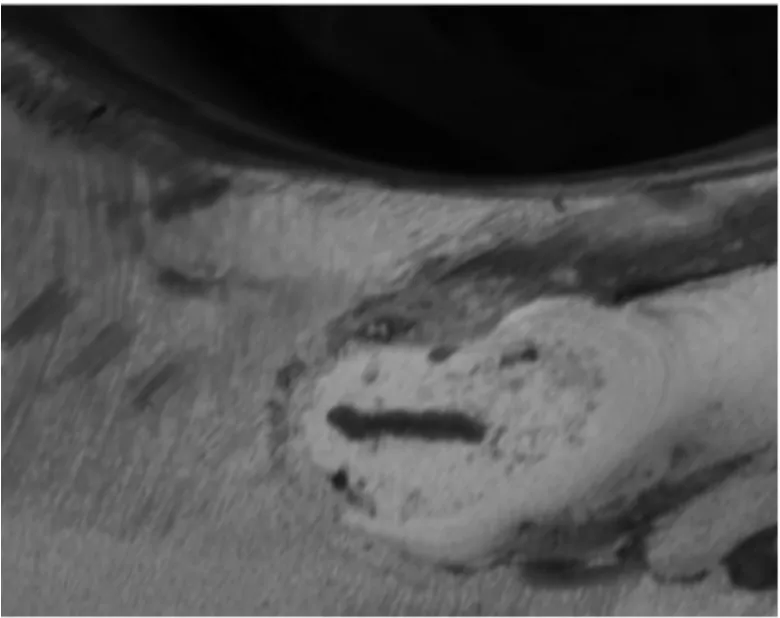
圖4 貫穿性裂紋
(4)IN8810材料在焊接過程中一般不會形成冷裂紋,容易產生熱裂紋、液化裂紋和氣孔等焊接缺陷,所以應制定嚴格的焊接工藝控制,防止在焊接應力及其他致脆因素共同作用下材料的金屬原子結合遭到破壞形成的裂紋,如結構剛性、冷卻速度、焊縫成型系數等原因。
(5)金屬材料在接觸含氯工藝物料時形成的金屬氯離子晶間腐蝕,也可能是造成裂紋形成的原因。
3 處理措施
根據還原爐使用中出現的視鏡短節、底盤尾氣管滲漏情況,經過對泄漏部位裂紋成因分析、金屬材料焊接工藝分析、壓力容器焊接工藝評定、打磨過程裂紋分布情況的檢查,制定和采取了如下處理方案:
(1)由于焊道表面出現的裂紋是從焊縫內部擴延出來的,所以必須沿焊縫區域左右10毫米對焊道進行全部徹底的打磨,打磨至焊底磨穿并對管材、板材作PT無損檢測合格為止。角磨機磨輪采用白鋼玉不銹鋼專用切割片,不容許采用碳鋼切割片。
(2)還原爐尾氣管內管材料為INCO800材料,使用 82(ER NiCr-3)的焊絲 R A 330-04(N08334)焊絲或 ENICRFE-3(AWA/SFA5.11)、JWENiCrFe-3(GB/T13814-2008)的焊條,焊接前對焊條進行復烘,溫度控制在300~350℃保溫1h,焊接時放在保溫筒內隨用隨取。
(3)焊接前做好管口和設備附近表面的保護和隔離工作,用無水乙醇或丙酮對焊道進行脫脂清洗,去除焊道表面的粉塵、金屬碎屑、水跡等污物。
(4)制定焊接工藝:焊接環境溫度控制在15~20℃,氬氣純度在99.9%。焊道第一遍焊接采用鎢基氬弧焊(GTAW-Ar)焊接工藝,待焊接完畢后冷卻20 min,做PT檢查是否有焊接缺陷,無缺陷可進行下一步焊接。
(5)對于尾氣出口管存在裂紋的處理方法,應采取逐層打磨檢測逐層做PT檢測直至無裂紋。打磨過程中應考慮尾氣管處理的深度和長度,避免過于深得打磨和切割會影響到焊接工藝的執行。
(6)316L材料的焊接工藝應遵守合理的《不銹鋼焊接技術》執行,同時遵照以上條款要求。
4 結語
經過對還原爐裂紋的修復處理,目前還原爐使用正常未出現裂紋問題。通過對裂紋成因的分析和焊接工藝的制定及方案實施,認為該處理工藝制定合理能徹底消除還原爐原有的焊接缺陷,在設備缺陷處理后保證了還原爐的正常運行。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03