一種新型連續式供膜糾偏系統及控制方法
2019-03-14 12:42:40蔡雙蔡敏馬璨
電腦知識與技術 2019年1期
蔡雙 蔡敏 馬璨


摘要:本文提出了一種連續式供膜糾偏系統及控制方法。通過設置薄膜帶的色標間距、主伺服軸編碼器的基準位置以及供膜糾偏伺服電機的單次補償量,該系統可自動調節供給量進行膜糾偏。在更換不同色標間距的薄膜帶時,無須更換任何零件部,直接設置參數即可運行設備,從而完成膜的供給以及糾偏,大大提高了機器的綜合效率。
關鍵詞:供膜糾偏;色標檢測器;伺服驅動器;運動控制器
中圖分類號:TP311? ? ? 文獻標識碼:A? ? ? 文章編號:1009-3044(2019)01-0227-02
A New Type of Continuous Membrane Correction System and Control Method
CAI Shuang, CAI Min, MA Can
(Changde Tobacco Machinery Co.Ltd., Changde 415000, China)
Abstract: In this paper, a continuous membrane correction system and control method are presented. The system can automatically adjust the amount of supply to correct the film by setting the color label spacing of the film belt,the reference position of the main servo shaft encoder and the single compensation amount of the servo motor. When replacing the film strip with different color mark spacing, the equipment can be operated without changing any part to complete the film supply and rectifying, which greatly improved the overall efficiency of the machine.
Key words: Membrane correction; Color standard detector; Servo driver; Motion controller
傳統連續式供膜中糾偏采用差動式輸送牽引調節裝置,由色標檢測器對包裝薄膜帶上的色標進行檢測,由牽引輥牽引包裝薄膜帶進行輸送,其牽引輸送速度由色標檢測器及凸輪同步信號裝置通過電氣裝置控制的誤差補償裝置、差動傳動裝置等實現調節[1]。色標檢測器、凸輪同步信號裝置及電氣裝置綜合判別出必需的牽引輸送速度,借此控制誤差補償裝置,通過差動傳動裝置的正傳或反轉,使牽引輥增速或減速,確保牽引輸送速度的實現,從而完成包裝薄膜帶的縱向糾偏。但是,采用差動式輸送牽引調節裝置時,在更換不同色標間距的薄膜帶時,在牽引輥的直徑不變及角速度恒定時,其差動裝置的誤差補償較大,造成牽引輥的線速度變化較大,引起糾偏誤差增大,有時還可能對薄膜帶造成拉伸變形,所以必須更換不同直徑的牽引輥來解決此問題,操作不方便,影響機器綜合效率[2]-[4]。因此,本文提出了一種新型連續式供膜系統及方法、糾偏控制系統及方法,無須更換任何零件就完成不同規格薄膜糾偏,節約了成本,提高了生產效率。
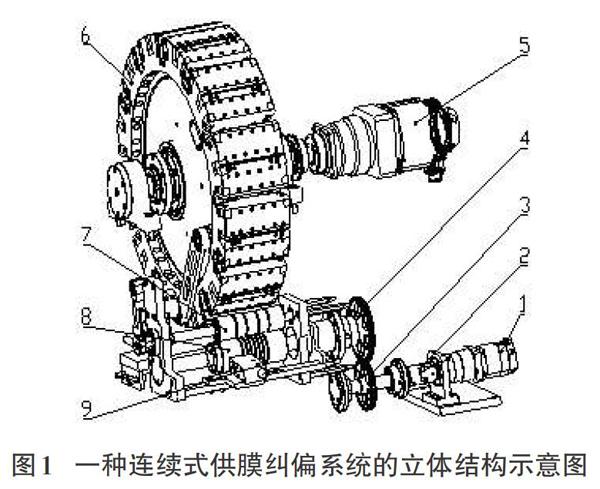
1 一種連續式供膜糾偏系統立體結構
圖1為本文所提出的一種連續式供膜糾偏系統的立體結構示意圖。其中,1為供膜糾偏伺服電機,2為聯軸器,3為第一齒輪,4為第二齒輪,5為主伺服電機,6為包裝輪,7為壓膜輥,8為牽引輥,9為色標檢測器,10為供膜糾偏伺服驅動器,11為運動控制器,12為輸入單元,13為薄膜帶,14為主伺服驅動器。
主伺服電機5驅動包裝輪6運轉,供膜糾偏伺服電機1通過聯軸器2驅動第一齒輪3,第一齒輪3帶動第二齒輪4運轉,第二齒輪4和牽引輥8同軸安裝,壓膜輥7將薄膜帶13緊緊壓在牽引輥8上。
運行時,把薄膜帶繞在牽引輥8上,供膜糾偏伺服電機1跟隨主伺服電機5運轉,主伺服電機5轉一圈即360°,供膜糾偏伺服電機1驅動牽引輥8轉一個色標間距的弧長。
2 一種連續式供膜糾偏控制系統結構
圖2為本文所提出的一種連續式供膜糾偏控制系統的結構示意圖。輸入單元12,用于輸入薄膜帶13的色標間距、主伺服軸編碼器的基準位置和供膜糾偏伺服電機1的單次補償量;輸入單元12可以為鍵盤、顯示器、觸摸屏,其中本文所提出的輸入單元12為觸摸屏,該觸摸屏不僅能夠顯示相應的數據,還可以通過虛擬鍵盤進行輸入上述參數。
色標檢測器9,用于檢測薄膜帶13上的色標并生成色標信號,薄膜帶13纏繞在牽引輥8上;色標檢測器9安裝在牽引輥8旁,色標檢測器9的光斑垂直照射在牽引輥8上,當色標檢測器9的光斑與薄膜帶13的色標對齊時,觸發生成色標信號。
主伺服驅動器14,用于驅動主伺服電機5運轉,當接收到色標信號時,主伺服驅動器14鎖存主伺服軸編碼器的位置信息。
供膜糾偏伺服驅動器10,用于驅動供膜糾偏伺服電機1運轉。
運動控制器11,用于接收薄膜帶13的色標間距、主伺服軸編碼器的基準位置和供膜糾偏伺服電機1的單次補償量,調用位置信息和基準位置獲得供膜偏差,并根據供膜偏差和色標間距得到補償量;根據單次補償量和補償量調節供膜糾偏伺服驅動器10的供給量。
各部件之間的數據通過有線網絡進行傳遞,或者無線網絡進行傳遞。輸入單元12通過以太網和運動控制器11通訊,主伺服驅動器14和供膜糾偏伺服驅動器10通過高速總線實現與運動控制器11數據交換。主伺服驅動器14驅動主伺服電機5運轉,供膜糾偏伺服驅動器10驅動供膜糾偏伺服電機1運轉。色標檢測器9輸出信號連接到主伺服驅動器14,可有效避免運動控制器11的程序掃描周期的影響。
3 一種連續式供膜糾偏控制方法
步驟S100、輸入薄膜帶的色標間距、主伺服軸編碼器的基準位置和/或供膜糾偏伺服電機的單次補償量;上述各參數由輸入單元人為進行輸入,該輸入單元可以為鍵盤、顯示器、觸摸屏,其中本發明實施例中優選地,輸入單元為觸摸屏,該觸摸屏不僅能夠顯示相應的數據,還可以通過虛擬鍵盤進行輸入上述參數。
步驟S200、當色標檢測器檢測到色標信號時,觸發主伺服驅動器鎖存主伺服軸編碼器的鎖存角度;色標檢測器安裝在牽引輥旁,色標檢測器的光斑垂直照射在牽引輥上,當色標檢測器的光斑與薄膜帶色標對齊時,觸發生成色標信號。
步驟S300、接收薄膜帶的色標間距、主伺服軸編碼器的基準位置和/或供膜糾偏伺服電機的單次補償量,調用所述位置信息和所述基準位置獲得供膜偏差,并根據所述供膜偏差和所述色標間距得到補償量;根據所述單次補償量和所述補償量調節所述供膜糾偏伺服驅動器的供給量。所述基準位置為主伺服軸編碼器的基準角度[α],[0o≤α≤360o];所述位置信息為主伺服軸編碼器的鎖存角度[β],[0o≤β≤360o]。所述調用所述位置信息和所述基準位置獲得供膜偏差具體為:若[β≥α],則所述供膜偏差[Δθ=β-α];若[β<α],則所述供膜偏差[Δθ=360+β-α]。當[Δθ<180o]時,所述補償量[ΔL=-L*Δθ/360o];當[Δθ≥180o]時,所述補償量[ΔL=L*(360o-Δθ)/360o]。
4 結果分析
我們將該連續式供膜系統及糾偏方式應用TH20型手帕紙機包裝機組,經過長期實際現場驗證,得到以下結論:
1)在無線速度同步要求時,更換不同色標間距的薄膜帶時,無須更換任何零部件,當薄膜帶的色標間距變化較小時,可自動調節供給糾偏,當薄膜帶的色標間距變化較大時,為提高供膜精度、減小補償量,防止誤差增大造成圖案拉伸變形,需要在輸入單元內輸入色標間距和單次補償量,即可改變供膜糾偏伺服電機的供給量,實現高速連續供給糾偏。
2)在有線速度同步要求時,更換不同色標間距的薄膜帶時,不需更換任何零部件,更不可改變觸摸屏內色標間距。運動控制器根據檢測的供膜偏差,經過運算后換算成供膜伺服驅動器的補償量,在無線速度同步的區間供膜糾偏伺服電機進行多次補償,平穩改變薄膜帶的線速度,防止薄膜帶的線速度陡變造成的誤差增大和圖案拉伸變形。
因此,本文所提出的一種新型連續式供膜糾偏系統及控制方法不僅兼容舊式供膜系統的功能,而且彌補了舊式系統的不足,功能更加強大,穩定性更高,能很大的提高設備的綜合效率,大大節省了成本和時間。
參考文獻:
[1] 鄔昌軍,王巧花, “袋成型自動包裝機供膜機構的設計”[J].機械管理開發,2013(4):69-70.
[2] 陳德傳,程志林.“力矩伺服式卷繞張力與速度協調控制系統”[J].紡織學報,2009,30(6):118-121.
[3] 張有良,王茹,張國安.“提高熱縮膜包裝機送膜速度的研究”[J].包裝與食品機械,2011,29(5):21-24.
[4] 郭慧靜.“啤酒膜包裝送切膜機構的改進設計”[J].包裝與食品機械,2010,28(2): 64-67.
