對于漆包扁銅線的一種二次增力切斷機(jī)構(gòu)研究
2019-03-14 01:23:50
福建質(zhì)量管理 2019年4期
(西華大學(xué) 四川 成都 610039)
漆包線的線型種類繁多,所對應(yīng)的切斷機(jī)構(gòu)也不盡相同,該企業(yè)現(xiàn)階段所采用的切斷方式主要問題在于其加工中有較大的振動和噪音,并且切斷過程中所產(chǎn)生的毛刺可能會劃破電樞絕緣紙進(jìn)而導(dǎo)致電樞短路。下面針對這兩個重要問題,分別展開討論研究。
一、切口成形的分析研究
(一)四凌錐切口成形原理
四凌錐切口的形狀可以有效的降低毛刺存在,也避免了扁線繞組對電樞絕緣紙造成損傷,其形狀如圖1所示。為了滿足該企業(yè)產(chǎn)品的尺寸和形狀需求,設(shè)計了一種米字型的切斷刀,其形狀如圖2所示。其具體切斷過程中,切斷前夾緊漆包扁銅線一端,移動刀座上的成型切斷刀,將漆包扁銅線向固定刀頭進(jìn)行擠壓。當(dāng)?shù)额^壓入一定程度時,扁銅線切口處的四棱錐形完全形成,扁銅線開始從兩個四棱錐面的交匯處斷開,完成了漆包扁銅線的切斷。此時扁銅線和切斷刀的狀態(tài)如圖3所示。其中A-A,B-B為不同的橫截面,1,2為成型切斷刀。

圖1 圖2

圖3
(二)最大擠壓力的確定
擠壓力理論公式算法過于復(fù)雜繁瑣,且準(zhǔn)確度也無法得到驗證[1],這里采用經(jīng)驗公式來計算擠壓力大小:
P1=ρF=Z·n·σb·F
式中:P1為總擠壓力,ρ為單位擠壓力,Z為模具的形狀系數(shù),查閱參考文獻(xiàn)[2],取Z=1.0;
n為擠壓方式及變形程度修正系數(shù),查閱參考文獻(xiàn),取n=3,σb為材料的抗拉強(qiáng)度,查閱機(jī)械設(shè)計手冊得σb=220MPa;
為凸模工作部分有效面積,此處近似等于扁銅線左右兩錐面面積,通過軟件測量三維模型的尺寸得F=7.38mm2。
則最大擠壓力:
P1=ρF=Z·n·σb·F=1.0×3×220×7.38=4078.80N
(三)最大切斷力的計算
由于成形切斷刀的刀刃成相互交錯狀態(tài),并且刀刃具有傾斜角α=16°,最大剪切力則采用斜刃剪切力的計算公式:
F斜=Btτ-0.5B2τtanα
式中 B為材料的寬度,根據(jù)漆包扁銅線的規(guī)格及切斷方式,取B=1.75mm;
t為材料的厚度,取t=3.0mm;
τ為材料的抗剪強(qiáng)度,查金屬材料手冊得τ=176MPa;
則有:F斜=Btτ-0.5B2τtanα=1.75×3×176-0.5×1.752×176×tan16°=923.56N
由于刀刃為交錯布置,剪切時相當(dāng)于兩把斜刃同時工作,同時在實際工作中由于刀刃的間隙和磨損等引起剪切力的變化,計算時應(yīng)增加安全系數(shù)約為1.3倍[3],則最大剪切力為
P2=1.3×2×923.56=2401.26N
因此最大切斷力
P=P1+P2=4078.80+2564.07=6480.05N
二、機(jī)構(gòu)增力分析
(一)機(jī)構(gòu)的設(shè)計
設(shè)計的切斷機(jī)構(gòu)運動簡圖如4所示。由機(jī)械自由度計算可知,該機(jī)構(gòu)具有確定的運動。
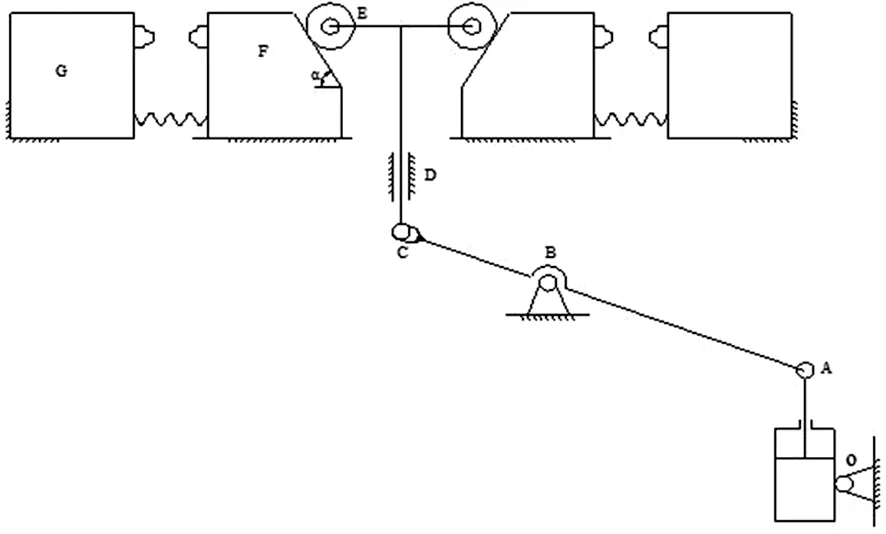
圖4
(二)計算單邊水平輸出力和氣缸推力之間的關(guān)系
杠桿機(jī)構(gòu)放大的理論增力系數(shù)i1取決于杠桿力臂之間的關(guān)系[4],根據(jù)上圖得i1為
斜楔機(jī)構(gòu)放大的理論增力系數(shù)取決于斜楔的傾斜角[5],根據(jù)上圖i2為
i2=tanα
則總的理論增力系數(shù)
在實際過程中,杠桿機(jī)構(gòu)和斜楔機(jī)構(gòu)中各個轉(zhuǎn)動副和滑動副之間由于摩擦原因,將會造成一部分能量損失。因此實際輸出力常乘以機(jī)構(gòu)的傳動效率η,則單邊水平輸出力F0與氣缸推力F1關(guān)系為:
(三)切斷機(jī)構(gòu)的位移分析
切斷開始時,杠桿AC與水平面具有一個傾角α1,此時拉桿上的圓柱銷處于杠桿上的腰型槽的一個極限位置,然后在氣缸的作用下杠桿兩端點分別繞B點逆時針轉(zhuǎn)動,拉桿豎直向下運動到杠桿上的腰型槽的另一個極限位置,杠桿兩端的軌跡都為一端圓弧,此時拉桿的豎直位移為此處LCC2,氣缸的最大擺動角度為α2,氣缸的行程為LAA2。
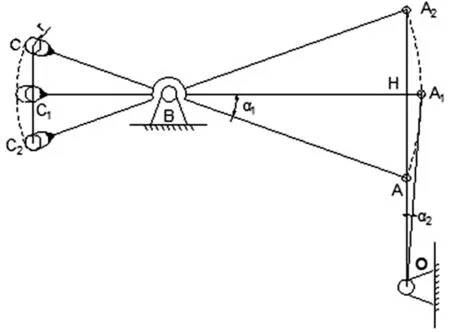
圖5
拉桿的豎直位移為LCC2,即滾輪沿斜面在豎直方向的位移為LEE1=LCC2。而刀座的水平位移L0和滾輪沿斜面下滑的豎直位移以及斜楔的傾斜角α有關(guān),其中位移關(guān)系
L0=LEE1tanα

圖6
三、氣缸的選擇
(一)氣缸行程的確定
根據(jù)切斷機(jī)構(gòu)的設(shè)計尺寸得:刀座的水平位移L0=6.5mm,杠桿臂LAB=75mm,LBC=19.3mm,腰孔長度X=11.3mm,半徑r=5mm,氣缸支點到杠桿鉸接處距離LOA=226.5mm,斜面傾角α=65°。
由圖6可以得出滾輪的豎直位移
LEE1=L0tanα=6.5×tan65°=13.94mm
則拉桿的豎直位移LCC2=LEE1=13.94mm,根據(jù)圖5可以得出氣缸活塞桿的位移與拉桿的豎直位移關(guān)系為
從而計算出活塞桿位移LAA2=54.15mm,杠桿與水平面的初始角度α1=21.16°
氣缸的行程一般要留有10~20的余量,避免活塞在較高運行速度下對氣缸蓋產(chǎn)生沖擊。切斷工程中氣缸活塞桿的位移為54.15mm,則按照標(biāo)準(zhǔn)最終選取氣缸行程為80mm。
(二)氣缸工作時最大擺角
在ΔABH中,有
LBH=LABcosα1=75×cos21.16°=69.94mm
從而計算出氣缸的最大轉(zhuǎn)角α2,
則最大轉(zhuǎn)角α2=1.143°
(三)氣缸缸徑的選擇
根據(jù)漆包扁銅線的最大切斷力和切斷時彈簧壓縮時的彈力可以計算出單邊移動刀座的水平輸出力F0,進(jìn)而可以計算出氣缸的軸向負(fù)載F1。
根據(jù)復(fù)位軸的安裝尺寸和設(shè)計經(jīng)驗選擇彈簧的具體參數(shù)如下方表格所示:

彈簧參數(shù)規(guī)格
根據(jù)彈簧的剛度系數(shù)公式
求得彈簧的剛度系數(shù)

則彈簧的壓縮彈力
F2=K×L0=102.88×6.5=668.72N
可以計算出單邊移動刀座的水平輸出力F0
F0=P+F2=6480.05N+668.72=7148.77N
式中P為最大切斷力,根據(jù)前文最大切斷力公式得P=6480.05N
由于切斷機(jī)構(gòu)一次同時切斷兩根漆包扁銅線,因此根據(jù)前文單邊水平輸出力與氣缸推力的公式可計算出氣缸的軸向負(fù)載
氣缸的理論輸出力
式中β為負(fù)載率,一般選擇為0.8。
則計算出氣缸直徑
式中P為氣缸工作壓力,根據(jù)切斷裝置工作環(huán)境,工作壓力一般為0.4~0.6MPa。
考慮到氣缸在實際工作中需要留有一定的工作余量,最終按照標(biāo)準(zhǔn)選定氣缸的缸徑為125mm。
(四)選定氣缸系列
根據(jù)下方表格可得,空氣壓力為0.4MPa,缸徑為125mm時,氣缸的理論輸出力為4908.8N。通過計算所得的氣缸所需理論推力為3299.33N,因此所選氣缸的輸出力有一定的余量,能滿足實際工作要求。
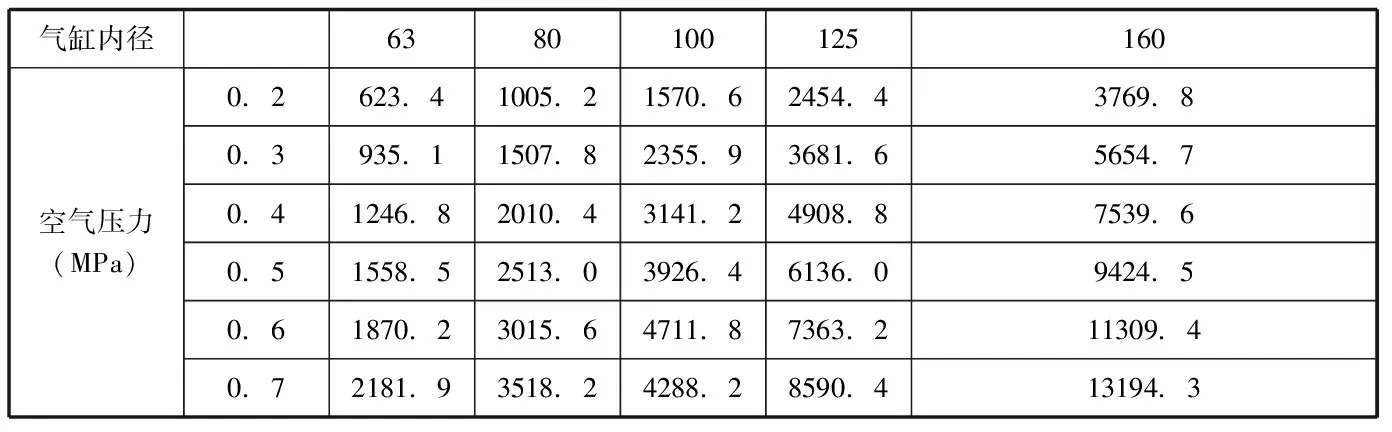
氣缸內(nèi)徑6380100125160空氣壓力(MPa)0.2623.41005.21570.62454.43769.80.3935.11507.82355.93681.65654.70.41246.82010.43141.24908.87539.60.51558.52513.03926.46136.09424.50.61870.23015.64711.87363.211309.40.72181.93518.24288.28590.413194.3
(五)氣缸附件的選擇
SE系列氣缸的安裝形式有:基本型、前后固定型(LB)、前蓋固定型(前法蘭/FA)、后蓋固定型(后法蘭/FB)、搖擺式(TC)。氣缸在工作過程中會繞著支架有一定角度的擺動,因此安裝形式選定為搖擺式的中間耳軸型安裝方式。
綜合上述分析,選定氣缸的最終型號為:SE-125×80-S-TC,缸徑為125mm,行程為80mm,活塞附有磁石,安裝類型為搖擺式的標(biāo)準(zhǔn)氣缸。
四、整體機(jī)構(gòu)的設(shè)計
通過前面的計算工作,整體機(jī)構(gòu)的設(shè)計如圖7所示。
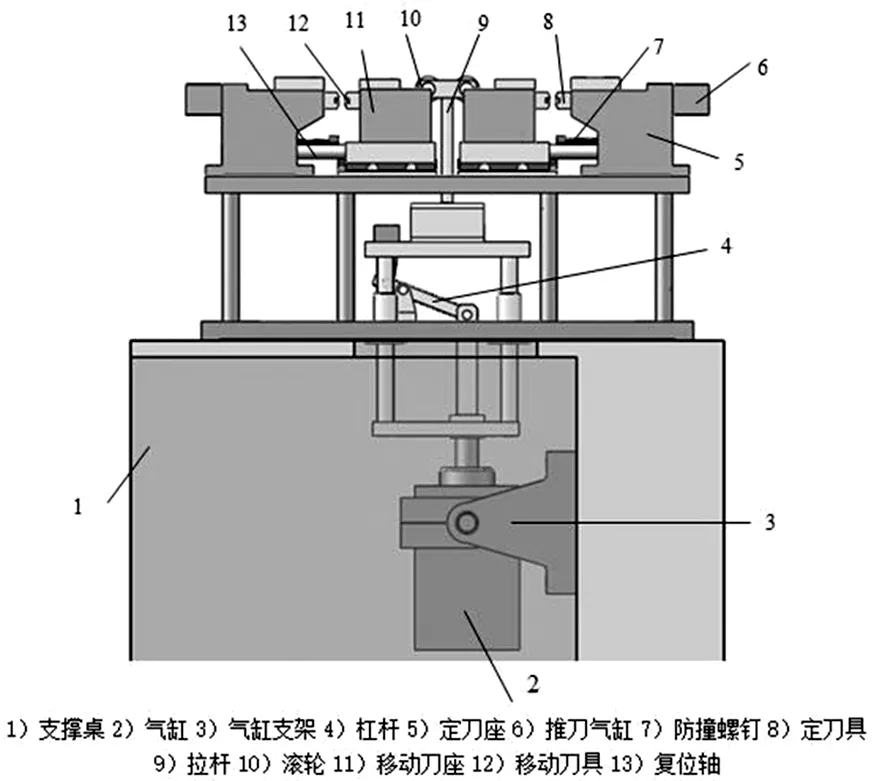
圖7
該切斷機(jī)構(gòu)的特點為:
(1)采用斜面杠桿二次增力,大幅度的增加切斷力,確保漆包扁銅線能快速切斷;
(2)斜楔杠桿機(jī)構(gòu)傳動準(zhǔn)確,運動平穩(wěn),工作時無沖擊噪音產(chǎn)生;
(3)定刀座上裝有防撞刀螺釘,用于移動刀座的限位及擋停,避免工作過程中發(fā)生撞刀現(xiàn)象,從而損害刀具;
(4)利用成形切斷刀切斷,使切口形狀滿足四棱錐狀要求,避免了二次加工處理和毛刺的產(chǎn)生。