板材折彎機(jī)活動(dòng)梁加工工裝及加工方法
2019-03-08 06:45:40王泉祥孫云芳
天津冶金 2019年1期
張 沖,王泉祥,孫云芳
(天津賽瑞機(jī)器設(shè)備有限公司,天津300301)
0 引言
在我公司承攬的板材折彎機(jī)項(xiàng)目中,其中有一種活動(dòng)梁由一塊大板和由兩塊小板組成的L形支架焊接而成,由于活動(dòng)梁大板的板幅較大,而厚度相對(duì)于板幅比較小,如果將工件平放受自身重量影響較大,會(huì)出現(xiàn)沒有墊實(shí)處出現(xiàn)下榻現(xiàn)象,影響工件的自身的平面度要求。工件的形位公差要求非常嚴(yán)格,只允許0.05 mm的誤差,如果將工件平放到機(jī)床的工作臺(tái)上并壓緊,由于大板本身允許平面度2 mm用壓板壓實(shí)的過程中會(huì)有外加應(yīng)力,加工后松開壓板會(huì)有應(yīng)力釋放,將會(huì)造成尺寸超差,并且工件的雙面都需要加工,無法使用一個(gè)基準(zhǔn)同時(shí)加工工件的雙面,需要將工件翻個(gè)重新找正加工,造成無法滿足圖紙中形位公差要求。由于工件單薄,在加工的過程中同樣會(huì)產(chǎn)生加工應(yīng)力,當(dāng)加工完成后,應(yīng)力釋放也會(huì)造成形位公差超差現(xiàn)象。如果加工后形位公差超差,進(jìn)行修復(fù)是非常麻煩的,這是由于修復(fù)需要補(bǔ)焊,補(bǔ)焊時(shí)的熱輸入會(huì)造成工件變形,導(dǎo)致其它尺寸也會(huì)超差。
想要解決這種問題,主要就是解決工件自重引起的變形問題;工件加工時(shí)裝卡找正的問題,使工件裝卡找正時(shí)不會(huì)造成變形,同時(shí)使前后面加工時(shí)使用同一個(gè)基準(zhǔn)來保證尺寸公差和形位公差;同時(shí)解決加工過程中產(chǎn)生的加工應(yīng)力。
1 活動(dòng)梁介紹
活動(dòng)梁(如圖1所示)是由一塊大板和由兩塊小板組成的L形支架焊接而成,由于活動(dòng)梁大板的板幅較大,而厚度相對(duì)于板幅比較小。如圖1所示,上端兩側(cè)有雙面止口,止口的平行度為0.05 mm,兩側(cè)凸臺(tái)的上平面需要加工,下端在大平面上需要銑兩個(gè)階梯止口,止口的直線度0.05 mm,平行度0.05 mm,垂直度0.05 mm,并且在止口的平面上有一排螺紋孔。因?yàn)榘宸秃穸缺缺容^大,如果將工件放平加工,工件受自身重力影響會(huì)產(chǎn)生變形,影響加工的精度,并且正反面的加工面無法使用同一個(gè)基準(zhǔn)來加工,影響尺寸公差精度。因此采用使用工裝保證工件(如圖1所示)豎直裝卡找正來解決上述問題。
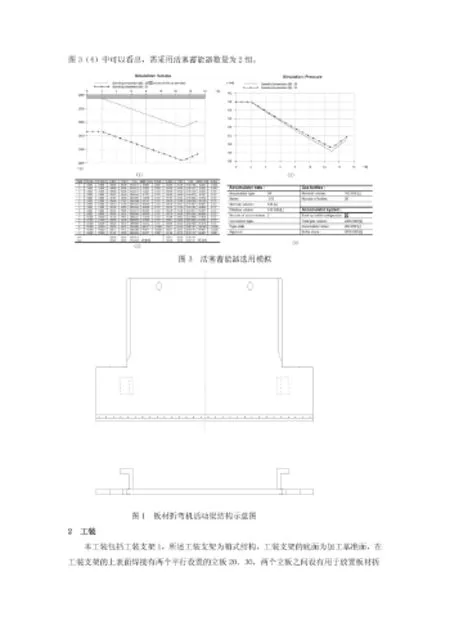
圖1 板材折彎機(jī)活動(dòng)梁結(jié)構(gòu)示意圖
2 工裝
本工裝包括工裝支架1,所述工裝支架為箱式結(jié)構(gòu),工裝支架的底面為加工基準(zhǔn)面,在工裝支架的上表面焊接有兩個(gè)平行設(shè)置的立板20、30,兩個(gè)立板之間設(shè)有用于放置板材折彎機(jī)活動(dòng)梁的空間,在每個(gè)立板的外側(cè)均對(duì)稱設(shè)有兩個(gè)加強(qiáng)筋板21、31;在工裝支架的兩側(cè)設(shè)置有與機(jī)床工作連接的安裝板1-1,所述安裝板上設(shè)有安裝孔1-2;兩個(gè)立板中其中一個(gè)立板20上沿立板高度方向至少設(shè)有2個(gè)螺紋孔201,2個(gè)螺紋孔201的豎直中心線位于同一直線上,每個(gè)螺紋孔內(nèi)螺裝有鎖緊螺栓202,在另一個(gè)立板的內(nèi)側(cè)面對(duì)應(yīng)鎖緊螺栓位置焊接有墊板301,墊板的外端面為加工基準(zhǔn)面,所述墊板中心設(shè)有定位孔302,所述定位孔內(nèi)安裝插裝有圓柱形定位頭4,圓柱形定位頭4的兩端面均為加工基準(zhǔn)面;所述定位頭的一端設(shè)有定位銷4-1,所述定位銷4-1插裝在墊板301的定位孔302內(nèi),在圓柱形定位頭4的外壁沿徑向方向設(shè)置有安裝盲孔4-2(如圖2所示),所述安裝孔內(nèi)插裝有撥桿5,所述撥桿伸出立板。所述圓柱形定位頭4和撥桿安裝在工裝支架的立板上,用于檢驗(yàn)工件活動(dòng)梁裝卡是否到位或是過定位,防止裝卡不到位造成工件加工過程中工件竄動(dòng),影響尺寸公差,或是過定位造成加工過程中有應(yīng)力在卸下工裝時(shí),工件變形影響尺寸公差。
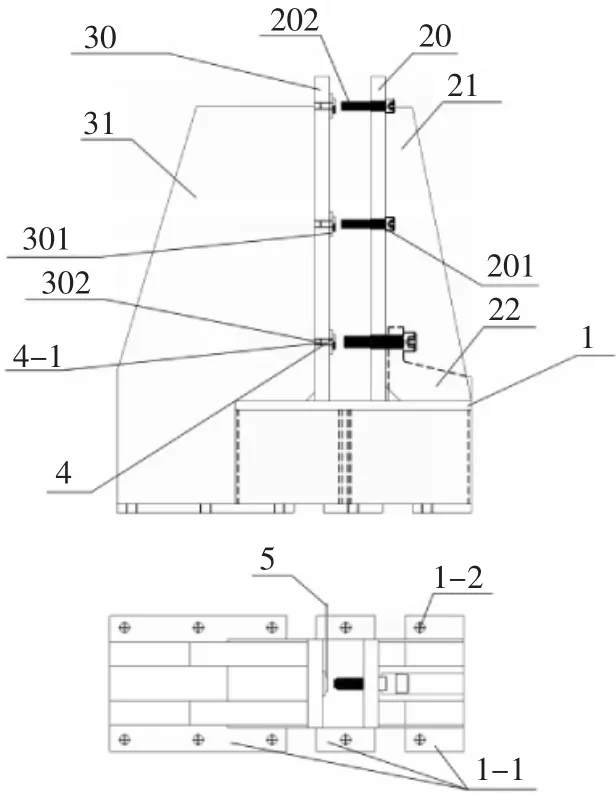
圖2 發(fā)明工裝的結(jié)構(gòu)示意圖
為了提高強(qiáng)度,防止使用鎖緊螺栓定位時(shí)發(fā)生變形造成工裝定位不準(zhǔn)的問題,在設(shè)有螺紋孔的立板外側(cè)兩個(gè)加強(qiáng)筋板之間還設(shè)有加強(qiáng)腹筋22。
圓柱形定位頭的兩端面均為加工基準(zhǔn)面,一端面與活動(dòng)梁的面接觸用于定位活動(dòng)梁的基準(zhǔn),另一端面與工裝支架上的襯板接觸,將工裝支架上的基準(zhǔn)轉(zhuǎn)移到定位頭上。定位頭的一端設(shè)有定位銷插裝在墊板的定位孔內(nèi)為小間隙配合,在圓柱形定位頭的外壁沿徑向方向設(shè)置有安裝盲孔(如圖3所示),安裝孔內(nèi)插裝有撥桿,所述撥桿伸出立板。撥動(dòng)撥桿來檢驗(yàn)工件活動(dòng)梁裝卡是否到位或是過定位。
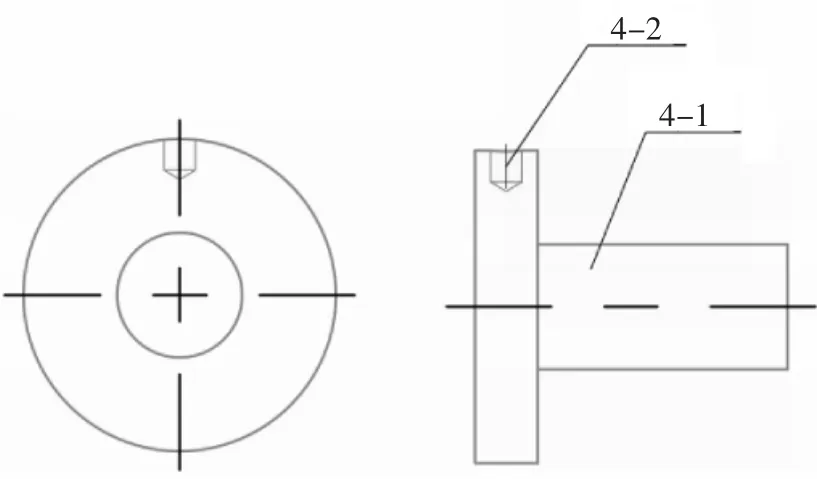
圖3 圓柱形定位頭結(jié)構(gòu)示意圖
3 工裝使用及活動(dòng)梁加工
(1)首先,將兩個(gè)工裝支架放到工作臺(tái)上,將工裝支架的底面加工面與工作臺(tái)接觸,然后利用百分表進(jìn)行找正,使兩個(gè)工裝支架立板上的墊板的加工面在同一個(gè)平面上,并調(diào)整好兩個(gè)工裝支架之間的間距,避開工件活動(dòng)梁上的兩個(gè)小墩。
(2)將圓柱形定位頭和鎖緊螺栓安裝到的對(duì)應(yīng)的立板上。
(3)將被加工的板材折彎機(jī)活動(dòng)梁放到工裝支架的兩個(gè)立板之間,注意工件板材折彎機(jī)活動(dòng)梁從到機(jī)加車間開始,一直到現(xiàn)場安裝都要豎直放,不能放平;根據(jù)活動(dòng)梁允許的平面度,兼顧兩側(cè)止口加工量放置工件活動(dòng)梁。
(4)擰鎖緊螺栓與工件活動(dòng)梁接觸上后,將撥桿安裝到圓柱形定位頭的安裝盲孔內(nèi),同時(shí)在被加工的板材折彎機(jī)活動(dòng)梁頂緊處的背面利用百分表進(jìn)行打表,一邊擰鎖緊螺栓一邊晃動(dòng)撥桿,當(dāng)撥桿晃不動(dòng)時(shí)開始慢慢的擰緊鎖緊螺栓并觀察被加工的板材折彎機(jī)活動(dòng)梁背面的百分表的變化。當(dāng)表針要?jiǎng)訒r(shí),停止擰鎖緊螺栓,如此重復(fù)將幾個(gè)鎖緊螺栓都頂緊。
(5)完成步驟(4)后,開始粗加工,單面留 0.5 mm加工量,并且加工板材折彎機(jī)活動(dòng)梁上所有孔和螺紋的底孔成活。
(6)粗加工后將鎖緊螺栓松開,釋放加工應(yīng)力,鎖緊螺栓松到撥桿即將要?jiǎng)訒r(shí)停止松動(dòng)鎖緊螺栓,時(shí)效釋放應(yīng)力,復(fù)檢工件的變形符合加工要求后,慢慢擰緊鎖緊螺栓,觀察被加工的板材折彎機(jī)活動(dòng)梁背面的百分表的變化。當(dāng)表針要?jiǎng)訒r(shí),停止擰鎖緊螺栓,如此重復(fù)將幾個(gè)螺栓都頂緊。
(7)精加工工件,單面進(jìn)刀量為0.2 mm,按照?qǐng)D4加工成活。

4 結(jié)論
板材折彎機(jī)活動(dòng)梁通過使用工裝加工后,對(duì)各加工面進(jìn)行檢測(cè),能夠達(dá)到圖紙中的尺寸精度要求,解決了工件自重引起的變形的問題;工件加工時(shí)裝卡找正時(shí),不會(huì)造成變形同時(shí)使前后面加工時(shí)使用同一個(gè)基準(zhǔn)來保證尺寸公差和形位公差;解決了加工過程中產(chǎn)生的加工應(yīng)力。加工后使工件能夠滿足0.05 mm的嚴(yán)格尺寸和形位公差要求。在機(jī)加工時(shí)一次合格,節(jié)省了大量返修時(shí)間和返修成本。本工裝結(jié)構(gòu)簡單,使用方便,不但解決了生產(chǎn)制造過程中的困難問題,而且大幅提高了工作效率,節(jié)約了制造成本,得到了客戶的一致好評(píng),為企業(yè)增加了利潤。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
少先隊(duì)活動(dòng)(2022年5期)2022-06-06 03:45:04
家庭科學(xué)·新健康(2022年3期)2022-05-10 00:32:13
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
中老年保健(2021年2期)2021-08-22 07:31:10
少先隊(duì)活動(dòng)(2021年1期)2021-03-29 05:26:36
快樂語文(2020年30期)2021-01-14 01:05:38
中國生物醫(yī)學(xué)工程學(xué)報(bào)(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
海峽姐妹(2018年3期)2018-05-09 08:20:40