華中818C系統機床立臥雙輸出銑頭的控制實現和應用??
2019-03-06 07:12:10李軍艦任德勇
制造技術與機床 2019年2期
王 恒 尹 樂 李軍艦 任德勇
(①漢川數控機床股份公司技術中心,陜西漢中723000;②武漢華中數控股份有限公司,湖北武漢430223)
機床作為機械制造行業的基礎支柱性工具,尤其是數控機床,隨著當今世界自動化技術的發展,提高勞動生產率,降低生產成本,提高自動化水平已經成為機床制造發展的趨勢。在目前這種大背景下,我國數控機床在性能方面,功能方面,自動化水平方面都得到了飛速的發展。數控系統作為數控機床的核心,我國國產數控系統,比如華中數控,近些年來在性能,功能,穩定性等方面都有了質的發展。筆者公司申報了國家國產數控機床科技專項項目,該項目機床部件完全國產化,采用華中818C數控系統。本文立足于該專項,介紹了數控五面體加工龍門機床上立臥雙輸出銑頭的控制實現和應用。
1 機床立臥雙輸出銑頭結構及工作原理
立臥雙輸出銑頭結構如圖1所示,銑頭包含臥式主軸,立式主軸和銑頭旋轉C軸三部分。臥式主軸用于工件的側面加工,立式主軸用于工件的頂面加工,銑頭旋轉C軸用于機床加工不同的工件側面并且采用分度結構。

立臥雙輸出銑頭在需要加工不同的側面時,銑頭松夾裝置先將銑頭完全松開,待銑頭松開到位后,C軸定位旋轉臥式主軸到工件需要加工的側面,而后松夾裝置工作并鎖緊銑頭,待銑頭鎖緊到位后,臥式主軸就可以加工相應的工件側面。通常,C軸的旋轉是由主軸電動機來完成的,數控系統需要將主軸切換為軸位置控制方式。
綜合雙輸出銑頭的工作原理和數控機床的操作,立臥雙輸出銑頭的控制包括加工平面確定,臥銑頭定位及回零,銑頭的松開夾緊等。由于臥銑頭的加工平面確定、定位及回零不是單一的機床動作,要實現銑頭的控制需借助于華中818C數控系統的G代碼宏程序功能,不同的機床動作編制不同的G代碼宏程序。
2 雙輸出銑頭的機床標定
由于雙輸出銑頭受制造精度和工藝的影響,存在一定的誤差和差異,使用時需要測量標定立銑頭長度,
臥銑頭長度,主軸軸線在X和Y向上的偏置。
2.1 立臥銑頭長度測量標定
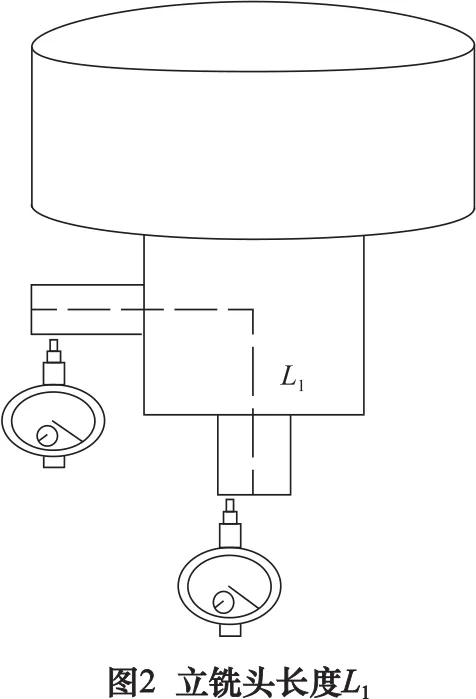
立銑頭長度測量標定如圖2所示。操作步驟如下:
(1)將百分表打到立銑頭主軸端部,記入此時Z值,為Z1。
(2)將百分表打到臥銑頭主軸頭最低點,記入此時Z值,為Z2。
(3)用游標卡尺測量臥銑頭的直徑,記為d。那么主軸頭的長度L1計算公式為:L1=Z1-(Z2-d/2)
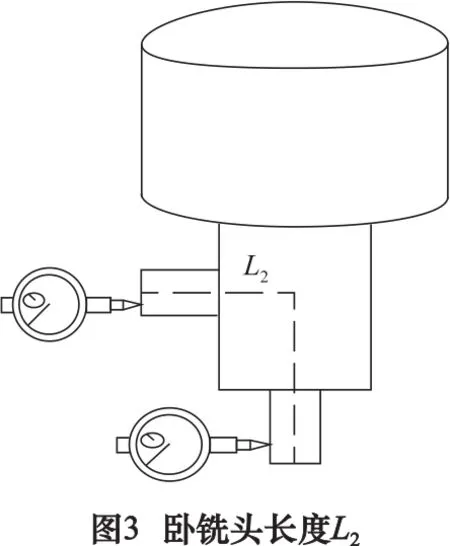
臥銑頭長度測量標定如圖3所示。操作步驟如下:
(1)將百分表打到臥銑頭主軸頭端部,記入此時Y值,為Y1。
(2)將百分表打到立銑頭主軸頭左邊側面,記入此時Y值,為Y2。
(3)用游標卡尺測量立銑頭的直徑,記為d。那么主軸頭的長度L2計算公式如下:

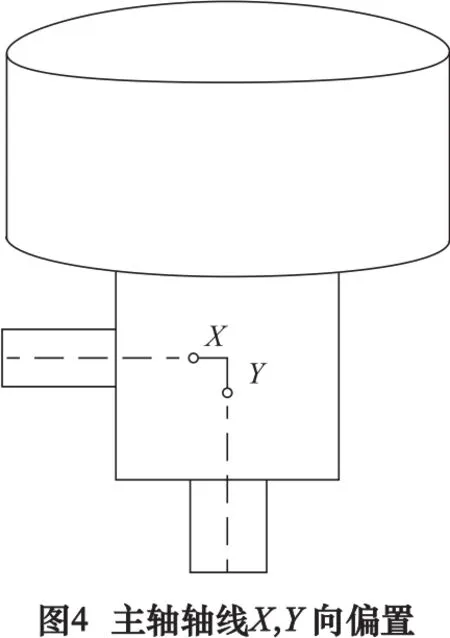
2.2 主軸軸線X和Y向偏置
主軸軸線X向偏置測量標定如圖4所示。操作步驟如下:
(1)將對刀儀裝在立銑頭上,找到工件X方向的中心,記為X1。
(2)將對刀儀裝在臥銑頭上,找到工件X方向的中心,記為X2。
(3)主軸軸線X偏置距離為:X=X1-X2。
主軸軸線Y向偏置測量標定如圖4所示。操作步驟如下:
(1)將對刀儀裝在立銑頭上,找到工件Y方向的中心,記為Y1。
(2)將對刀儀裝在臥銑頭上,找到工件Y方向的中心,記為Y2。
(3)主軸軸線Y偏置距離為:Y=Y1-Y2。
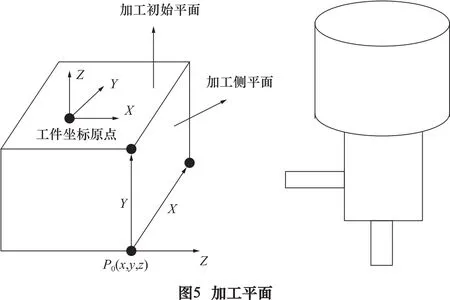
3 加工平面的確定
五面體工件在加工時,只需要定義一個編程原點,系統就要根據當前臥頭的位置,自動建立相應的工件坐標系。人面朝加工側面,右邊為X軸正向,上邊為Y軸正向,外邊為Z軸正向。如圖5。
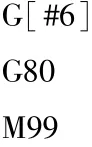
定義加工平面確定代碼G1001和平面取消代碼G1002。G代碼宏程序如下:
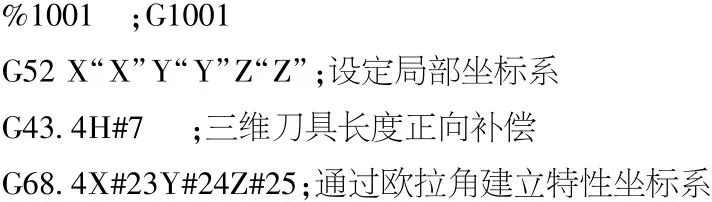

通過調用G1002指令來取消當前加工坐標平面,坐標系恢復為標準的笛卡爾坐標系。
4 臥銑頭分度軸回零
臥銑頭分度軸回零操作定義G1008指令代碼,當臥銑頭功能出現異常問題時,調用G1008固定循環來進行分度軸回零操作,從而保證機床能夠正常使用五面體功能進行加工。設計G1008宏代碼程序如下:

5 臥銑頭分度軸定位
臥銑頭分度軸定位操作定義G1009指令代碼,通過G1009調用固定循環方式實現銑頭定位。格式如下:G1009 O_。其中:O_表示臥銑頭定位角度
在使用銑頭旋轉時,需要設定此時銑頭的方向。診斷->宏變量->用戶宏,如圖6。

#54001表示當前的側銑頭角度,#54002表示當前的側銑頭角度。
G1009宏代碼程序如下:


6 臥銑頭松開夾緊PLC控制
梯形圖見圖7。
7 雙輸出銑頭應用
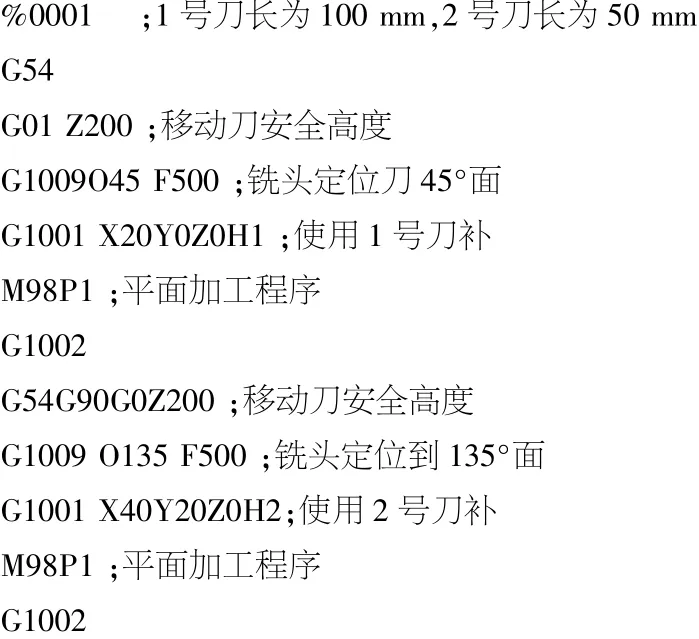
7.1 臥銑頭定位及對刀示例
宏代碼程序如下:


7.2 臥銑頭攻絲示例
宏代碼程序如下:

8 結語
本文基于華中818C數控系統,介紹了五面體加工機床上廣泛使用的立臥雙輸出銑頭的控制實現及操作應用,通過在龍門機床上具體的操作使用,能夠很好地完成五面體工件的加工。
