基于機床運動學模型的加工面形誤差影響因素??
2019-03-06 07:12:02王鵬飛王建鋒王晉鵬劉守法
制造技術(shù)與機床 2019年2期
關(guān)鍵詞:模型
王鵬飛 王建鋒 王晉鵬 李 勇 劉守法
(①西京學院機械工程學院,陜西西安710123;②西北工業(yè)大學陜西省機電傳動與控制工程試驗室,陜西西安710072;③寶雞機床集團有限公司,陜西寶雞721013)
幾何誤差是導致機床加工誤差的主要因素之一,顯著影響著機加工質(zhì)量[1]。高精度是現(xiàn)代制造業(yè)的基本要求之一,如何在多軸機床的設(shè)計、制造、裝配階段,甚至日常操作和維護階段減小或消除幾何誤差成為一個關(guān)鍵問題[2-3]。因成本及技術(shù)因素限制,難以補償所有的幾何誤差,只能對加工精度影響較大的幾何誤差進行控制和補償。如何評估單個誤差元對機床加工精度的影響成為一個關(guān)鍵問題[4]。
多年來,許多科研人員對機床的誤差模型進行了深入研究。 常見的是利用 HTM[5,6]、D-H[7]、MD-H[8]或MBS[9]理論建立誤差模型來研究刀具位置和方位誤差。文獻[10]通過建立包含刀具位姿誤差和所有誤差參數(shù)的誤差模型,利用靈敏度分析方法研究了機床誤差和工件誤差間的關(guān)系。文獻[11-12]利用偏微分法推導了機床固定位置的運動學正解模型,只能對少量點位或刀具路徑進行研究,這種方法不能夠完全評估工作空間中的所有幾何誤差間的關(guān)系。文獻[13]提出了一種基于機床體誤差模型的頻域多尺度面形誤差預測方法,通過構(gòu)建機床誤差元與加工面形誤差間的直接關(guān)系進行了面形誤差的預測研究。文獻[14]提出一種基于三維矢量鏈的機床空間誤差模型,并利用單元誤差的作用規(guī)律研究了誤差累積的規(guī)律及計算方法。
鮮有文獻針對機構(gòu)的組裝誤差進行探討,本研究推導了5-DOF串并聯(lián)機床的逆解誤差運動模型和正解誤差運動模型,并預估了機床的各位置誤差項和角度誤差項,通過Matlab軟件進行編程并代入預估值,研究了機床的各誤差項對加工面形誤差的影響,為后期研究誤差補償打下基礎(chǔ)。
1 串并聯(lián)機床及其誤差參數(shù)
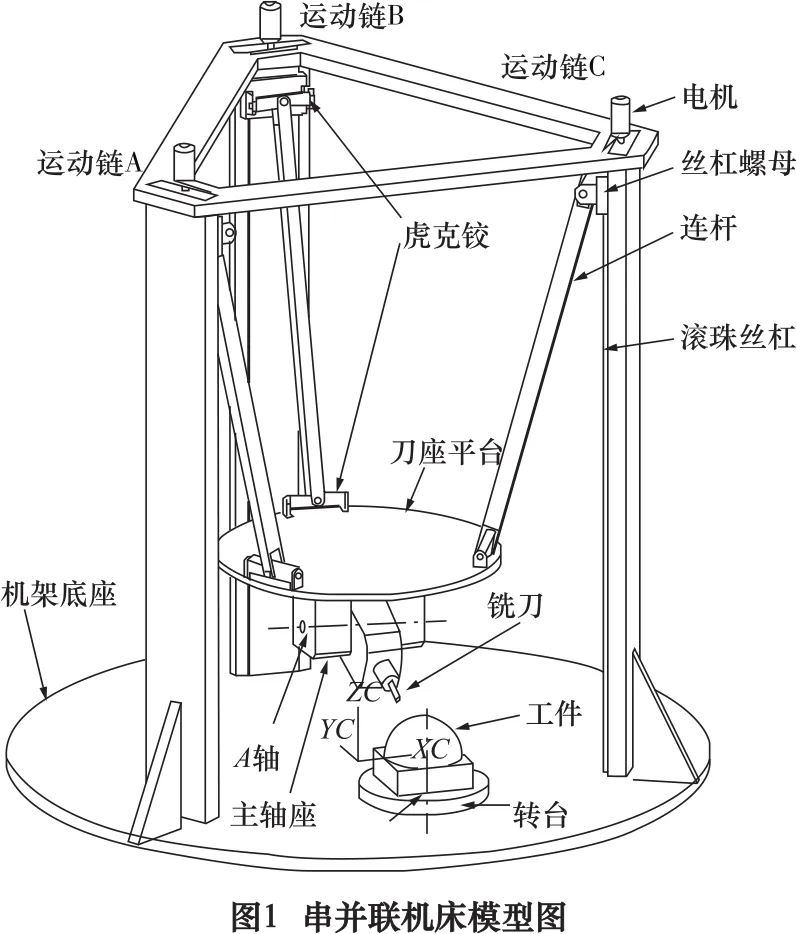
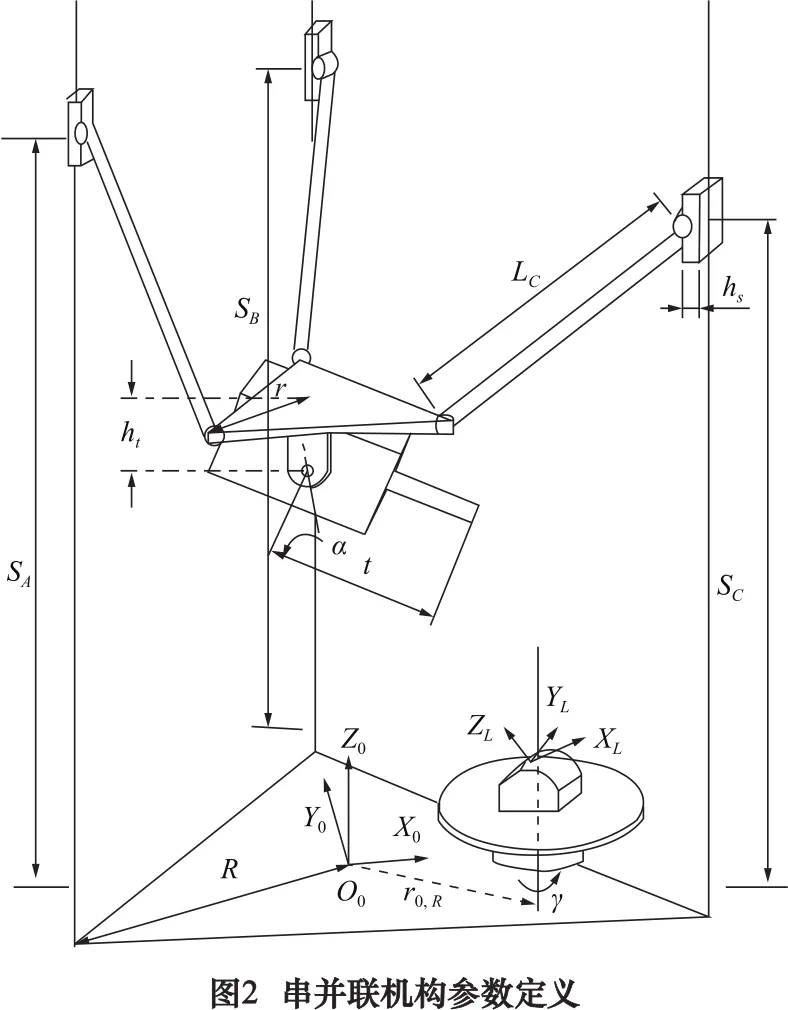
串并聯(lián)機床結(jié)構(gòu)如圖1所示,由三自由度的并聯(lián)機構(gòu)搭載旋轉(zhuǎn)軸A和轉(zhuǎn)臺C軸形成五自由度串并聯(lián)機床。該機床機構(gòu)參數(shù)定義如圖1和圖2所示,三組絲杠螺母中心至基座坐標原點的垂直距離定義為SA、SB和SC,三組滾珠絲杠軸線至機架中心距離均為R,刀座平臺幾何中心與水平轉(zhuǎn)軸A軸的垂直距離為ht;A軸至刀具末端垂直距離為t,刀具可繞A軸旋轉(zhuǎn)角度α為0~90°,旋轉(zhuǎn)平臺可繞C軸旋轉(zhuǎn)角度γ為0~360°;hs為絲杠軸線至虎克鉸中心的垂直距離,LA、LB和LC分別為立柱A、B和C上3個連桿的長度,rOR為基座坐標原點至的轉(zhuǎn)臺坐標原點間距離,rRW表示轉(zhuǎn)臺坐標原點至工件坐標原點間的距離。
圖3所示為立柱A各誤差項定義示意圖,絲杠滑塊(Slide)X和Y向的定位誤差為ΔXAS和ΔYAS,絲杠滑塊的X、Y和Z向的角度誤差分別為 ΔΓAS、ΔΨAS和ΔφAS,虎克鉸 (U-J) 定位誤差為 ΔXAUJ和 ΔZAUJ,虎克鉸角度誤差為ΔΓAUJ,刀座(T-F)定位誤差為ΔXATF和ΔYATF,連桿長度誤差為 ΔLA。
2 運動學逆解誤差模型
建立刀座坐標(XYZ)7相對于基座坐標(XYZ)0的齊次轉(zhuǎn)換矩陣,運動鏈A的坐標轉(zhuǎn)換式為:

式中:

式(1)經(jīng)變換后可得:

式(11)等號左邊表示為:

式(11)等號右邊表示為:

將式(12)和式(13)代入式(11),可得到位置逆解關(guān)系:
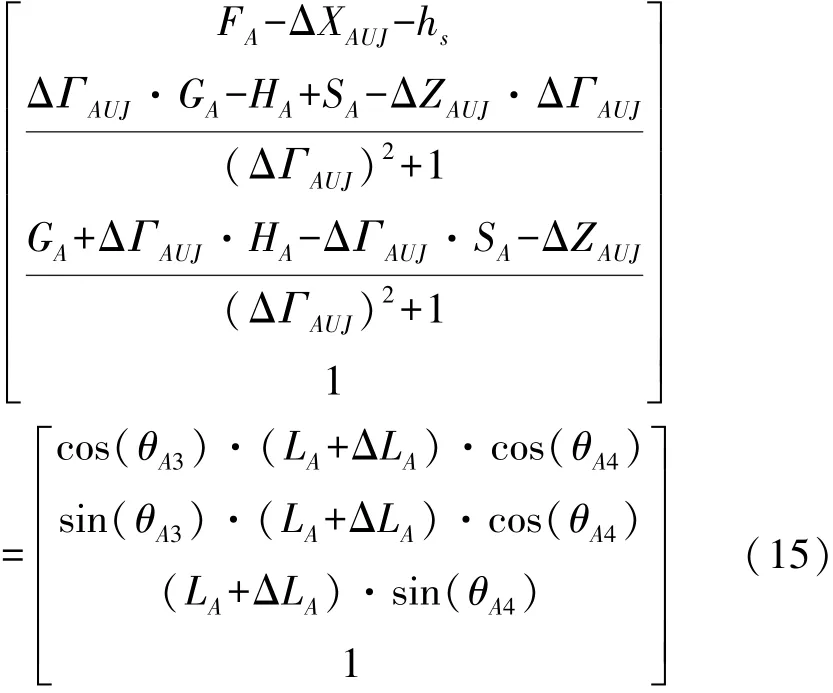
得到運動鏈A驅(qū)動軸進給量SA:

同理可得運動鏈B和運動鏈C的逆解誤差模型。

3 運動學正解誤差模型
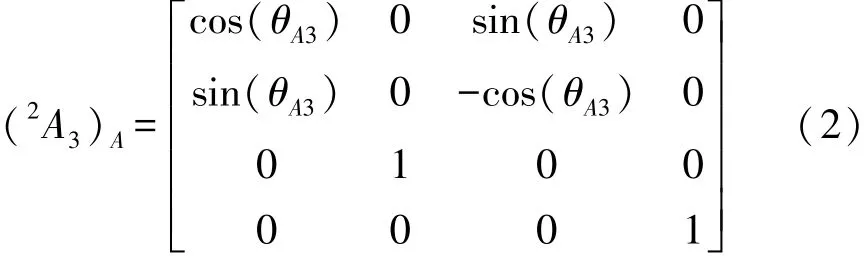
建立刀座平臺上 3個虎克鉸端點 (OU-J)′A,(OU-J)′B和(OU-J)′C相對于基點坐標(XYZ)0的齊次轉(zhuǎn)換矩陣,運動鏈A的虎克鉸坐標為:

同理可得到運動鏈B運動鏈C的虎克鉸坐標,最后利用機構(gòu)的幾何關(guān)系可以求得刀座平臺的幾何中心位置。

由于添加了誤差參數(shù),導致刀座平臺出現(xiàn)位移及傾角,利用刀座平臺上的虎克鉸位置可求得刀座平臺平面的法向量:

其中I′、J′和K′為坐標系統(tǒng){P}在X、Y和Z方向的單位向量。因XP′軸與線段平行,且YP′軸與線段垂直,則I′、J′和K′表示為:

式(22)等式右邊為刀座平臺局部坐標{P}相對于基座坐標{0}的K方位分量,即為刀座平臺平面的法向量。可求得刀座坐標點為:
得到刀具端點為:
式中:(OT-E)X′、(OT-E)Y′和(OT-E)Z′分別為刀具端點的X、Y和Z軸坐標,Px7′、Py7′和Pz7′分別為刀座位置坐標,Kx′、Ky′和Kz′則為刀具平臺方位。 引入誤差參數(shù)會導致刀具平臺傾斜,故引入刀具平臺的平面向量方程作為約束條件,使程序能夠收斂至一定范圍。
4 誤差系數(shù)靈敏度仿真分析
設(shè)定機架上立柱A、B或C各誤差項如表1所示。誤差參數(shù)變化會引起機床的定位精度變化,通過Matlab進行誤差仿真分析,可找出影響機床定位精度較大的誤差系數(shù)。設(shè)定理想模型為邊長0.14 m的正方形平面,根據(jù)推導的正解誤差模型進行仿真切削。工作臺參數(shù)為:R=2 m、LA=LB=LC=2.5 m、hs=0.2 m、ht=0.5 m、t=1 m、r0,R=1 m、rR,W=0.2 m。 將程序仿真出的曲面與理想模型曲面進行比對,判斷各誤差參數(shù)對加工誤差的影響。
通過仿真分析可知,表1中列出的11個誤差參數(shù)中,角度誤差引起的面形誤差均大于位置誤差引起的面形誤差,可見角度誤差對面形誤差的影響較大。各角度誤差項引起的面形誤差范圍如圖4所示,各運動鏈對應的角度誤差相差不大,誤差項ΔΨiS引起的工件面形誤差遠遠大于其他誤差項,最大值達到7.7 mm。

圖5和圖6所示分別為運動鏈A中單獨存在誤差ΔΓAS和ΔLA時的面形誤差值,二者面形誤差區(qū)域均呈現(xiàn)左上右下對稱狀。前者越靠近左上和右下,面形誤差越大,面形誤差最小值處于該對角線的中點處,后者大小變化則相反。

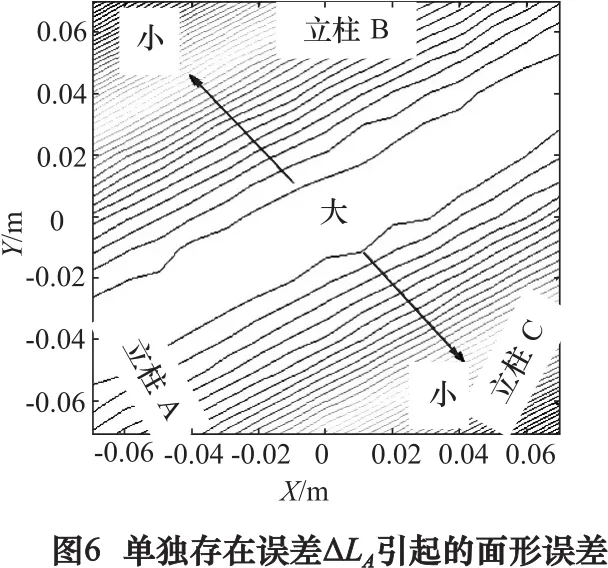
圖7和圖8所示分別為單獨存在誤差ΔΨAS和ΔφAS時的形面誤差值,離運動鏈A越遠誤差值越大,呈斜坡狀趨勢,前者梯度線呈左上右下方向的直線,后者梯度線呈以A柱為圓心的水面波紋狀。圖9所示為單獨存在誤差ΔΓAUJ時引起的形面誤差值,誤差值為左下大右上小的斜坡狀,梯度線呈以右上角為圓心的水面波紋狀。圖10與圖11所示分別為誤差值ΔXAS和ΔXAUJ單獨存在時引起的面形誤差,兩圖很相似,由圖3 D-H坐標設(shè)定可看出,坐標系1和坐標系2的X軸方向相同,因此當在X軸方向產(chǎn)生誤差時,它們引起的刀具端點誤差相似。表明位置誤差在每個加工位置上都會引起誤差,且每個加工位置間的誤差量差距較小,因此找不出明顯的規(guī)律,同時從誤差量可看出位置誤差參數(shù)的影響程度比角度誤差參數(shù)小。



表1 誤差參數(shù)設(shè)定值
5 結(jié)語
(1)根據(jù)推導的逆解和正解模型,將設(shè)定的誤差參數(shù)代入Matlab軟件進行仿真,可得到工件面形誤差值。
(2)機床上并聯(lián)的3個連桿上各自對應的角度誤差項引起的工件面形誤差相差不大。

(3)機床上的角度誤差項中,立柱根部Z向角度誤差參數(shù)ΔΨAS引起的面形誤差最大,0.15°的角度誤差引起的工件表面最大面形誤差達7.7 mm。
(4)機床上位置誤差項對工件面形誤差的影響要小于角度誤差項,7項位置誤差項中,立柱根部X向位置誤差ΔXiS引起的面形誤差最大,1mm位置誤差引起的工件表面最大面形誤差為1.374 4 mm。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學備考)(2020年9期)2021-01-04 00:25:14
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
