分離軸承裝夾機械手的末端結構設計與分析??
2019-03-06 07:11:48王占禮魯冠宏張邦成季春天
制造技術與機床 2019年2期
王占禮 魯冠宏 張邦成 李 爽 季春天
(長春工業大學機電工程學院,吉林長春130012)
汽車離合器是汽車發動機和變速箱中間的橋梁,是影響汽車整體性能和行駛安全性的重要因素。蓋總成作為汽車離合器的關鍵組成部分,它對離合器的壽命及安全可靠性起著至關重要的作用。現行標準要求對生產的汽車離合器蓋總成實現全檢而不是抽檢[1]。在拉式離合器蓋總成的檢測中,待機器人將蓋總成抓取至檢測機指定位置,檢測試驗開始前,需要有個安裝分離軸承裝置的步驟,以此來模擬真實工況下,踩下離合器踏板,分離軸承對離合器蓋總成膜片彈簧的真實作用力,此過程在蓋總成檢測中起著不可或缺的作用[2-3]。為實現此過程,設計了分離軸承機械手及末端結構裝置。此裝置是一種在拉式離合器蓋總成檢測時自動安裝及夾緊分離軸承的機械裝置。
如今,國內的大多數離合器自動檢測線在每個工位都設計了抓取機構,方案支架采用方鋼焊接,為整個抓取機構的移動提供橋梁,但是采用龍門結構,其結構較大,比較笨重,靈巧性較差,占用的生產面積比較大,并且每個抓取機構反復移動,使檢測節拍加大。還有一些中外合資的企業,他們采用通過電磁鐵的通斷電吸附和分離的形式進行分離軸承的安裝及夾緊,此方案雖然運行穩定,比較便捷,但當設備突然斷電時,電磁鐵失去磁性,分離軸承便會突然墜落,損壞檢測設備。基于此種情況,通過對裝卸過程進行分析,設計了機械手和特定分離軸承裝置的結構,此方案解決了抓取裝置存在的體積過大的問題,避免了抓取機構的反復移動,加快檢測節拍;并能夠使分離軸承在下放到指定位置的同時夾緊到檢測機上,實現多個步驟同步化,加快檢測時間,可將人工操作離合器蓋總成檢測試驗機轉變為全自動離合器蓋總成檢測試驗機的裝置,實現了自動放置和夾緊分離軸承等功能[4-5]。
本文以φ430型離合器蓋總成為研究對象,設計了分離軸承裝夾機械手及末端結構和特定分離軸承裝置的結構,在CATIA和HyperMesh中分別建立分離軸承裝夾機械手和特定分離軸承的幾何模型和有限元模型,并在HyperMesh中進行了開合鎖板的強度分析和夾爪的模態分析,得出了零件所受的最大應力、固有頻率及振型。本研究方法與結果可以指導結構的優化設計,對裝置瞬態動力學分析具有重要的指導意義。
1 分離軸承裝夾機械手結構
1.1 整機結構設計與工作原理概述
分離軸承裝夾機械手的總體結構如圖1所示。
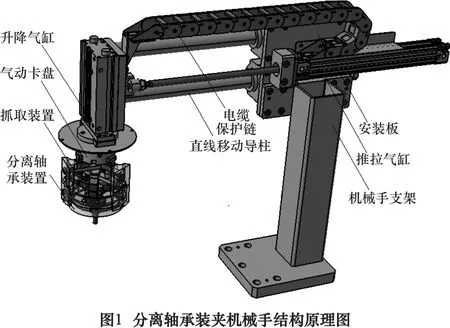
主要結構包括傳動部件:推拉氣缸、升降氣缸、直線移動導柱等;工作部件:氣動卡盤、抓取裝置、分離軸承裝置等;以及一些輔助部件:機械手支架、安裝板、直線導套、電纜保護鏈等。其工作原理是為防止在蓋總成檢測線檢測過程中,分離軸承裝夾機械手阻礙工業機器人的搬運軌跡,利用推拉氣缸和升降氣缸對分離軸承裝置對蓋總成進行安裝和分離,待工業機器人把蓋總成安裝到檢測機指定位置后,工業機器人離開安裝位置,此時,推拉氣缸把分離軸承裝置推出,升降氣缸下降,即可把分離軸承裝置安裝到蓋總成上指定位置對蓋總成進行檢測,待檢測結束后,升降氣缸和推拉氣缸再將分離軸承裝置取下并退回到原始位置,工業機器人則取走已檢測的蓋總成,等待下一個蓋總成的檢測。
1.2 抓取裝置結構設計
抓取裝置是分離軸承機械手的重要工作部件,其結構主要包括氣動卡盤、夾爪、鎖板推拉桿和推拉塊,如圖2所示。
抓取裝置由推拉塊、鎖板推拉桿和夾爪通過螺栓連接組成。當三個夾爪通過氣動卡盤外移,釋放分離軸承時,推拉塊通過鎖板推拉桿向內移動,卡瓜外移和推拉塊內移同時進行,由此把分離軸承鎖緊在下方剛安裝好蓋總成的檢測機分離拉桿上,以此對蓋總成進行檢測試驗。試驗結束后,夾爪向內移動夾緊分離軸承裝置,同時推拉塊外移,松開了鎖緊在分離拉桿上的分離軸承裝置,隨后分離軸承裝置通過氣缸移動,離開檢測位置,工業機器人隨即取走蓋總成。
1.3 分離軸承裝置結構設計
在傳統的檢測過程中,待分離軸承放入后,為保證分離軸承固定在分離拉桿上來進行檢測試驗,還需要放上鎖緊螺母并且旋轉90°,動作較多且繁瑣,并且對放入的精確度要求很高。因此,需對汽車分離軸承進行特定的改進,來實現分離軸承自動固定在分離拉桿上。所設計的分離軸承裝置如圖3所示。
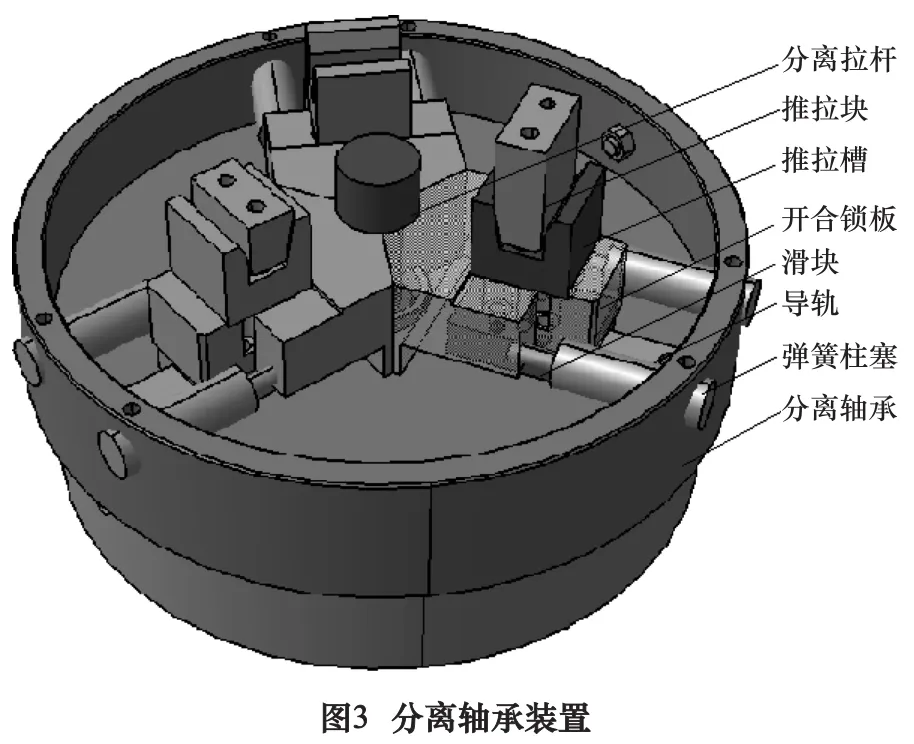
分離軸承裝置的組成部分主要包括:3個推拉槽、3個開合鎖板、3個滑塊、3個導軌和6個彈簧柱塞,通過螺栓進行連接。利用彈簧柱塞的彈力把作用于滑塊上的開合鎖板鎖緊到分離拉桿上,分離拉桿通過開合鎖板帶動分離軸承進行移動,以此進行蓋總成檢測試驗。其工作原理是在初始狀態中,當抓取裝置的夾爪夾緊分離軸承時,推拉塊帶動推拉槽把開合鎖板移至彈簧柱塞的壓緊狀態,待抓取機構把分離軸承裝置移動到檢測機指定位置后,夾爪外移,同時帶動推拉塊通過鎖板推拉桿向分離軸承裝置中心移動,此時3塊開合鎖板把分離軸承裝置鎖緊在分離拉桿上,便可進行蓋總成檢測試驗。此過程中開合鎖板通過導軌和滑塊進行移動,可有效減小移動過程中的摩擦,防止因摩擦的振動產生機構的共振導致檢測精度下降。檢測過程中彈簧柱塞的彈力使3塊開合鎖板夾緊在分離拉桿上,防止因分離拉桿拉動分離軸承裝置時,由于較大的壓緊力造成開合鎖板的移動,導致檢測精度降低。此彈簧柱塞選取的型號為PJLS10-10,其負載范圍是2.9~19.6 N。
1.4 檢測機總體結構
為實現檢測機的全自動檢測,并保證檢測節拍,所設計的檢測機及分離軸承自動裝夾機械手總體結構如圖4所示。此方案解決了如今大多數抓取裝置存在的體積過大、靈巧性差的問題,避免了抓取機構的反復移動,加快檢測節拍;解決了放置和夾緊分離機構不能同時進行的問題,使分離軸承在下放到指定位置的同時夾緊到檢測機上,實現多個步驟同步化,加快檢測時間,提高了檢測效率。

2 有限元技術的分析流程
有限元技術是在當今工程分析中應用最廣泛的數值計算方法。它具備的通用性和有效性,已使其受到工程技術界的高度重視。有限元方法的基本思想是用較簡單的問題代替復雜問題再求解,它將求解域看成是由許多稱為“單元”的小的互連子域組成,對每一個單元假定一個近似解,然后推導并求解這個域總的滿足條件,從而得到原問題的解[6]。標準的有限元分析流程如圖5所示。

3 有限元模型的建立與分析
3.1 基于HyperMesh有限元網格的劃分
有限元模型為計算提供所有原始數據,數據直接影響計算結果的準確性,并且建立有限元模型所花費的時間約占整個分析時間的70%左右。由此可見,建立正確可靠的有限元模型是一項極為重要且復雜的工作,因此,有必要采用專業化的有限元前處理工具來建立有限元模型,以提高建模速度和建模質量。HyperMesh的主要功能體現在可通過一系列處理把幾個模型轉化為高質量的有限元模型,為精確高效的有限元分析打下基礎[7]。
通過CATIA軟件進行分離軸承裝置的三維建模,然后導入HyperMesh軟件進行前處理,在有限元軟件的研究對象中存在一些對分析結果不產生影響但影響網格劃分的細小結構,比如在建立有限元模型時通常忽略倒角、沉頭孔、螺紋孔等結構。為避免后續網格劃分過程中產生過小單元的可能,將倒角、圓角去除,沉頭孔改為通孔,螺紋孔改為簡單孔[8]。
在有限元中,為了提高計算精度,一種辦法是增加離散單元的數量,另一種就是使用更高精度的單元。實體網格劃分包括四面體單元和六面體單元,四面體單元精度差,但是適應性強,六面體單元精度相對較高,但是很多復雜零件是很難完全用六面體網格離散的,這時候就不得不使用四面體網格進行離散。因此,我們應用四面體與六面體網格耦合的方式來進行單元的劃分,比如在需要重點考慮的部位,通過幾何切分,將其切分為規則體,然后劃分六面體網格,在不太關心的位置使用四面體進行離散。兩種網格的分界面通過綁定等進行約束。
分離軸承裝置中的開合鎖板對分離試驗的檢測精度有較大影響。分離試驗開始時,分離拉桿的拉力直接作用于開合鎖板,如果開合鎖板因剛度不足而變形,將導致分離指位移測量失真,因此,開合鎖板作為關鍵部件亦需進行有限元分析。
將簡化后的開合鎖板進行特性切分,使切分后的幾何特征能夠進行映射網格劃分,或者掃略生成六面體網格。使用Geom面板下的Solid edit卡片,將開合鎖板在最復雜的面上進行切割,以滿足映射、拉伸或掃略的要求。利用3D Solid Map面板,可進行單個體或多個體的映射網格劃分[9]。開合鎖板、滑塊、導軌由六面體網格劃分,其他非重點部件由四面體網格劃分,劃分后的網格如圖6所示[10]。分離軸承裝置各零件的網格單元類型、大小、數量以及節點數量如表1所示。

表1 分離軸承裝置網格參數

完成網格劃分后,要對網格進行連續性檢查和質量檢查。在Faces卡片下的preview equiv可查看網格連續性,通過Check element-3D可查看單元質量。檢查的質量結果包括(不合格百分比):warpage(翹曲)0,aspect(長寬比)0,jacobian(雅克比),skew(扭曲)0,min angle(最小角)2%,max angle(最大角)2%[11]。
3.2 材料屬性的設置
在進行網格劃分后需要進行材料屬性的添加,根據選擇的材料,開合鎖板的材料為45號鋼,通過查閱資料可得到45號鋼性能如表2所示。
表2 45號鋼性能參數
3.3 約束、載荷、工況的設置
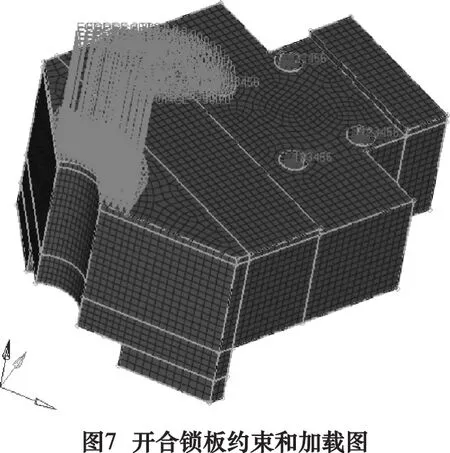
開合鎖板通過上部的兩個螺栓和推拉槽進行連接,下部的和導軌通過兩個螺釘進行連接,所以4個孔邊界的6個自由度應都被約束。開合鎖板的載荷最大在800 N,為保證安全,負載設定為900 N,負載由三個開合鎖板共同承擔,即每一開合鎖板受力為300 N。分離拉桿作用在每個開合鎖板的作用面積約為50 mm2,即每個開合鎖板在作用面積內所受到的壓強為6 MPa,并且HyperMesh中有直接對整個有限元模型施加重力加速度的設置,以模擬有限元單元受重力場作用的功能,重力加速度的方向為Z軸的負方向,重力加速度g=9 800 N/t。開合鎖板受到的約束和載荷具體如圖7所示。
3.4 應力計算結果與數據分析
靜力分析用于求解在固定載荷不變作用下結構的應力和位移等,不需要考慮慣性和阻尼的影響。但靜力分析可以包含穩定的慣性力(如重力、離心力等),以及能夠被等效為靜態載荷隨時間變化的載荷(如等效靜力風載和地震載荷)。
在HyperMesh軟件的optistruct模塊對所建立的有限元模型進行求解,經模擬運算得到開合鎖板的位移分布云圖和應力分布云圖,如圖8和圖9所示。
從位移云圖可以看出,最大變形發生在開合鎖板中心孔處,這主要是因為對分離軸承裝置加載時,開合鎖板中心孔外邊緣處會受到分離拉桿的作用,然后將力傳遞到分離軸承及開合鎖板機構,開合鎖板的最大偏移量為:DMX=0.00 147 mm,變形量符合要求,剛度滿足要求,開合鎖板不會產生明顯變形。
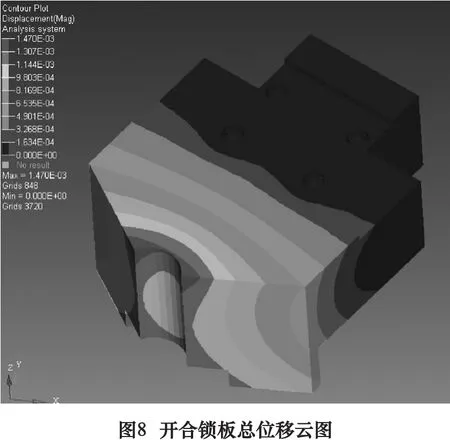

最大應力發生在螺釘安裝處和中心孔邊緣處,最大應力值13.97 MPa,開合鎖板材料為45鋼,屈服極限σs為355 MPa,最大應力值小于材料的屈服極限,開合鎖板滿足強度要求。
4 夾爪的模態分析
模態分析是利用系統固有頻率或特征向量的正交性,用各階特征向量組成的振型矩陣作為變換矩陣,將坐標系進行線性變換,令相互耦合的線性方程在新的模態坐標系下變為一組相互獨立的線性方程,從此獲得固有頻率和特征向量[12]。
研究的結構模態是結構本身的特性與材料特性所決定的,與阻尼等條件無關。結構的無阻尼自由振動方程為

式中:[M]為結構質量矩陣;[K]為結構剛度矩陣;{}為節點加速度矢量;U為節點位移矢量。
對于線性系統,自由振動為簡諧形式[13]:

式中,{φ}i為第i(i=1,2,…,n)階固有頻率對應的特征向量,即振型;ωi為第i階固有圓頻率,rad/s;t為時間。
通過模態分析,可以為設備的振動故障診斷和結構的優化設計提供依據。夾爪是夾持分離軸承裝置的最關鍵部件,其共振不僅會造成設備發出噪聲,還會因振動過大導致分離軸承裝置掉落,造成試驗臺的損壞和檢測過程的停止[14]。因此需要對夾爪進行模態分析,通過模態分析可以獲得夾爪的固有頻率和振型。在實際情況中,低階頻率對動態特性影響較大,故只求解夾爪的前六階振型和固有頻率。夾爪通過上方的一個螺栓和邊側的兩個螺栓進行固定,所以將這三處限制為ALLDOF(即約束所有位移),得到的夾爪前六階固有頻率與振型描述如表3所示。
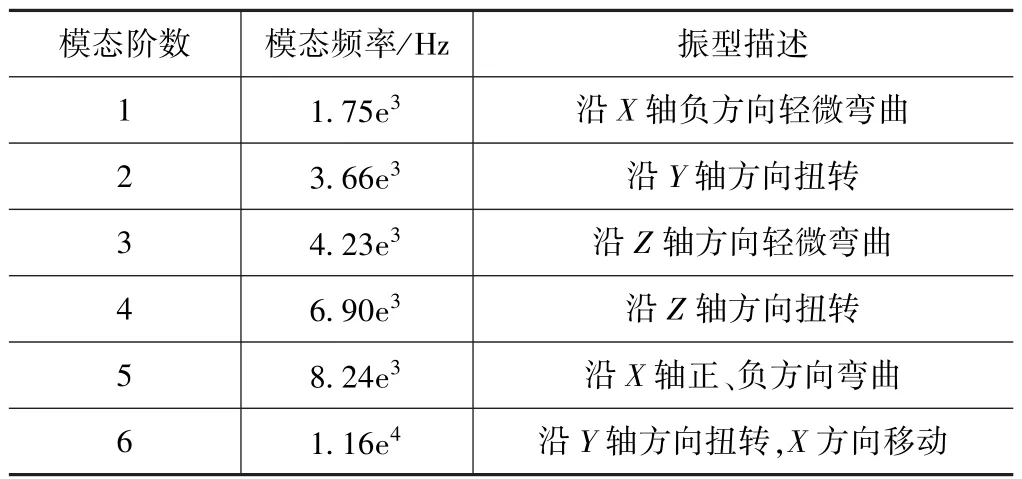
表3 夾爪固有頻率與振型描述
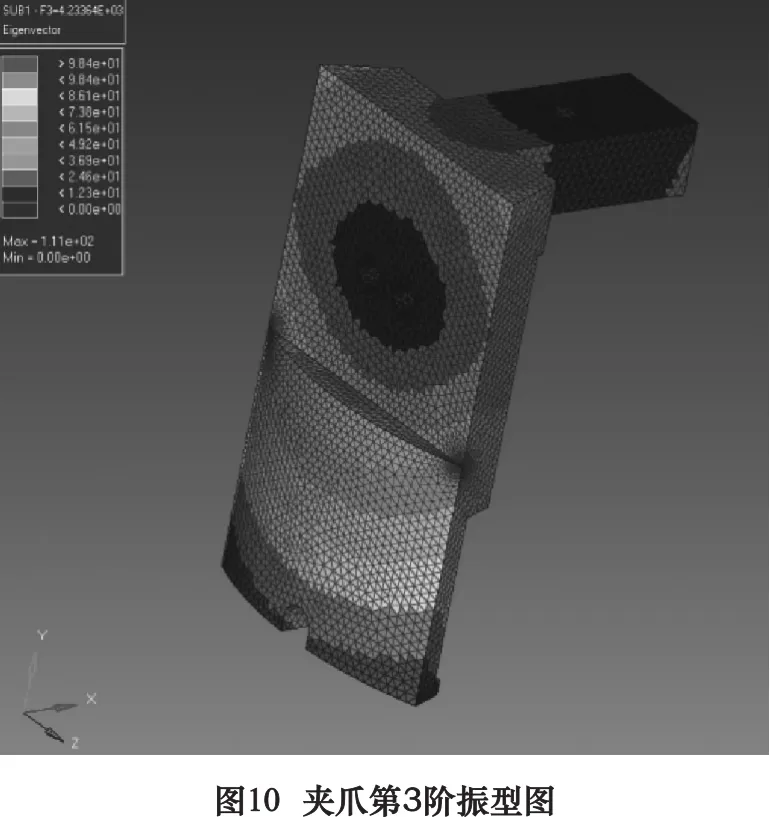
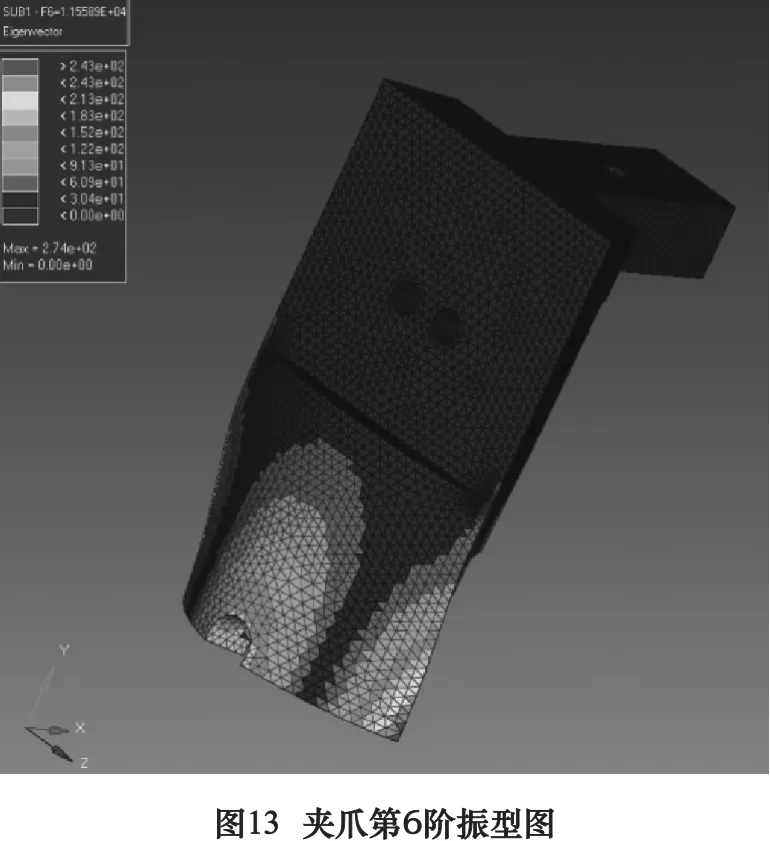
第3階到第6階的振型圖分別如圖10~13所示。由振型圖可以得出第3階是夾爪沿Z軸方向水平往復移動,產生水平的輕微晃動;第4階是復合振動振型,沿Z軸方向扭轉并沿X軸正方向輕微移動;第5階是夾爪下方兩邊沿X軸相反方向移動;第6階是夾爪下方沿Y軸方向扭轉,X軸方向移動。在模態階次和模態階數的遞增關系中,夾爪頻率變化平穩,無突變現象。夾爪的第1階頻率為1 750 Hz,檢測機在平常工作中的平均轉速為1 200 r/min,最高轉速為1 500 r/min。由此可見,該夾爪的第1階頻率高于檢測機的激振頻率,故不會發生共振的問題,說明夾爪的動態特性滿足使用要求[15]。


5 結語
本文以分離軸承裝夾機械手及特定末端結構為研究對象,設計了其機械結構并應用CATIA軟件對整個裝置進行幾何模型的建立。基于HyperMesh對分離軸承裝置的開合鎖板和夾爪進行有限元分析,結果表明:
(1)設計的分離軸承裝夾機械手及特定末端裝置實現了分離軸承裝置的自動安裝和分離并使分離軸承自動夾緊在分離拉桿上,解決了放置和夾緊分離機構不能同時進行的問題,實現多個步驟同步化,加快檢測時間,提高了檢測效率保證了檢測節拍和設備的可靠性。
(2)設計的裝夾裝置結構簡單,重量較輕,靈巧性較好,解決現今大多數夾持裝置結構較大、笨重、靈巧性較差的問題,縮短了抓取的路徑,加快了檢測時間。
(3)根據仿真分析,裝夾結構末端裝置的開合鎖板所受的最大應力值遠小于其材料的許用應力值,說明該設計滿足自身強度要求,設計合理。
(4)通過模態分析,得到了機械手夾爪的前6階固有頻率和振型,結果表明夾爪的第1階頻率高于檢測機的激振頻率,故避免了共振的影響,保證了檢測過程的穩定性和可靠性。
綜合而言,設計了分離軸承裝夾機械手及末端結構,改善了現今大多數檢測線裝夾過程笨重、靈巧性差,難以實現多個步驟同步化的問題,提高了檢測效率;并對設計裝置的關鍵部件進行了有限元分析,驗證其設計的合理性,為我們在類似產品設計中提供重要的參數,為改進結構設計及裝置瞬態動力學分析提供理論依據,同時也為深入研究相關問題奠定基礎。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
海峽科技與產業(2016年3期)2016-05-17 04:32:12
現代企業(2015年9期)2015-02-28 18:56:50
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
