2.25Cr-1Mo-0.25V鋼焊縫擴散氫分布試驗
2019-03-05 11:12:06,,,,
壓力容器
2019年1期
關鍵詞:焊縫
,,,,
(二重(德陽)重型裝備有限公司,四川德陽 618000)
0 引言
某公司承制的大型加氫反應器,主體材料主要為2.25Cr-1Mo-0.25V。在制造過程中,筒體之間環縫及筒體與封頭之間連接焊縫多采用焊后消氫處理來替代中間消應熱處理,此做法均參考了國外的技術參數,但從未深入研究過2.25Cr-1Mo-0.25V鋼焊接接頭內部擴散氫的分布狀態及最佳的后熱消氫工藝。
本次試驗正是對上述問題開展的基礎研究。對厚度150 mm的2.25Cr-1Mo-0.25V鋼焊縫在不同后熱狀態下、不同部位的擴散氫含量進行檢測,得到不同后熱工藝狀態下擴散氫的變化規律及最佳的焊后消氫工藝。
1 試驗要求
按照預定試驗方案開展系列試驗。試驗過程中采用的試板為某公司生產的2.25Cr-1Mo-0.25V鍛件,試驗中涉及的鍛件均由同一批號的試板加工而成,試驗中采用的焊材也均為同一廠家、同一批號的焊材。
試驗共進行7組(A,B,C,D,E,F,G)不同后熱狀態下的試板焊接,每組試驗焊接試板厚度150 mm,長度600 mm。7組試板焊前預熱溫度、焊接規范參數、分割、入爐時間、出爐入水冷卻時間均相同,焊后按照預定的工藝步驟進行固氫、試樣制備、擴散氫測量。其各組試板的后熱要求及說明如表1所示。
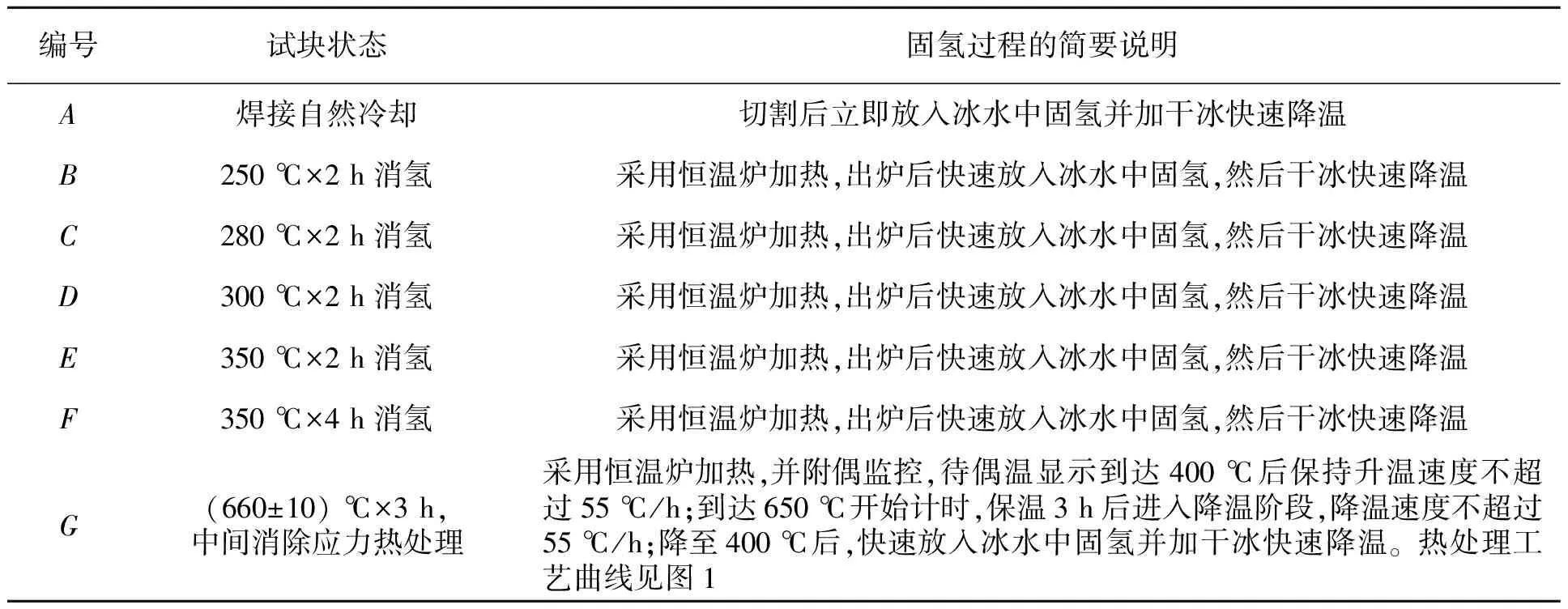
表1 A~G組試板不同后熱狀態的工藝要求及說明

圖1 中間消應熱處理工藝曲線
2 擴散氫試樣的制備及固氫過程
2.1 試板組對
每種狀態下的試板組對情況如圖2所示。在焊接完成后較短時間內,快速從中間位置將焊接試板分割為2部分,一部分用來進行擴散氫的測量;另一部進行其他試驗研究。……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
燕山大學學報(2014年2期)2014-03-11 15:28:16
