鉭絲生產(chǎn)中常見質(zhì)量缺陷成因分析
2019-03-05 03:08:18童澤堃李樹榮
世界有色金屬 2019年23期
童澤堃,李樹榮
(1.寧夏東方鉭業(yè)股份有限公司,寧夏 石嘴山 753000;2.西北稀有金屬材料研究院寧夏有限公司稀有金屬特種材料國家重點實驗室 寧夏 石嘴山 753000)
鉭絲生產(chǎn)工藝路線最終用途的不同,可以采用電子束熔煉錠來制坯,還可以采用粉末冶金方法來制取,目前的粉末冶金方法因為其成本低、損耗小,成材率高被作為制作電容器級鉭絲的首選。粉末冶金法生產(chǎn)鉭絲的工藝路線一般為:鉭粉→等靜壓成型棒坯→燒結(jié)→軋制→退火→多次拉拔→清洗→精繞→檢驗發(fā)貨[1]。生產(chǎn)過程中常見的質(zhì)量缺陷主要有:表面毛刺(坑點)、表面溝槽、表面黑道(黑點)、表面熔、涂層顏色異常、拉絲波紋、平直度差等。產(chǎn)生質(zhì)量缺陷的因素繁多,一些可以通過過程控制,把缺陷因素控制在一定的范圍,而一些卻難以實現(xiàn)穩(wěn)定值,而是隨著原料用粉構(gòu)成、季節(jié)等都有反復(fù)的增減,形成了缺陷的主因,本文在全面了解眾多缺陷因素外,欲通過分析找出造成主因的關(guān)聯(lián)因素,把指標(biāo)降低或控制在一定的范圍[2]。
1 鉭絲表面毛刺(坑點)
毛刺是絲材加工中出現(xiàn)的較為常見的質(zhì)量缺陷,通常毛刺與坑點是伴生出現(xiàn)。生產(chǎn)加工過程中通過采用兩輥不可逆孔型縱軋方式,鉭棒由開坯到中軋、成品軋制,中間經(jīng)過三個不同尺寸軋機完成,孔型采用型設(shè)計,每孔型道次加工率大約為5~30%。在加工中加工件表面質(zhì)量與加工中孔型的充盈、軋輥錯輥,輥縫的間隙等都有直接關(guān)系,經(jīng)常會產(chǎn)生軋制中常說的“耳子”,這些問題的產(chǎn)生再經(jīng)過反復(fù)軋制后包裹在一起,在后期拉拔中呈現(xiàn)出來,這是產(chǎn)生毛刺的直接因素(圖1)。所以,過程中修料和成品酸洗是降低毛刺的有效措施之一。
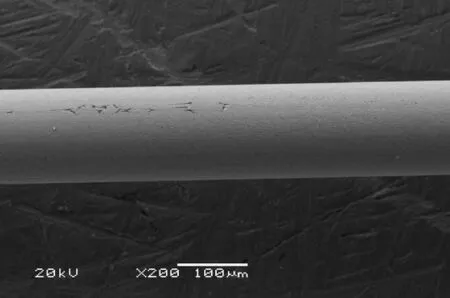
圖1 200倍表面毛刺(坑點)SEM圖片

圖2 鉭粉比例不同帶來 軋制開坯的開裂
另外,在鉭絲原料的調(diào)配上也是影響毛刺的重要組成部分,一般鉭絲用鉭粉調(diào)配是由三種粉構(gòu)成:原粉或熱處理粉、等靜壓粉、氫化粉。這三者調(diào)制的比例決定了鉭絲用粉的松裝密度、平均粒徑以及燒結(jié)棒燒后密度,由于這三種粉的使用的比例對成本的降低影響很大,所以,這三種粉使用比例將長期存在且隨著三者占比的不同,直接表現(xiàn)的就是軋制中開裂現(xiàn)象(圖2)。在實際工作中評判調(diào)配的原料除了雜質(zhì)含量外,還有松裝密度是否合適,松比小的流動性差,在裝粉時包套的氣體不易排出,單根重量難以保證,松比過大,同樣難以裝包套成型,影響成型后的鉭坯料需要的幾何尺寸、單根重量等,進而不能滿足燒結(jié)工藝控制尺寸要求[3]。往往在此期間,這些不滿足的因素會在燒制過程中會產(chǎn)生許多缺陷,如條熔斷、碰保溫套、端頭熔斷等。而這些缺陷處理不當(dāng)進入生產(chǎn)線,對后期加工帶來毛刺和空心以及開裂。
2 鉭絲表面溝槽
生產(chǎn)過程中出現(xiàn)表面溝槽,作為鉭電容陽極引線是致命的,若表面粗糙或有傷痕,在生產(chǎn)和浸漬硝酸錳時,可能因毛細管作用而爬升(而后二氧化錳沉積在引線上),尤其鉭絲通過爬酸試驗驗證絲材表面的光潔度。造成表面溝槽的成因很多(圖3)。就目前鉭絲的生產(chǎn)工藝而言,可以分為軋制過程;表面處理;模具的修制;拉拔過程;不經(jīng)意間人為等造成;而往往形成連續(xù)單面溝槽的可能性是拉絲所致,拉絲模具的中心線與絲材不能形成垂直,有時呈現(xiàn)出了切線角度,模具與絲材在拉拔過程中受力不均勻,影響潤滑效果,會使單面磨損嚴重造成拉拔溝槽[4]。
3 鉭絲表面黑道、黑點
對于現(xiàn)有的工藝,表面黑道黑點的產(chǎn)生在軟態(tài)絲體現(xiàn)的較為明顯,換句話講,鉭絲在通過熱處理爐連續(xù)退火,在經(jīng)過密繞后表面不時出現(xiàn)黑點和黑道(圖4)。這一問題的出現(xiàn)與不同的鉭絲表面處理方式殘留物及潔凈程度有直接關(guān)系,近期在研究中發(fā)現(xiàn),黑點黑道與原料的化學(xué)雜質(zhì)的含量也有關(guān)系[5]。
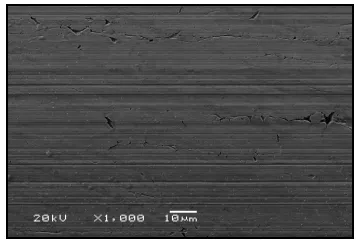
圖3 鉭絲200倍下的SME表面溝槽
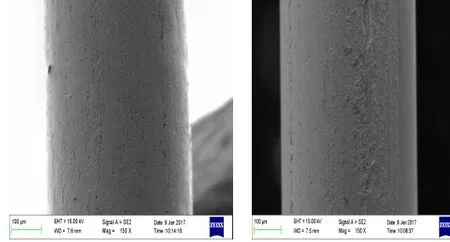
圖4 鉭絲表面的黑道黑點
4 鉭絲表面熔
所謂表面熔也都發(fā)生在軟態(tài)絲表面的質(zhì)量表征,在放大鏡下可以看到連續(xù)的坑點,分析原因為熔表面聚集大量Fe的存在,在經(jīng)過1500℃~2000℃度穩(wěn)定處理情況下,富集表面的Fe熔化,形成了連續(xù)坑點,究其主因是鉭粉原料在生產(chǎn)過程中Fe的存在,在制粉中磁選不充分,致使Fe含量過高,后期加工導(dǎo)致“表面熔”的主要成因之一(圖5)。
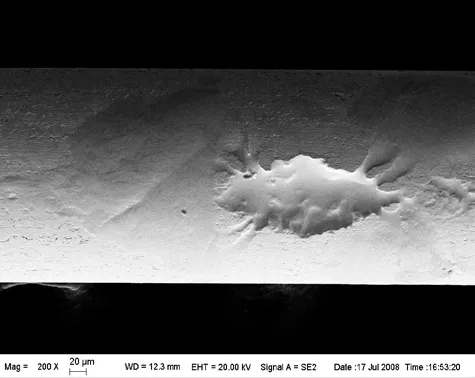
圖5 鉭絲表面熔
5 鉭絲表面涂層顏色異常
這種異常大多體現(xiàn)在軟態(tài)絲上,而出現(xiàn)的這一因素的原因是由本身的工藝決定的。在拉拔前要通過退火消除加工硬化并凈化絲材表面,再經(jīng)過表面處理形成保護膜,便于后期的粗拉,后再經(jīng)過清洗后退火,經(jīng)過表面處理再次形成滿足拉拔的保護膜。形成顏色的問題,就是在加工中,絲材表面不潔凈,退火后的絲材表面不注意保持潔凈,在經(jīng)過一定溫度的表面處理,表面顏色就會與潔凈表面有了差異,這種差異在成品退火密繞后方能察覺。此外,顏色的異常與中間退火的溫度也密不可分,當(dāng)退火溫度低時,成卷的絲材在退火爐內(nèi)經(jīng)過輻射加熱時,絲材表面的氧化膜或污物揮發(fā)不徹底,在后期保護膜形成不利,造成表面顏色異常的幾率增加。
6 退火后鉭絲彎曲
這里所說的退火后彎曲,是指成品在連續(xù)退火爐內(nèi)按照用戶要求控制力學(xué)性能(機械強度、延伸率),在收線盤上形成的不間斷的彎,這種彎的形成與放線、收線以及上道工序——清洗的收線質(zhì)量有關(guān)(是否收線到邊,是否夾絲等)。為避免問題的發(fā)生,通常在每一層收線的收線盤上鋪墊紙張進行分層,消除退火彎的形成幾率。
7 拉絲波紋
這種缺陷的形成主要是拉拔在長期連續(xù)拉拔過程中收線轉(zhuǎn)股表面形成了拉拔溝槽及張力擺桿不匹配,在后期未檢查到或為調(diào)整到繼續(xù)拉拔就產(chǎn)生波紋,另一方面,拉拔過程中成品模具的放置角度異常也會有波紋產(chǎn)生。
8 線徑與繞線直度差
通常體現(xiàn)在絲徑較細且硬態(tài)產(chǎn)品中。絲徑越細,在電容器成型過程中,壓制陽極塊易碰彎,為此,使用較硬的鉭絲,實際上也是趨勢,但直徑越細,越硬,就越難控制和矯直,越硬也使成型切斷刀片更快變鈍,但硬絲比軟絲易于清洗,切口平滑。在成型過程中,鉭絲需要有相當(dāng)?shù)拇怪倍龋阌趬喝脬g塊中心,電容器廠家對鉭絲的曲率要求很嚴,為達到要求,在絲材生產(chǎn)各工序都很仔細,特別是對精繞過程,硬態(tài)絲比軟態(tài)線難以矯直,所以,給鉭絲生產(chǎn)帶來困難,因為,細鉭絲是在張力下纏繞在較小直徑的線盤上,一些殘余曲率是不可避免的,特別是長期儲存情況下,會出現(xiàn)曲率增大,甚至亂絲,造成質(zhì)量問題。
9 結(jié)語
鉭絲按現(xiàn)有的工藝生產(chǎn),出現(xiàn)上述眾多質(zhì)量問題,經(jīng)過長期的實踐證明,這些質(zhì)量的存在是不可避免的,有些是伴生存在的,出現(xiàn)上述問題原因是復(fù)雜的。近幾年,由于市場價格成為了競爭的重要原因,鉭絲逐漸向高品質(zhì)低成本的格局邁進,如增加成本低的鉭粉比例、減少鉭粉過程處理的程序、減少原料在生產(chǎn)中的損耗等手段,以此降低鉭絲原料成本,提高鉭絲市場競爭力,這些新變化都是造成上述質(zhì)量的原因,也是不可預(yù)見的質(zhì)量隱患。這些質(zhì)量問題的產(chǎn)生是不可規(guī)避的,在進行嚴格控制的前提下,各項質(zhì)量缺陷產(chǎn)生的幾率都會有所降低,但欲徹底改變或杜絕是不可能的,在一定時期這些質(zhì)量缺陷最終形成一個相對穩(wěn)定的比例,才構(gòu)成了現(xiàn)有鉭絲的成材率和總收率相對穩(wěn)定的指標(biāo)。
猜你喜歡
西北工業(yè)大學(xué)學(xué)報(2022年2期)2022-05-11 07:50:12
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國機械工程(2018年14期)2018-09-22 01:14:04
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
江西理工大學(xué)學(xué)報(2015年3期)2015-12-22 05:26:21
