關于鋁合金車頂模塊的研制
2019-03-04 10:05:42劉菲菲宋恒昌郭雪艷
世界有色金屬 2019年22期
劉菲菲,宋恒昌,郭雪艷
(叢林集團有限公司,山東 龍口 265705)
鋁合金車體承載結構采用與大型中空鋁合金型材組焊而成,車體為整體承載結構,由底架、側墻、車頂、端墻、司機室組成;
鋁合金車頂為鋁合金車體的重要組成部分,具有重量輕,耐腐蝕的特點。隨著鋁合金型材的廣泛應用,鋁合金車體結構具有輕量化、便于檢修、工藝性佳的優點。
1 組成結構
車頂組成由受電弓安裝組成、空調安裝組成、車頂板、廢排安裝座組成,車頂板采用大型通長雙面擠壓鋁合金型材插接結構,材質均為EN AW-6005A-T6,采用縱向拼接整體焊縫;通長擠壓型材上適當位置設的T型槽,用于頂板等內裝部件的安裝。車頂外表面設置空調安裝座用于空調的安裝。本車采用空調安裝座結構,無空調平臺結構。在Mp車一位端設置受電弓安裝座,用于受電弓安裝。
此鋁合金車頂結構優點:通用性強,強度大,剛度高,抵抗變形能力強,可以實現規模化生產,提高生產效率。
2 工藝
鋁合金車頂焊后對輪廓度有嚴格的要求,而產品經過焊接后一定會產生不同程度的變形,因此,需要制作工作試件,測量焊縫收縮量和焊接變形量,根據記錄的數據,綜合焊接質量,確定焊接組裝尺寸;為了控制焊接變形,保證工件焊后尺寸,為此制作鋁合金車頂自動焊接工裝,同時,需要在作業規范中明確反變形量。為避免熱輸入過大和集中,制定合理的焊接參數和焊接順序。
為保證鋁合金車頂受電弓、空調等部件的安裝,對受電弓安裝座、空調安裝座、密封槽口分別采用了不同的工藝措施,以抵消焊接變形的影響。
2.1 生產工藝流程
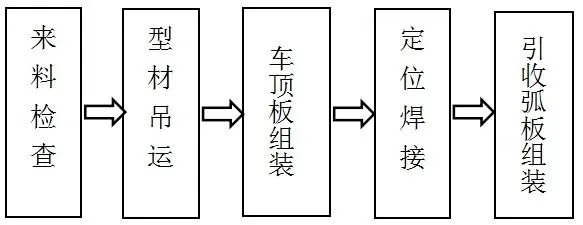
(1)車頂板組裝工藝流程:
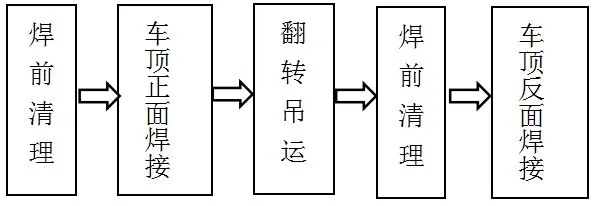
(2)車頂板焊接工藝流程:
(3)鋁合金車頂調修
(4)車頂整體加工
(5)車頂零件組焊:

工序流程圖
2.2 鋁合金車頂自動焊接工裝
鋁合金車頂自動焊接工裝采用正反位焊接的設計結構,為可調式焊接工裝(見圖1、圖2),能夠根據產品寬度和高度的不同,進行快速調節,將反變形量調整結構設置成螺栓調解方式,可以實現反變形量的靈活精確調整,方便更換,以適應不同弧形的產品[1]。
鋁合金焊接工裝結構包括焊接橫梁、符形板支座、支撐車頂型材的符形板、橫梁兩側的壓緊裝置,其中反位自動焊焊接工裝包括反變形絲頂。符形板支座,是連接橫梁與符形板的裝置;支撐符形板時將工藝放量計算在內,為了更好的貼合組對時車頂輪廓度;為了避免鋁合金車頂的劃傷,需增加尼龍塊,厚度不小于30mm,以避免對工件的劃傷。通過這些方案可以實現:
(1)保證鋁合金車頂組焊寬度方向的放量尺寸;
(2)保證車頂的輪廓度,減少焊接變形;
(3)工裝結構簡單,鋁合金車頂組裝便捷,成本低,效率高。
圖1 鋁合金車頂焊接工裝-正位

圖2 鋁合金車頂焊接工裝-反位
2.3 制造過程
(1)利用車頂專用吊具將車頂型材依次吊入車頂正位組焊工裝上。使用5m鋼卷尺檢查車頂寬度,使車頂寬度滿足(+8,+10)mm,車頂外輪廓與R形樣板間隙不大于2mm。壓緊側面壓緊裝置,使車頂板與工裝符形板調整車頂正組工裝,檢查車頂寬度和輪廓度,使車頂寬度和車頂輪廓尺寸滿足公差要求。壓緊側面壓緊裝置,使車頂板與工裝模板貼合。保證車頂板插口上下錯邊量不大于0.5mm,若錯邊量超差,在車頂板與工裝之間增加不銹鋼薄墊片進行調整至符合要求。定位焊道20mm范圍進行焊前清理,清除鋁合金表面氧化膜,鋁合金表面打磨露出金屬光澤。采取最優的自動焊接程序,先焊接焊道2、3,再焊接1、4(見圖3),根據焊接規范要求焊接車頂外側焊縫。焊接完成后清理黑灰,冷卻至室溫后,松開各處壓緊。

圖3 正位焊縫示意圖
(2)翻轉、吊運鋁合金車頂至車頂反面自動焊接工裝上,用卡蘭將車頂向工裝拉靠,保證車頂下部與工裝限位靠齊。調節6、7焊縫位置反位焊接工裝反變形裝置絲頂高度,調節至15mm。采取最優的自動焊接程序,先焊接焊道6、7,在焊接5、8(見圖4),根據焊接規范要求焊接車頂反位焊縫。焊接完成后清理黑灰,冷卻至室溫后,松開各處壓緊。通過絲頂預設焊接反變形,以及焊接順序的控制,減少鋁合金車頂輪廓度的焊接變形量。

圖4 反位焊縫示意圖
(3)吊運鋁合金車頂至調修胎位,使用焊炬對車頂輪廓間隙>4mm的區域進行火焰調修。火焰調修采用火焰局部加熱同時使用水槍進行水冷的方式進行。火焰調修加熱采用點或線加熱法,對凸起的焊縫位置進行火焰加熱調修。調修火焰方向應垂直焊縫,槍嘴端部與焊縫之間保持(20-25)mm的距離。火焰與水流間距控制在(30~50)mm之間。加熱溫度不大于250℃,火焰加熱時行進速度均勻,同一部位加熱不超過2分鐘。使用車頂輪廓度樣板檢測間隙不大于4mm,密封槽口位置處預留5至7mm樣板間隙,為密封槽焊接預留反變形。
(4)從車頂橫向和縱向中心線分別測量出空調安裝座和受電弓尺寸。通過設計空調靠模(見圖5)、受電弓靠模控制空調安裝座組成、受電弓安裝座組成的平面度≤2mm、對角線≤2mm。利用空調靠模保證密封槽與空調安裝座的高度公差(-3,+1)mm。

圖5 空調靠模
3 焊縫質量控制
3.1 制作工作試件
模擬實物焊制接頭試樣,通過焊制工作試件(見圖6、圖7),驗證了焊接工藝參數、焊工操作技能及接頭設計的合理性,更好的保證了焊接質量,使焊縫達到規定的質量等級要求。

圖6 T型接頭宏觀形貌

圖7 對接接頭宏觀形貌
3.2 焊縫設計及過程控制
對每條焊縫的工藝評定、工藝規程的識別和匹配,并對工作試件及人員資質需求進行分析。根據驗證結果,編制焊接工藝規程、焊縫明細,需要的焊接人員資質等文件,并下發車間,焊接過程必須嚴格按照工藝要求控制到位,保證焊接質量的穩定性與可靠性。
該產品質量要求較高,在焊前、焊中、焊后檢驗貫穿于焊接全過程,及時發現缺陷,對超標缺陷進行返修,確保焊接結構制造質量,保證車輛安全運行[2]。
4 效益
(1)研制最優的鋁合金車體型材的焊接順序。
(2)設計出理想的快速更換線路焊接工裝,提高了工作效率,減輕了勞動強度。
(3)運用反變形技術,有效解決鋁合金焊接易變形的難點,大大降低調修成本。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
