動車組牽引電機短路環(huán)超聲相控陣檢測工藝
2019-03-04 10:11:08,,
無損檢測 2019年2期
,,
(中廣核檢測技術有限公司,蘇州 215004)
高鐵列車要在復雜環(huán)境中高速運行,牽引電傳動系統(tǒng)起到了關鍵的作用,被稱作“高鐵心臟”,故對其故障的辨識具有重要意義。
動車組牽引電機主要為交流異步牽引電機,其轉子鐵芯的槽內(nèi)鑲嵌了轉子導條,46根導條及兩個短路端環(huán)組成鼠籠結構。轉子導條及端環(huán)(短路環(huán))斷裂是這類電機最常見的故障之一。這類故障常由于轉子導條和端環(huán)(短路環(huán))的焊接缺陷引起。超聲檢測是檢查這類缺陷的常用方法,可有效檢查出焊接表面及內(nèi)部缺陷。
筆者以服務于CRH3C型動車組的YJ105A牽引電機為例,開發(fā)了轉子導條與端環(huán)(短路環(huán))焊接部位的超聲波檢測工藝,以減少動車機組的安全隱患。
1 工藝設計
1.1 待檢工件
YJ105A牽引電機具有結構堅固、質(zhì)量小、噪聲小、效率高和設計緊湊的特點,代表了國際高速動車組異步牽引電動機的最高水平。
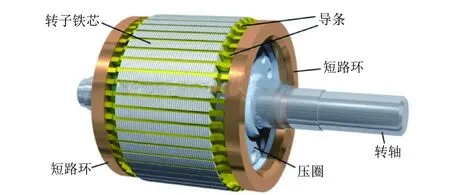
圖1 鼠籠式電機典型結構
轉子導條及兩側端環(huán)材料為銅,屬于典型鼠籠式電機,其典型結構如圖1所示。轉子導條與端環(huán)之間通過釬焊工藝進行連接。焊接時,將熔點較低的銀質(zhì)釬料和熔點較高的銅質(zhì)焊件同時加熱至釬料熔點溫度,釬料熔化而焊料未熔化,此時銀質(zhì)釬料借助毛細作用被吸入焊件逐漸充滿焊件間隙,而后冷凝,形成穩(wěn)定的鼠籠結構。
JY105A鼠籠結構周向剖面如圖2所示。
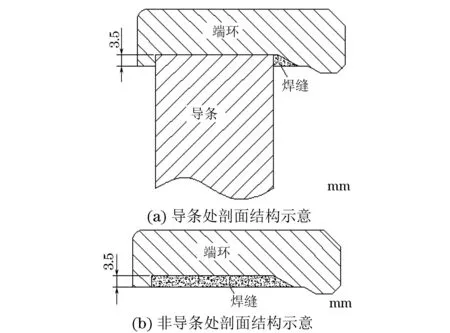
圖2 JY105A鼠籠結構周向剖面示意
在釬焊過程中,易產(chǎn)生填隙不良、平面形氣孔等缺陷,其產(chǎn)生原因主要有裝配間隙選擇不當、焊前零件清理不凈等。
1.2 相控陣探頭
相控陣超聲檢測技術是采用陣列聲束多方位掃描成像的技術,其檢測探頭是由多晶片組成的換能器陣列,由激發(fā)電路激勵陣列單元,通過控制激勵相位來實現(xiàn)對激發(fā)超聲波的控制,并使超聲波聲束在聲場中確定位置完成聲束聚焦。由于相控陣超聲波各聲束相位可控,檢測靈敏度和分辨力均得到了提高、檢測圖像更清晰、檢測速度更快,可高質(zhì)量完成對焊縫的掃查、實時顯示及結果評價[1]。
根據(jù)YJ105電機轉子導條與端環(huán)的結構特點,采用線陣陣列超聲波探頭,徑向放置,沿周向?qū)︹F焊焊縫進行檢測。為了提高徑向分辨力,選用64陣元線陣;確定晶片及間隙寬度時,需考慮覆蓋被檢區(qū)域徑向范圍,同時也需兼顧有效陣元,寬度與間隙比值一般在5~10之間(經(jīng)驗值),最終確定單陣元寬度為0.5 mm,陣元間隙為0.1 mm,整體晶片尺寸(長×寬)為38.3 mm×10 mm;在頻率的選擇上,首先需考慮被檢材料的特性,經(jīng)測量,被檢材料的衰減系數(shù)為0.128 dB·mm-1,衰減系數(shù)較大,不宜采用高頻探頭,但為了確保檢測的分辨力,探頭頻率也不宜過低,經(jīng)仿真最終選擇頻率為5 MHz的探頭。
圖3為陣列探頭的外觀及尺寸示意。
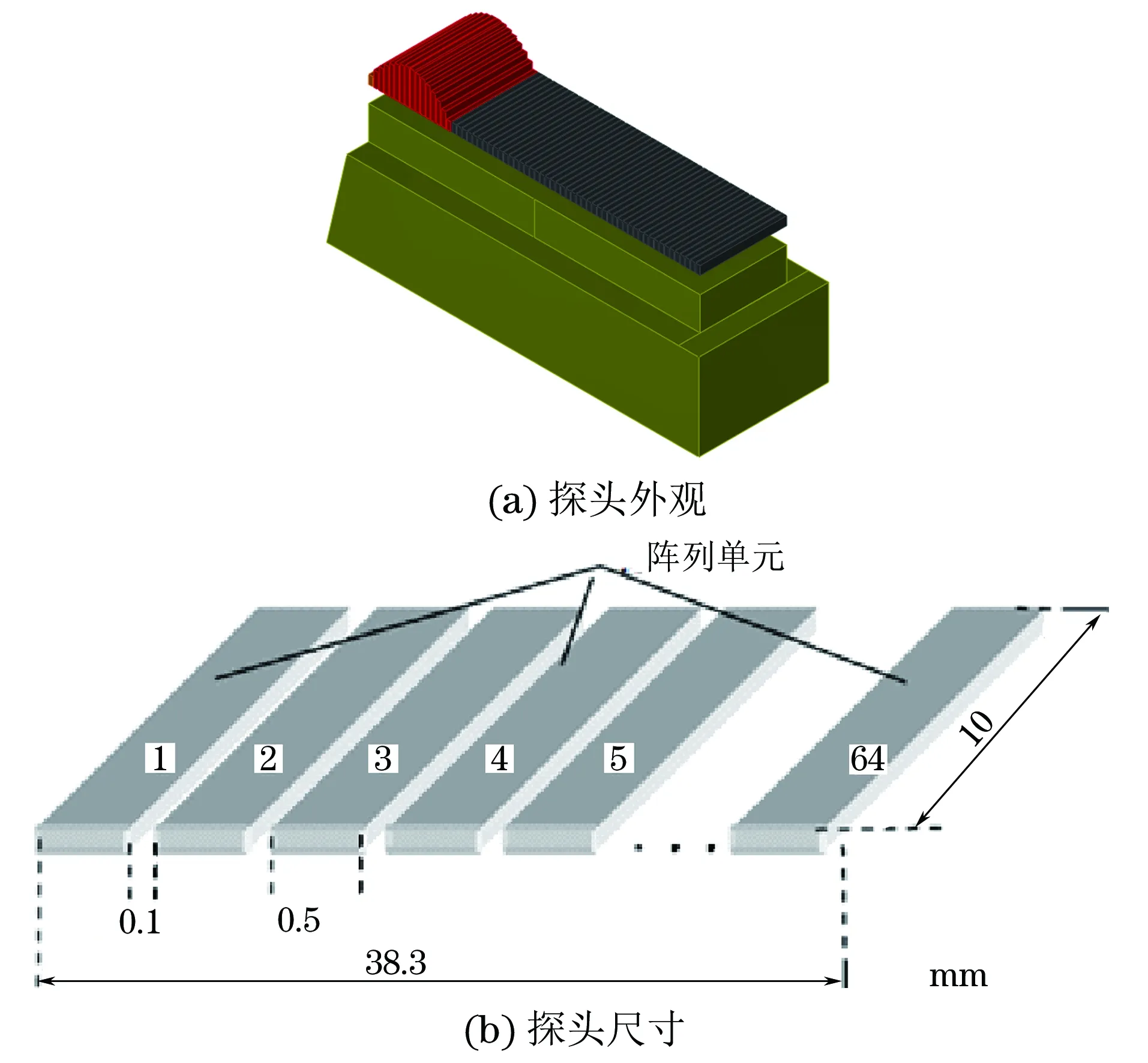
圖3 相控陣陣列探頭外觀與尺寸示意
1.3 超聲波工藝仿真
利用CIVA仿真軟件,對YJ105電機轉子導條與端環(huán)釬焊焊縫超聲檢測工藝進行了可行性分析[2]。
從端環(huán)外側平面進行掃查。晶片沿徑向布置,沿周向方向進行掃查。為實現(xiàn)對工件厚度的聚焦檢測,采用電子掃描,單序列激發(fā)16陣元,聚焦深度為13.5 mm,確保有效檢出缺陷,同時具有較高的分辨力。
根據(jù)設定的聚焦法則,仿真得到探頭的聲場如圖4所示。聲場極大聲壓值深度為15 mm,極大聲壓值-6 dB深度范圍為4~35.5 mm,涵蓋被檢區(qū)域,在此區(qū)域內(nèi)可獲得良好的靈敏度和分辨力。
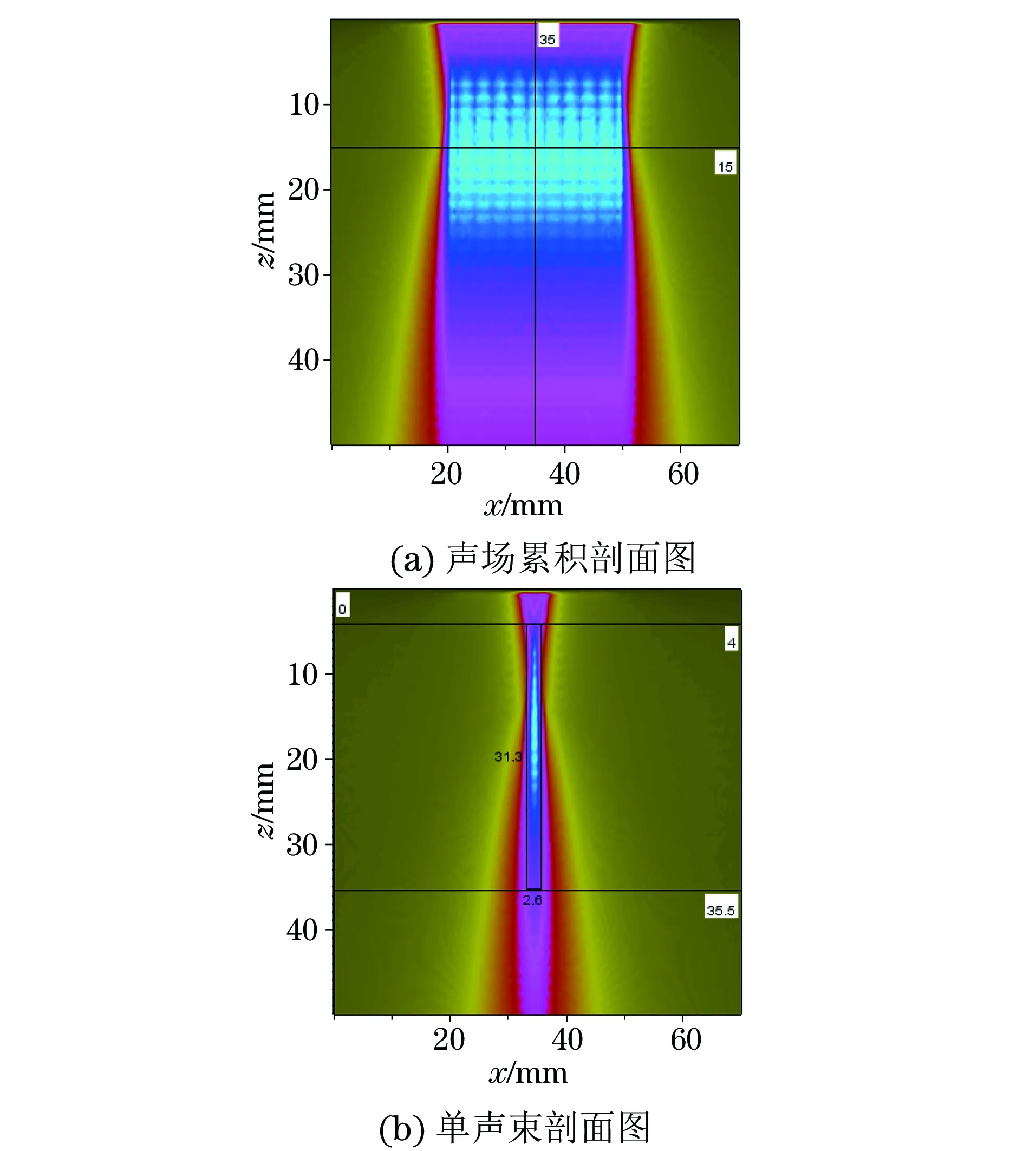
圖4 超聲波聲場剖面結構圖
根據(jù)前文對釬焊焊接工藝的介紹,可知工件易產(chǎn)生缺陷的部位為導條底部,易形成的缺陷類型為填隙不良和平面形氣孔,所以將模擬缺陷設計成直徑為1,3,5,7,9 mm的平面形氣孔,置于導條底部。為了保證檢出率,以φ1 mm平底孔的A掃最高值100%滿屏作為參考靈敏度。
從端環(huán)外側平面進行掃查。晶片沿徑向布置,沿周向方向進行掃查,得到不同尺寸平底孔的掃查仿真結果如圖5所示(圖中DAC表示距離-波幅曲線)。
根據(jù)檢測靈敏度的設定得到其設計缺陷的相應回波,同時通過C掃圖像,利用噪聲法測定缺陷定量尺寸,可得仿真結果如表1所示。
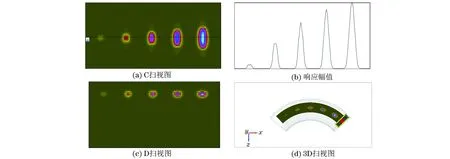
圖5 針對不同尺寸平底孔的掃查仿真結果
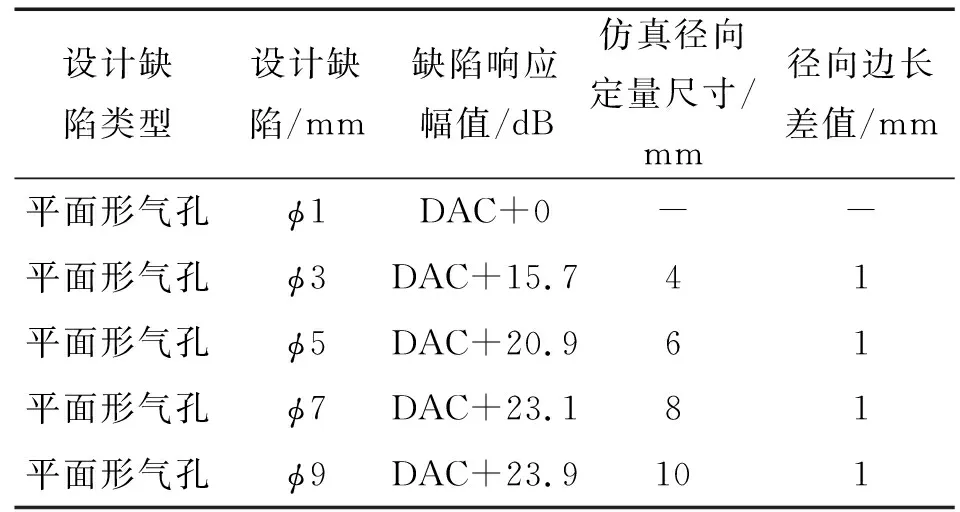
設計缺陷類型設計缺陷/mm缺陷響應幅值/dB仿真徑向定量尺寸/mm徑向邊長差值/mm平面形氣孔?1DAC+0--平面形氣孔?3DAC+15.741平面形氣孔?5DAC+20.961平面形氣孔?7DAC+23.181平面形氣孔?9DAC+23.9101
由表1可見,所設計的檢測工藝可有效檢出設計缺陷并測定缺陷尺寸,其缺陷面積與設計值差值最大為1 mm,滿足檢測要求。
2 工藝試驗
選取相應試驗設備,設置工藝參數(shù),采用相同的掃查方式,同樣以φ1 mm平底孔作為DAC參考幅值,采用電子掃描,單序列激發(fā)16陣元,聚焦深度為13.5 mm。
2.1 檢測設備
試驗選用TOPUS全集成多點觸控相控陣超聲儀(見圖6),兼容UltraVision?3應用軟件,數(shù)據(jù)文件可直接通過UltraVision?3軟件打開,采用該應用軟件對數(shù)據(jù)進行分析,根據(jù)噪聲法進行定量分析。
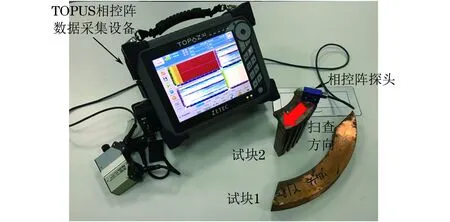
圖6 檢測設備外觀
試驗選用的探頭參數(shù)為:頻率5 MHz,64陣元線陣,單陣元寬度為0.5 mm,陣元間隙為0.1 mm。
試驗共準備兩類試塊:試塊1為平底孔試塊,是從實際的電機端環(huán)切下來的,材料為金屬銅,底面分別設置高度為1 mm,直徑為1,3,5,7,9 mm的平底孔反射體,用于驗證工藝的檢出能力和定量能力;試塊2為真實的YJ105電機轉子導條與端環(huán)釬焊焊縫(部分)工件,用于驗證工藝的實際檢測能力。
2.2 試驗結果
2.2.1 試驗1結果
選用試塊1,利用仿真所設計的工藝對其進行掃查、數(shù)據(jù)采集,同樣以φ1 mm平底孔作為DAC靈敏度參考。采集的視圖如圖7所示。其檢出能力和定量結果如表2所示。
由試驗1可知:① 相控陣檢測工藝對試塊1內(nèi)包含的平底孔反射體具備100%的檢出能力;② 在C掃視圖上,對該工藝所得的平底孔反射體掃查數(shù)據(jù)進行噪聲法定量分析,得出平底孔徑向尺寸與設計值的最大差值為1.2 mm,最大差率為13.3%。
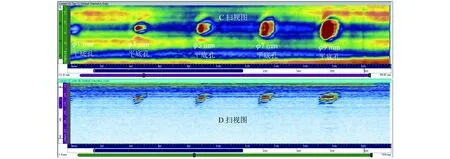
圖7 試塊1的檢測結果
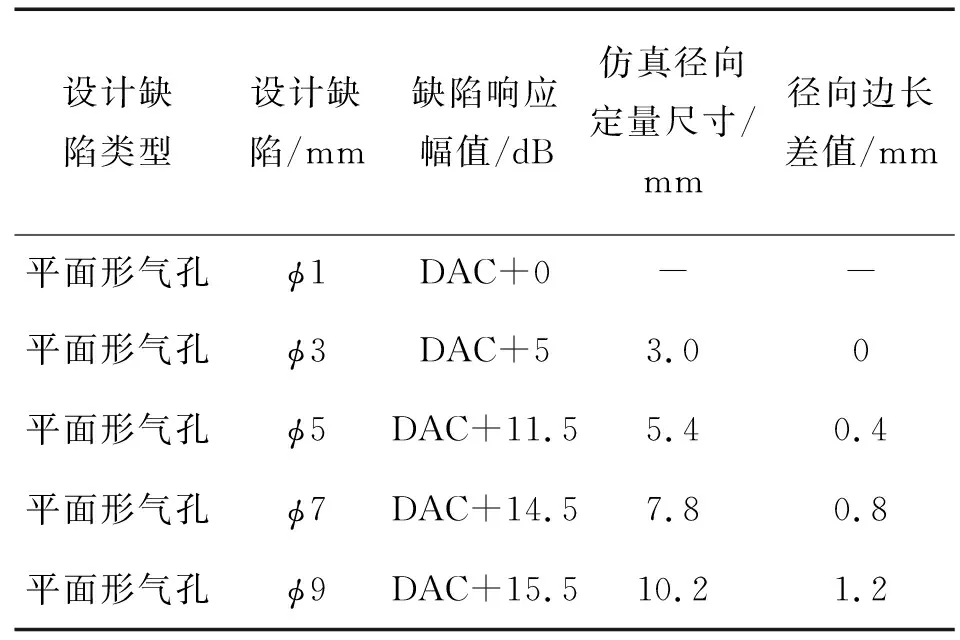
設計缺陷類型設計缺陷/mm缺陷響應幅值/dB仿真徑向定量尺寸/mm徑向邊長差值/mm平面形氣孔?1DAC+0--平面形氣孔?3DAC+53.00平面形氣孔?5DAC+11.55.40.4平面形氣孔?7DAC+14.57.80.8平面形氣孔?9DAC+15.510.21.2
2.2.2 試驗2結果
選用試塊2,利用設計的工藝對真實工件進行檢測,檢測結果如圖8所示,共發(fā)現(xiàn)平面形缺陷2個,缺陷1的響應幅值為DAC+23 dB,在C掃視圖上采用噪聲法進行定量,得到其徑向尺寸為15.6 mm;缺陷2的響應幅值為DAC+20 dB,在C掃視圖上采用噪聲法進行定量,得到其徑向尺寸為3.4 mm。
然后,利用機械手段對試塊2的缺陷1區(qū)域進行切割,利用顯微設備對缺陷徑向尺寸進行測量(見圖9),得到缺陷的徑向尺寸為13 mm,該數(shù)據(jù)與相控陣檢測得到的定量徑向尺寸相差2.6 mm。
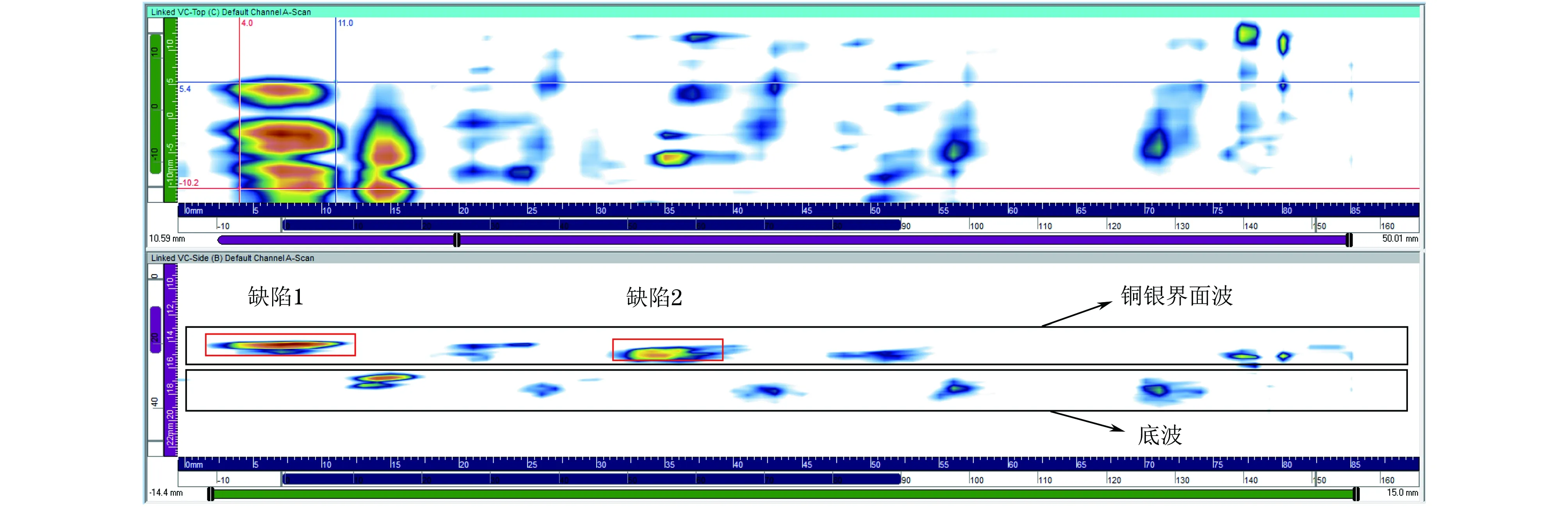
圖8 試塊2的檢測結果
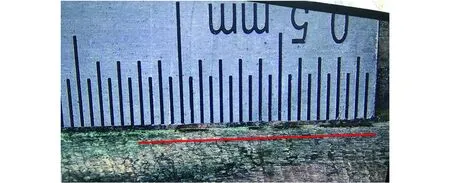
圖9 有損試驗的顯微圖像(徑向尺寸)
由試驗2可知:① 選用的相控陣檢測工藝可發(fā)現(xiàn)試塊內(nèi)部的缺陷;② 在C掃視圖上,對該缺陷進行噪聲法定量,徑向尺寸定量結果與缺陷實際徑向尺寸相差2.6 mm。
3 結論
(1) 通過CIVA仿真設計工藝能夠檢出電機轉子導條與端環(huán)釬焊焊縫中的常見缺陷,定量分析得到的缺陷邊長與設計的缺陷邊長的最大差值為1 mm。
(2) 該工藝具備良好的電機轉子導條與端環(huán)釬焊焊縫常見缺陷的檢出能力,對所設計的不同尺寸平底孔缺陷及真實工件缺陷均能有效檢出。
(3) 對平底孔標準反射體,反射體定量分析得到的邊長與實際邊長最大差值為1.2 mm(φ9 mm平底孔反射體);對真實缺陷,定量分析得到的缺陷單邊長與有損試驗所得的缺陷單邊長相差2.6 mm,符合檢測要求。
(4) 所設計工藝僅針對YJ105電機轉子導條與端環(huán)釬焊焊縫的超聲波相控陣檢測,可為相似部件(如YJ268/YJ92B/YJ87等類型電機轉子導條與端環(huán)釬焊焊縫)提供超聲相控陣檢測工藝的設計指導。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52