一種高效率汽車調整臂殼體夾具的設計與分析
2019-02-27 07:14:34曲興田王宏一王學旭
制造技術與機床 2019年3期
曲興田 張 昆 王宏一 王學旭
(吉林大學機械科學與工程學院,吉林長春130025)
隨著現代社會發展,汽車成為重要的交通工具進入千家萬戶,從而推動汽車零件加工工藝的飛速發展[1]。
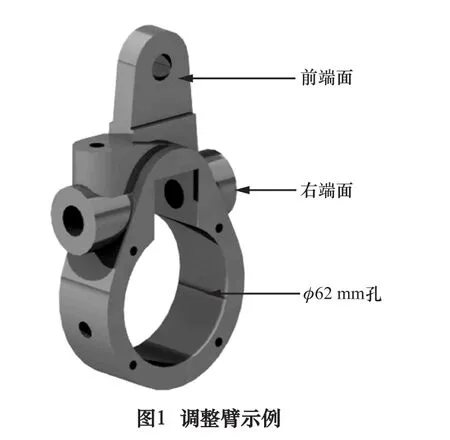
汽車剎車系統中包括一組重要零件叫調整臂,其結構主要包括調整臂殼體、蝸輪、蝸桿,通過旋轉蝸桿,可以調整剎車頻繁引起的制動鼓和摩擦片之間的間隙[2]。其中調整臂殼體如圖1所示,起支撐和保護的作用,具有一定強度要求。在此我們根據殼體零件圖要求,結合加工工藝,對銑削前后兩平行端面工序進行分析,并設計專用夾具。
1 夾具結構分析
1.1 整體結構介紹
銑削前后兩平行端面是加工過程中的第三道工序,位于鏜削φ62 mm孔之后,因此可以選擇該孔作為加工精基準。在此前的加工方式中,多采用基于立式銑床的簡單夾具,分別銑削單個工件的前后兩平行端面,效率低下,浪費工時。所以為提高生產效率,基于臥式銑床,提出一種快速夾緊的銑削夾具,可同時銑削2個工件的前后兩平行端面,大大縮短加工時間。
該夾具整體結構如圖2所示,通過定位軸、定位銷、夾具體平面限制殼體工件的6個自由度,并在加工前調整臥式銑床刀桿上2把三面刃銑刀之間的距離為殼體前后端面厚度,待夾緊后從左向右一次走刀,同時銑出前后端面。
為實現快速夾緊,提高生產效率,如圖2b所示,手動旋轉轉軸即可推動移動架前移,從而使兩側的壓緊頭壓緊工件,壓緊頭中安裝單桿形球頭關節軸承,可以自動調節使壓緊力垂直于工件表面。移動架橫跨在L形板上,而L形板則可以繞著安裝在夾具體上的中樞軸旋轉,其目的在于,當兩個工件厚度存在誤差時,可能導致一個壓緊頭已經壓緊工件,而另一個未壓緊的情況,此時通過L形板的旋轉使兩側均壓緊殼體工件。后端擋板與L形板之間設置兩個彈簧,保證了夾具機構的穩定性。

1.2 夾緊力分析計算
初始狀態下,如圖3a,已知兩個壓緊頭之間的距離為l,當兩個調整臂厚度存在誤差s時,L形板繞中樞軸旋轉,如圖3b所示,即繞O點旋轉角度α,旋轉轉軸所輸出夾緊力F的方向沿角度α斜向下,并分解為兩個壓緊頭的水平壓緊力F1和F2。
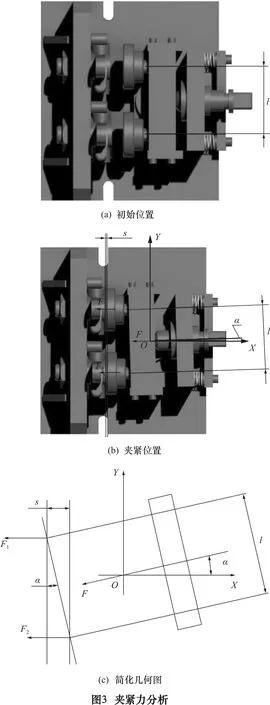
根據夾緊力計算公式,M36螺紋產生的夾緊力F為19 776.7 N,將上述模型簡化,如圖3c所示,可求解每個壓緊頭的壓緊力為:

1.3 夾具體模型有限元分析
S.Ratchev等[3]提出了一種利用有限元分析軟件預測夾具和工件在加工過程中行為變化的方法,模擬真實狀態,為夾具在實際生產過程中的穩定性提供有效數據。在此我們首先對夾具體進行分析,為簡化過程,忽略兩個工件的厚度誤差s,每個壓緊頭的壓緊力為9 888.35 N,建立三維模型,添加材料為45號鋼,具體參數見表1。
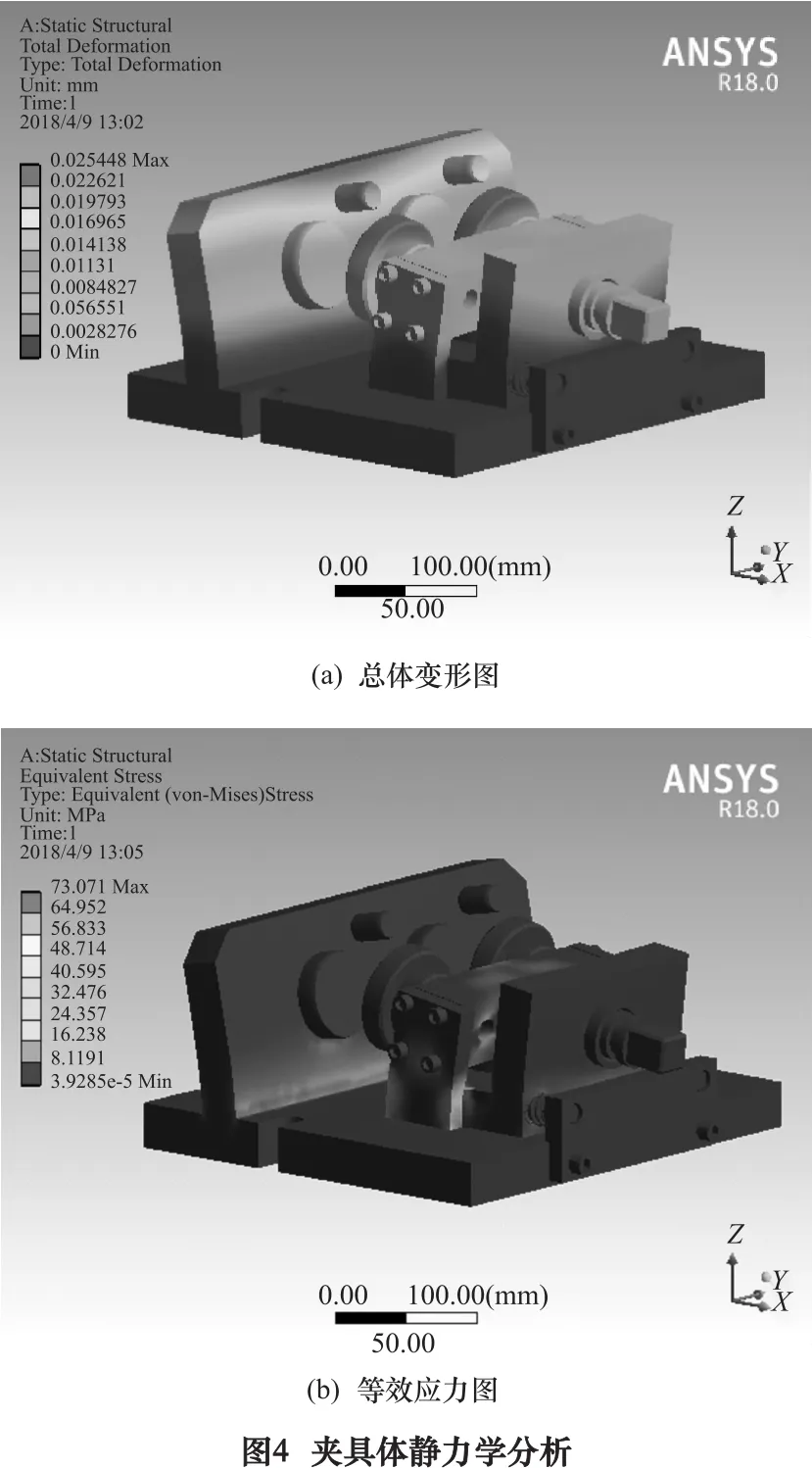

表1 45號鋼性能參數
劃分網格后,進行靜力學分析[4],根據夾具的實際工作情況,對夾具體底面施加約束,對兩個壓緊頭施加壓緊力F1和F2的反作用力,并對夾具體豎直面施加總壓緊力F,得到總體變形和等效應力分析云圖,如圖4所示,該夾具最大變形位于壓緊頭和夾具體豎直面上,變形量為0.025 mm,雖然該變形量較小,但也需要注重最大變形位置的磨損和變形,定期檢查壓緊頭的磨損程度及夾具體豎直面的垂直度,避免出現未壓緊或垂直度誤差過大造成加工精度偏低的情況。
2 調整臂工件有限元分析
2.1 調整臂模態分析
為保證調整臂工件的加工精度,本文也通過有限元對工件加工過程中的變形進行研究,為該銑削工序提供理論依據[5-6]。該工件需要在此夾具上經過粗銑和半精銑兩道工序,其中半精銑的去除量較小,銑削力較小,所以在此只分析粗銑過程中工件的變形和應力。將導入殼體工件模型后,添加材料為HT200,具體參數見表2。

表2 HT200性能參數
首先對工件進行模態分析,劃分網格后,對φ62 mm內孔面、大端面、右側面添加約束,設置6階模態,各階振型固有頻率如表3所示,分析結果如圖5所示。根據結果,可以防止在實際生產過程中發生共振現象。
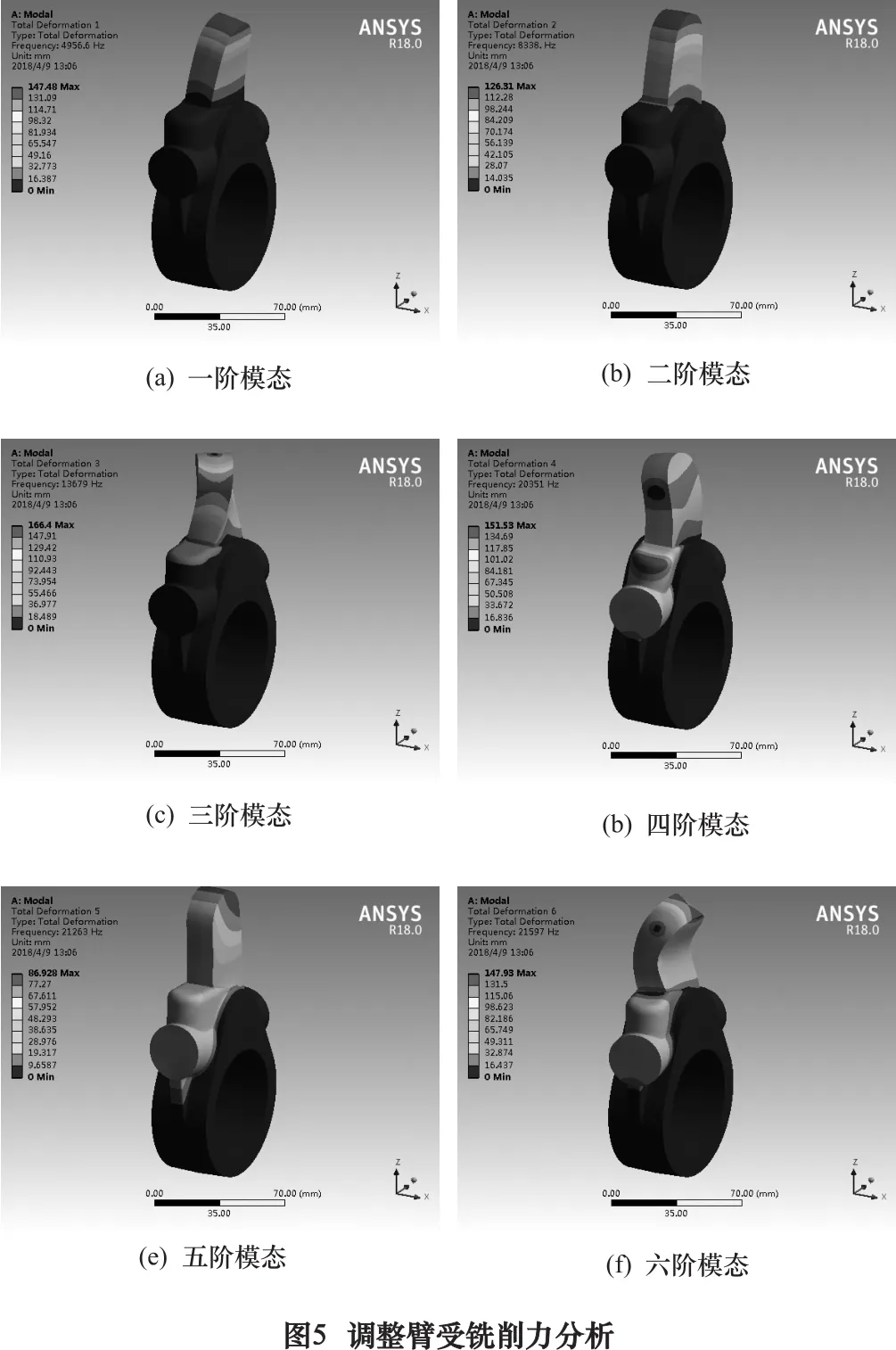
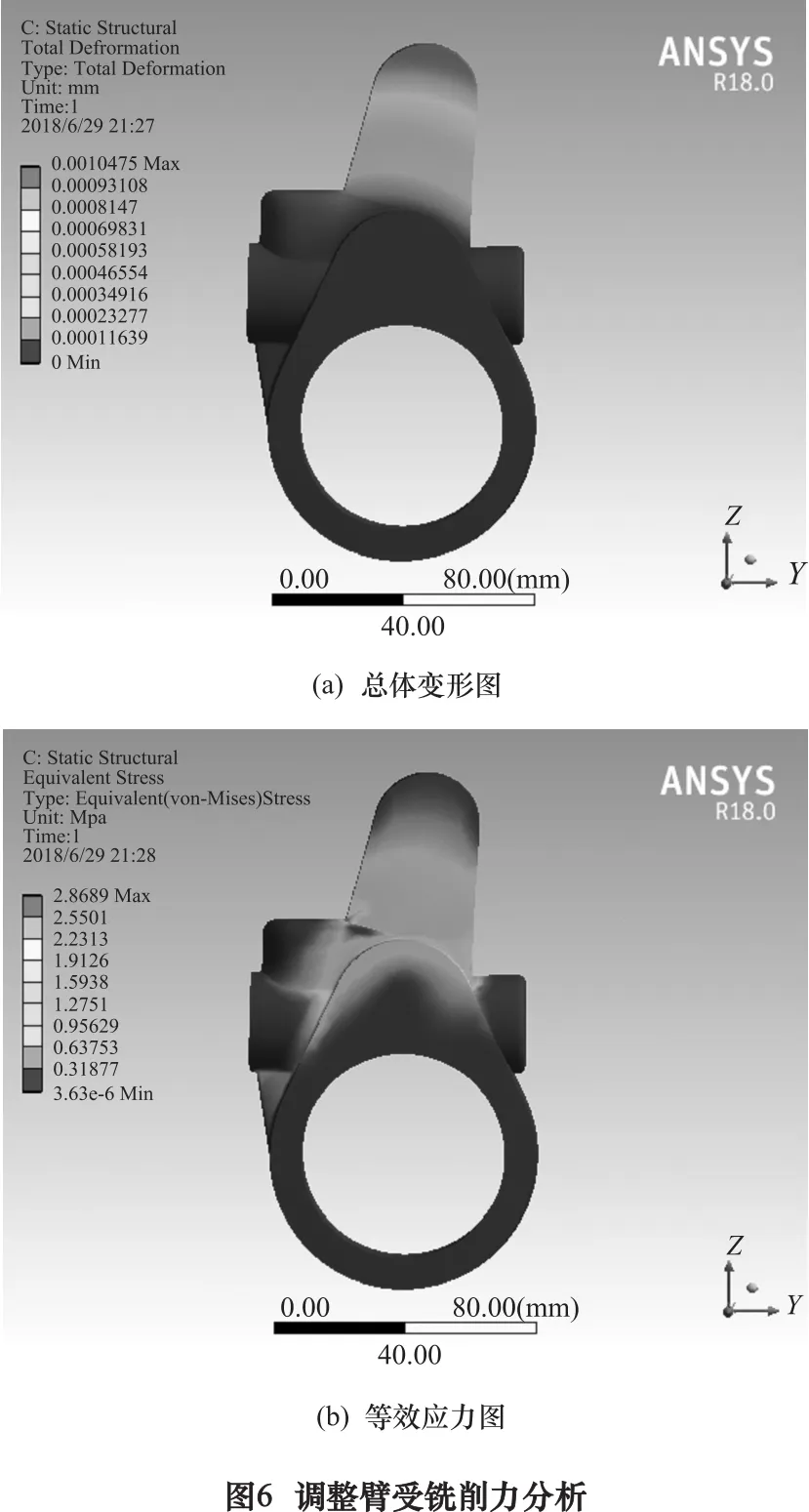

表3 調整臂工件的固有頻率
2.2 調整臂銑削變形分析
在該工序中,工件前后端面同時進行銑削,過程中銑削力處于動態變化,在此通過經驗公式計算得每個工件中單面所受銑削力FV為207.4 N,工序基本時間25.91 s。假定該力恒定不變,并不考慮材料的去除對工件剛度的影響,對兩側加工表面均施加力FV,方向沿走刀方向。如圖6所示,分析得到調整臂工件在銑削力作用下的最大位移為1.04μm,遠遠小于工件精度要求,可以忽略不計;同時銑削過程中產生的等效應力最大值為2.868 9 MPa,也遠遠小于材料HT200的抗拉強度,因此采用該夾具進行實際生產可以達到加工精度要求。

3 結語
本文根據汽車剎車調整臂殼體工件的技術要求,對其工裝設計中銑削前后兩平行端面夾具進行改進,基于臥式銑床,設計了一種可以一次走刀同時加工兩個工件兩側表面的專用夾具,依靠旋轉轉軸,即可實現壓緊,具備快速夾緊的優越性,縮短裝夾時間,提高加工效率。并通過單桿形球頭關節軸承和可旋轉L形板的配合使用,有效解決了此前工序中兩個工件厚度加工不均勻而導致的兩工件壓緊偏差,提高了加工精度和穩定性。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
