一種汽車換熱器平行集流鋁扁管擠壓模具??
2019-02-27 07:14:42鄧汝榮黃雪梅程雨梅傅潔瓊
制造技術與機床 2019年3期
鄧汝榮 黃雪梅 程雨梅 傅潔瓊
(①廣州科技職業技術學院,廣東廣州510550;②廣州城建職業學院,廣東廣州510925)
隨著汽車工業的飛速發展,汽車空調用的鋁合金平行集流鋁扁管作為汽車換熱器必須的材料,需求量與日俱增。汽車換熱器用的平行集流鋁扁管具有扁而寬、壁薄、孔多斷面形狀復雜,尺寸精度高,生產難度大的特點。而在擠壓型材的三大因素之模具、原材料鑄棒、擠壓工藝中,模具是關鍵。由于平行集流扁管具有密排空腔多,內腔面積小,要求擠壓模具分流腔內金屬分配要合理,模芯穩定性要強。但由于平行集流鋁扁管復雜的密排模芯,模芯面積小,傳統的模具設計技術,常常使分流腔內的金屬分流不當,造成模芯強度與剛性不足,擠壓過程中極易造成模芯變形或斷裂情況。因此,為了提高擠壓成形性及降低擠壓模具成本,合理分配分流腔內金屬,得到適宜的模芯強度。特別對于寬厚比大、壁薄、孔多、尺寸精度高的復雜斷面形狀的平行集流鋁扁管,廣大工程技術人員進行了深入的研究和探索。本文通過實際的例子,介紹一種新的結構,實踐已表明,是有效的。供同行參考。
1 型材的結構工藝分析
圖1為一典型汽車換熱器用的平行集流鋁扁管。
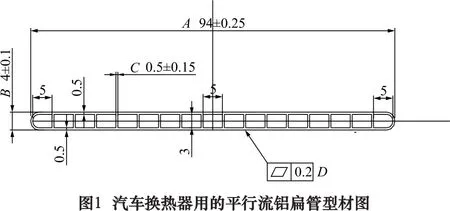
從圖中可知,該型材有17個空腔,空腔尺寸為5 mm×3 mm,型材的壁厚為0.5 mm,型材的最大寬厚比為188,型材的斷面積為119.6 mm2。因此,根據型材空腔多而小的特點,模具結構必須以減小擠壓力、確保模芯的剛性和強度作為重點,才能保證模具壽命。
2 擠壓機能力的選擇
合理地選擇擠壓機的能力,一方面是合理地確定擠壓比。對于汽車用平行集流鋁扁管型材,由于其壁厚通常較薄,最大寬厚比大,因此,擠壓比不宜過大,過大會導致擠壓過高,易使模具的模芯的受力不均勻性增加,更易使模芯折斷。另一方面,擠壓機能力過大,擠壓時所需的焊合力將增加,焊合室的深度要因之而增加,這又會使模芯的剛性和穩定性大大下降,同樣會使模芯容易折斷。而擠壓機能力過小,則擠壓筒的內徑則相對會小,擠壓比雖然會變小,但容易造成型材最外邊緣部位的金屬成型壓力不足,造成金屬流速不均而形成模芯的受力不均,同樣也會造成使模芯容易折斷。實踐表明,擠壓筒內徑與型材最大外接圓直徑之差在10~20 mm為宜。由于汽車用平行集流鋁扁管型材大多采用1XXX系列純鋁或3XXX系列鋁合金,所以,擠壓比相對于6XXX系列鋁合金可以大一些,但以80~150 mm為宜。因此,對于圖1所示的型材,選擇能力為11 MN的擠壓機,其擠壓筒內徑為130 mm,經計算,擠壓比為110.6,實踐證明,效果是良好的。
3 模具結構參數的選擇
3.1 改變傳統的分流孔設計
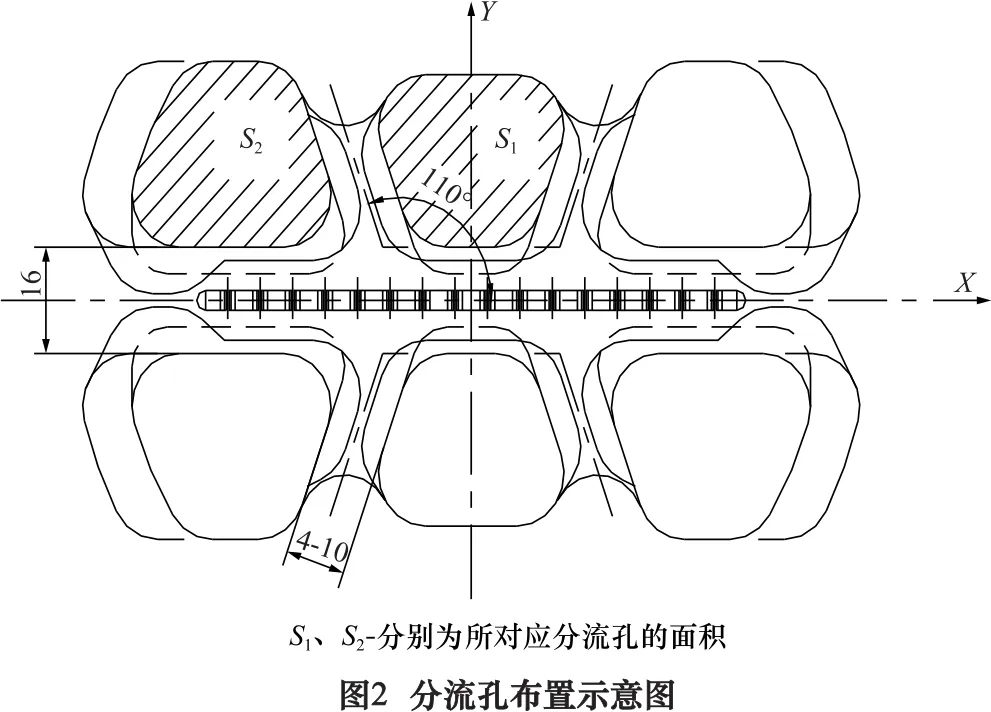
傳統的設計主要采用2個或4個分流孔。而本文采用6個分流孔,同時分流橋與水平方向夾角大于90°(110°),這樣的好處在于可以更好地對金屬進行預分配,較好地限制流速快的中間部位的金屬流量供應,使金屬分配由中心向外形成梯度增加的方式,消除了因擠壓筒徑向上從中心向外壓力遞減的梯度而造成金屬流速的差異。分流孔布置如圖2所示。
經過設計過程中的模擬以及試模的反饋,最終修正后分流孔的面積關系為:S2=(1.15~1.2)S1。當分流孔滿足這一條件時,模具的使用結果是最好的,包括金屬流速的一致性和模具的壽命。
分流橋寬度分別為16 mm和10 mm。這樣選擇一方面是為了強度的考慮和結合型材的特點,另一方面是為了獲得最大的分流比,降低擠壓力。采用4個10 mm的分流橋,并且向外側傾斜,這樣的好處是使金屬流量由中心向外遞增,另一方面,試制的數據表明,當分流橋小于12 mm時,在下模模孔工作帶選擇時可以不考慮橋底的因素,這樣就消除了擠壓筒徑向上的壓力梯度和分流橋對金屬流速的影響,更容易使各處金屬流速趨于一致。
為了保證大面的表面質量,4個10 mm的分流橋采用了沉橋的方式,增加了對應部位的焊合室深度,從而增加了焊合力。如圖3所示。

3.2 模芯結構的確定
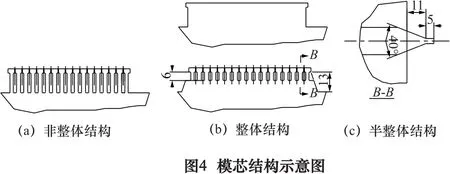
為了保證模芯的強度和提高模芯的剛性,模芯采用半整體式,模芯的錐式角度采用40°。所謂半整體式,是與傳統的模芯比較而言。整體的模芯所指的是,空心型材僅有一個空腔情況下,模芯為一整體;而作為多空腔的空心型材,傳統的空腔間(模芯間)的導流孔深度貫穿整個模芯;而半整體模芯,即指導流孔深度未及模芯的一半,模芯的下半部分仍然是一個整體。其結構如圖4所示。
3.3 導流孔尺寸的確定
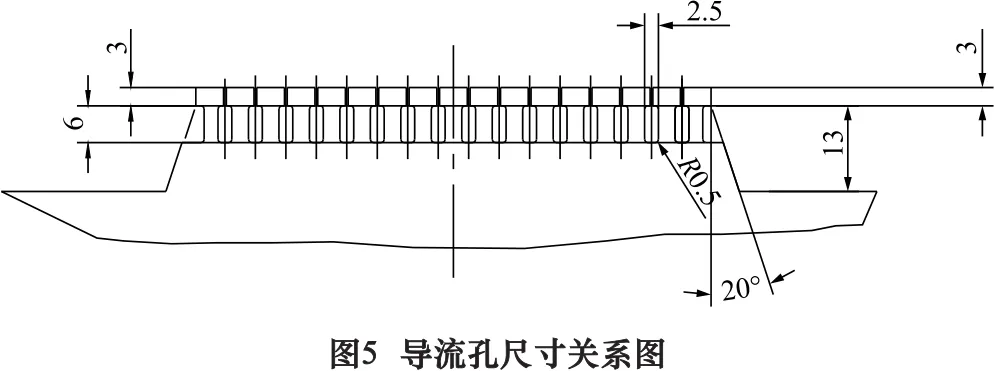
為了保證模芯的剛性同時又確保空腔間壁厚成型的金屬供應,取消了設置導流槽的傳統做法,僅采用導流孔的方式,這是與傳統的多空腔型材模具的最大區別。傳統的導流孔深度是與焊合室深度一致的、貫穿整個模芯的,當模芯斷面尺寸小于10 mm×10 mm時,這是造成模芯剛性不足的一個重要因素。實驗數據表明,對于圖1所示的型材,其模芯的導流孔深度最佳值為5.5~6.5 mm。導流孔結構如圖5所示。
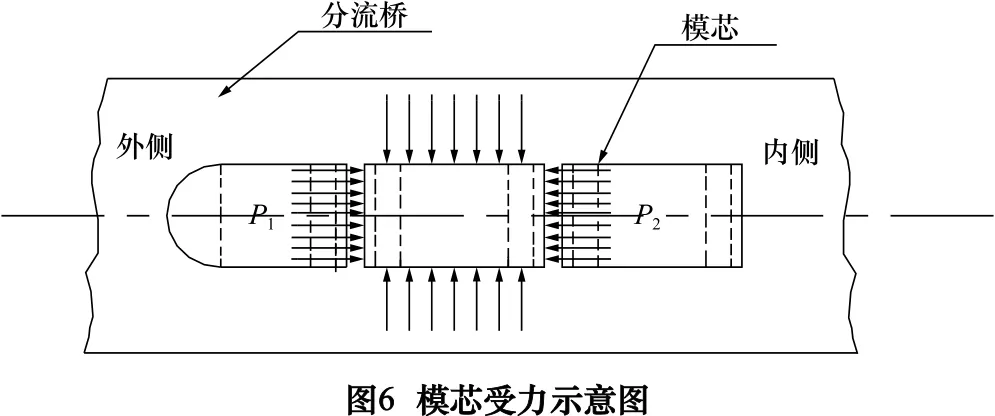
同時,傳統的導流孔設計是不考慮最外側(最邊緣)模芯的導流孔的。而對于圖1所示型材的模具,在最外側的模芯同樣設計成半個導流孔并通過與下模在該處焊合室的設計相配合,而形成一個完整的導流孔,這就保證了所有部位的金屬供應狀態趨于一致,因而避免了每個模芯出現受力時壓力差,因而不會產生側偏或變形而折斷。為了克服模芯在橫向上因金屬流量供應產生的壓力差,在模具研制中發現,模芯發生折斷是因為最外側模芯向內(向中心方向)發生側偏而引起的連鎖效應,而造成這樣的原因是,最外側模芯對就的模孔雖然處于分流橋下,但事實上,以傳統的方式,在該部位對應的下模焊合室金屬的空間容量是最多的,要大于內腔筋部位的金屬容量,因為供應內腔筋的金屬容量由導流孔的空間容積所決定,這容積是受到限制的。所以造成模芯受力不均等的情況,如圖6所示。圖中P1>P2。
3.4 下模焊合室結構
基于上述模芯的受力分析及模芯實際折斷狀況,在下模焊合室處于模孔的最外側部位設計阻流墩,使得該處的金屬流量也以導流孔的方式供應,就可消除因金屬供應不均而造成模芯受力的不均衡。下模焊合室如圖7所示。
3.5 模芯與模孔工作帶的確定
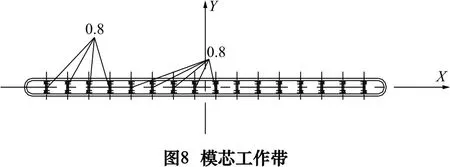
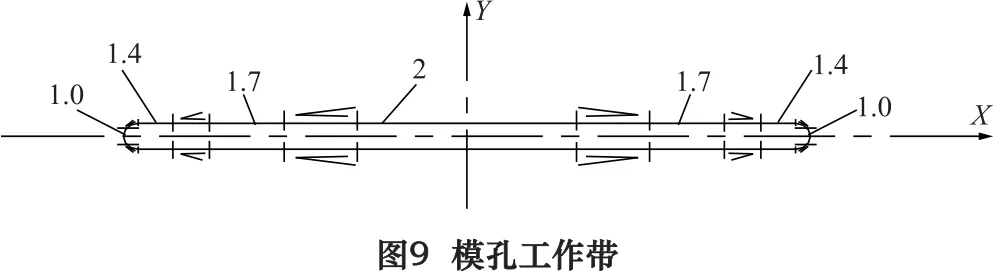
為了保證擠壓成型時各處金屬流速趨于一致,模芯工作帶的選擇也是關鍵。模芯工作帶如圖8所示。而模芯的長度則依照模孔工作帶進行確定,與傳統不同的是,模芯高出焊合室平面3 mm。模孔工作帶如圖9,焊合室深度為14 mm,模芯長度為5 mm。

3.6 模具總成
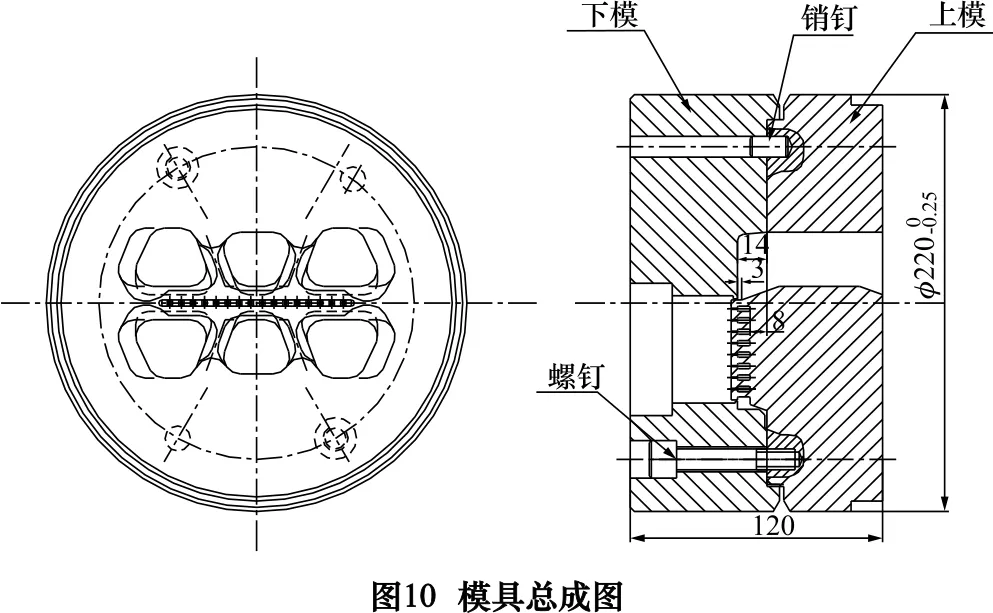
模具為上下模兩件組成的分流模結構,這與傳統的結構組成是一樣的。由于汽車用平行集流管采用的合金大多為1XXX純鋁或3XXX系列鋁合金,所以在設計時,上模厚度可適當減小5~10 mm,更有利于減小擠壓力。模具總成如圖10所示。
4 結語
對于汽車用平行集流鋁扁管型材的擠壓模具,其失效的主要形式是模芯的折斷。因此,在模具的設計中關鍵是考慮如何有效地減小擠壓力和保證并提高模芯的剛性與強度。具體的方法是,合理地選擇擠壓機的能力,合理地確定分流孔的布置與分流比,采用半整體和錐式的模芯結構,而重要的是導流孔尺寸的選擇。為了有效地防止模芯受力的不均勻,在下模焊合室采用阻流墩,實踐表明是很有效的。同時合理地選擇模芯和模孔的工作帶也是關鍵。只有綜合地考慮這些因素,才能獲得最佳的方案,達到提高模具壽命的目的。
