麻花鉆后刀面線切割專用夾具設計與試驗研究??
2019-02-27 07:14:28白海清
制造技術與機床 2019年3期
沈 鈺 白海清
(陜西理工大學機械工程學院,陜西漢中723001)
麻花鉆作為最常見的鉆孔刀具,被廣泛應用于汽車制造、航空航天及醫療器械等各行各業機械鉆孔作業中。然而,麻花鉆后刀面復雜的曲面結構,一直都是刀具制造的難點。且隨著各種新型難加工材料在機械生產中的應用增多,更是加劇了麻花鉆后刀面在鉆削過程中的磨損。錐面刃磨法是以砂輪刃磨麻花鉆后刀面的成形方法,是當前最為常用的刃磨方法,但由于其方法易造成鉆頭磨削燒傷、刃磨參數多且刃磨裝置結構復雜等缺點,已難以滿足現代機械生產的需求。
電火花線切割是一種非接觸式,無顯著機械切削力的特種加工方式,其加工方式僅與材料的導電性能和熱學性能有關,不受材料硬度的限制[1]。它的出現為解決難加工材料及復雜形面的工藝問題提供了有效途徑。此外,為了提高線切割成形加工的質量、效率以及滿足對特殊工件結構加工的需求,國內外學者對于線切割專用夾具的設計也進行了諸多研究。CHENG等[2]針對復雜微/納米刀具難加工的問題,設計了一種六軸電火花線切割機;燕冬[3]為解決微小孔難加工的問題,設計了一種可安裝在線切割機床上輔助線切割機床穿微小孔的裝置;余輝慶等[4]針對電火花線切割傳統走絲方式存在的優缺點,提出了一種新型無限循環單向走絲方式,并基于循環單向走絲原理,設計并實現了軸輥式循環單向走絲機構。
本文根據麻花鉆錐面后刀面的成形原理及電火花線切割機床的加工特點,采用一種以電極絲代替砂輪加工成形麻花鉆后刀面的新方法[5],并建立麻花鉆后刀面線切割成形的數學模型。針對麻花鉆后刀面復雜的曲面結構,設計線切割專用夾具,并分析其運動方案。利用CAD/UG軟件建立專用夾具的二維簡圖及三維模型。根據其設計研制專用夾具,并在電火花機床上進行切割試驗。測量分析其加工成形的刀具幾何角度,驗證該成形方法及專用夾具設計的可行性。
1 麻花鉆后刀面線切割成形數學模型
1.1 麻花鉆后刀面線切割成形原理
錐面刃磨法的成形原理是以直線型的主切削刃作為圓錐母線,母線繞圓錐軸線回轉形成麻花鉆后刀面。針對砂輪刃磨加工中存在的問題,根據其刃磨原理,采用以電極絲替代砂輪,并結合數控電火花線切割機床的圓弧插補和錐度切割功能,實現對麻花鉆后刀面的切割成形。其原理如圖1所示。
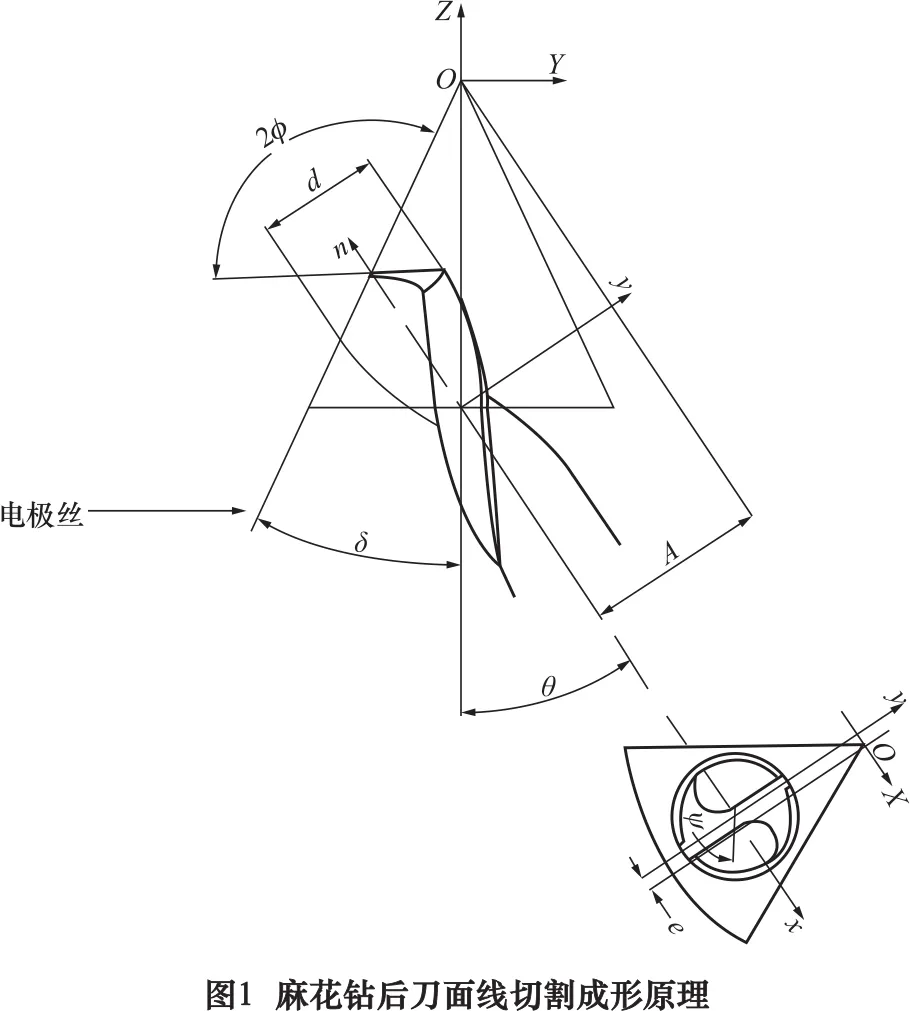
根據圖1分析可知,僅需對4個成形參數的調整,即半錐角δ、軸間角θ、錐頂距A以及偏距e,即可實現麻花鉆錐面后刀面的成形。此外,為了消除或避免成形麻花鉆后刀面產生“翹尾”現象,并確保橫刃斜角ψ在規定的合理值范圍內,在調整上述成形參數之前,需先將麻花鉆繞自身軸線逆時針旋轉角度β[6]。
為了便于麻花鉆后刀面復雜曲面的加工及成形參數的調整,故采用線切割專用夾具,確保錐體軸線始終保持在豎直方向;利用線切割機床錐度切割功能的加工特點,調整電極絲錐度,使其與錐體軸線成半錐角δ;并結合機床坐標工作臺的圓弧插補功能實現麻花鉆鉆體繞假想錐體軸線的回轉運動。
1.2 麻花鉆后刀面方程的建立
根據圖1建立O-XYZ正交坐標系,坐標原點O為圓錐面錐頂,Z軸與圓錐面的軸線重合,Y軸與圓錐面軸線垂直;另外,再建立o-xyz正交坐標系,其中原點o為鉆軸與Z軸的交點,z軸即為鉆軸,y軸與麻花鉆中剖面重合且與鉆軸垂直,砂輪與Z軸負方向的夾角即為半錐角δ。
在坐標系O-XYZ中,由幾何關系可知麻花鉆后刀面的錐面方程為:

令坐標系O-XYZ先沿Z軸負方向平移A/sinθ的距離,再沿X軸負方向平移e的距離,使兩坐標系原點重合,即O點與o點重合,然后讓O-XYZ繞OX逆時針旋轉θ角度,經過平移和旋轉變化使兩坐標重合,其坐標變換關系為:
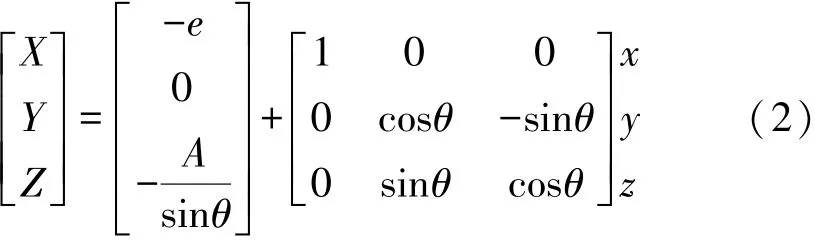
將式(2)代入式(1)中,可得麻花鉆一側后刀面的方程為:
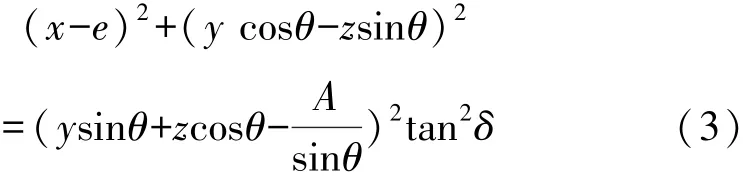
麻花鉆與直圓柱的空間關系如圖2a所示,為了避免“翹尾”現象的發生,將鉆頭再繞自已的軸線逆時針旋轉,即將坐標系o-xyz繞oz軸逆時針旋轉β角到新建坐標系o1-x1y1z1,如圖2b所示,坐標二次旋轉的關系為[6]:
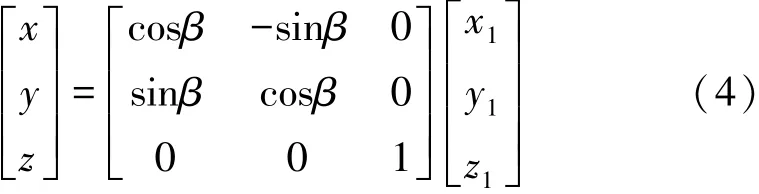
將式(4)代入式(3),則麻花鉆后刀面的方程:
2 專用夾具的運動分析及結構設計
根據麻花鉆錐面后刀面線切割成形原理及電火花線切割機床的加工特點,設計并分析其線切割專用夾具的運動方案。對于夾具運動方案的設計需對成形運動進行合理的分解。此外,在滿足夾具能夠準確調整各個成形參數的同時,還需避免夾具各部件間的運動干涉。線切割專用夾具的運動方案如圖3所示。
根據麻花鉆后刀面線切割成形的加工過程及圖3分析可知,其線切割專用夾具是直接固定在線切割機床上的。通過機床X、Y軸的調整可確定專用夾具與電極絲間的相對位置,同時也實現了對麻花鉆軸線與后刀面錐面軸線偏距e的調整。轉動手輪可實現導軌塊在絲杠上的直線運動1,調整錐頂距A;利用轉盤的旋轉運動1可實現對鉆夾頭0°~90°的轉動,完成對軸間角θ的調整;直線運動2是由彈簧拉桿控制,結合鉆夾頭自身旋轉運動2形成分度裝置,確保了麻花鉆后刀面成形加工的對稱性。利用CAD/UG軟件繪制了線切割專用夾具的二維簡圖及三維模型,如圖4、圖5所示。
3 試驗與分析
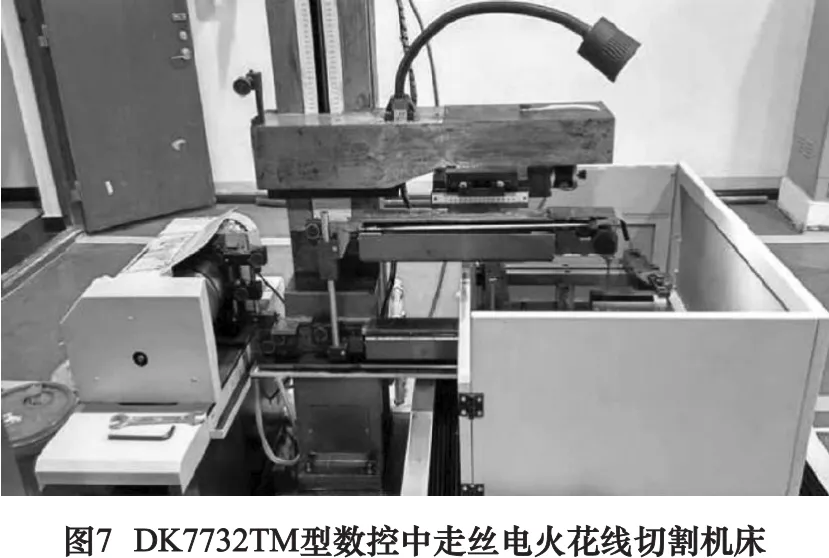
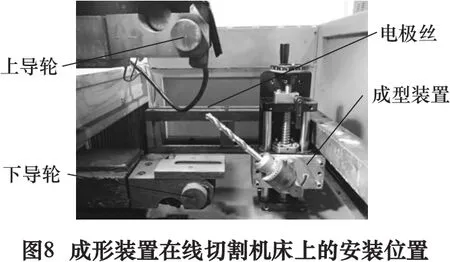
根據線切割專用夾具的運動分析與結構設計,對其進行了實體樣機的研制,如圖6所示。本文試驗平臺采用蘇州寶時格公司研制的DK7732TM型數控中走絲電火花線切割機床,其機床各電參數的參數范圍及機床示意圖如表1、圖7所示。線切割專用夾具在機床上的安裝位置如圖8所示。

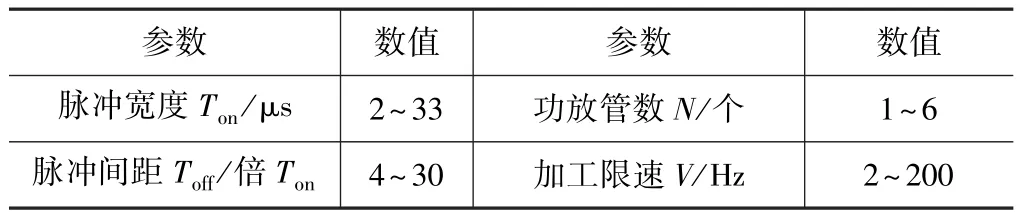
表1 各電參數的參數取值范圍
本試驗選用直徑10 mm的高速鋼鉆頭毛坯進行后刀面的成形加工,其成形參數如表2所示。然而,由表1可知,電火花線切割機床各電參數的取值范圍較大,且在切割加工過程中,脈沖寬度、脈沖間隙、峰值電流、開路電壓等電參數是影響加工材料去除率及表面粗糙度的主要因素,對于不同材料,選擇的電參數也不同,故直接切割麻花鉆后刀面效率低、且成本大[7-9]。因此,在麻花鉆成形切割試驗之前,需先用高速鋼方形鋼條進行試切試驗。
通過單因素試驗及正交試驗耦合的試驗方法,分析其脈沖寬度、脈沖間距、功放管數和加工限速4個電參數對高速鋼材料表面粗糙度Ra的影響規律。利用極差與方差分析,確定各電參數影響性能指標的主次順序。
在極差分析表中,根據極差R的大小可判定各因素的主次順序,R值越大,表示該因素的水平變化對試驗結果的影響越大。且通過方差分析的公式計算,可以得出各因素影響性能指標的顯著性。根據平均值的大小可選定各因素的優水平,平均值越大,影響越大。在電火花線切割加工過程中,切割工件的表面粗糙度值越小,即平均值越小,加工工件的表面質量越高,故獲得最優參數組合如表3所示。為后續線切割加工成形麻花鉆后刀面的參數選擇提供一定的參考依據。
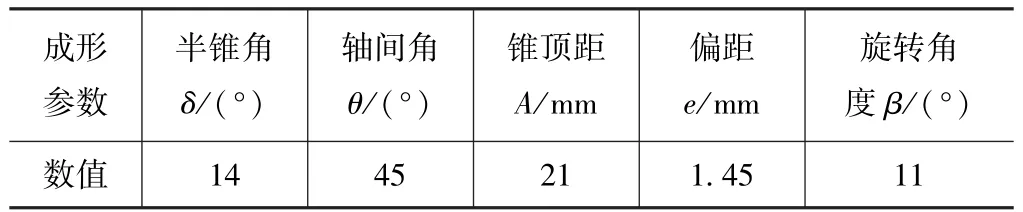
表2 麻花鉆后刀面成形參數
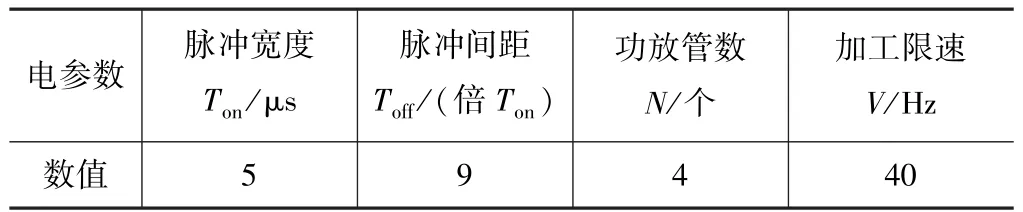
表3 最優參數組合
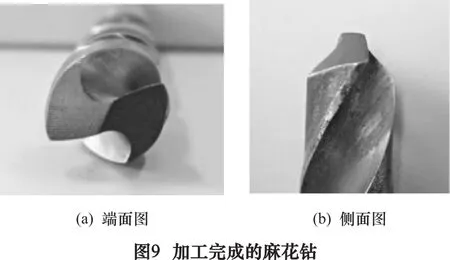
利用上述試驗獲得的最優參數組合,并結合麻花鉆后刀面線切割專用夾具,通過電火花線切割機床的錐度切割及機床坐標工作臺的圓弧插補功能即可實現麻花鉆后刀面線切割的成形加工,其成形后的麻花鉆后刀面如圖9所示。對于線切割成形麻花鉆后刀面的幾何角度,可通過CCD攝像機及LabVIEW軟件測量與分析[10]。其刀具幾何角度的測量值如表4所示。
根據表4分析可知,其線切割成形麻花鉆幾何角度的均值符合標準鉆頭幾何角度理論值的取值范圍,故驗證了該麻花鉆后刀面線切割成形方法及專用夾具設計的可行性。
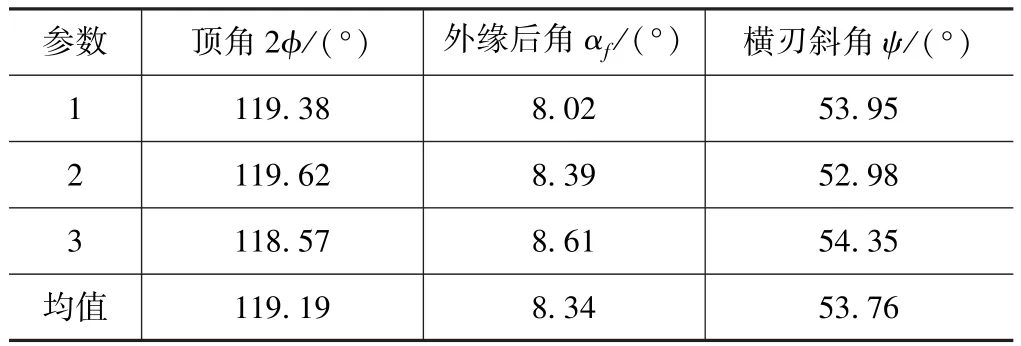
表4 麻花鉆幾何角度的實測值
4 結語
(1)根據麻花鉆錐面后刀面的成形原理及電火花線切割技術,采用了一種新型加工麻花鉆錐面后刀面的成形方法,即以電極絲替代砂輪切割加工,建立了麻花鉆后刀面線切割成形的數學模型,設計了線切割專用夾具,并確定了專用夾具的運動方案。
(2)利用CAD/UG繪制了專用夾具的二維簡圖與三維模型,并研制了麻花鉆后刀面線切割專用夾具的實體樣機。通過實際切割試驗驗證了該線切割成形方法及專用夾具的可行性,為解決麻花鉆復雜后刀面的成形方式提供了一種新的思路。同時也為麻花鉆后刀面線切割專用夾具的設計及提高機床加工工件的質量提供了一定的參考與借鑒。
