基于MATLAB的焊接溫度場數值計算
2019-02-21 03:17:08
中國水運 2019年2期
關鍵詞:程序
(廣東南方職業學院,廣東 江門 529040)
1 前言
焊接溫度場特性對提高焊接質量具有重要意義。焊接溫度場的計算屬于非線性瞬態熱傳導問題,焊接過程溫度場的急劇變化造成溫度分布的不均勻,分析計算比一般的熱過程要困難。焊接溫度場研究始于20世紀40年代,近年來隨著焊接溫度場研究的逐漸深入, 有限元法逐漸應用于焊接溫度場的數值模擬過程,研究方向逐漸轉向三維焊接模擬,并實現溫度、相變及熱應力進行多場耦合計算。但解析法在焊接傳熱計算中仍然發揮重要的作用。本文在MATLAB平臺下,通過編程對厚大焊件點狀連續移動熱源溫度場的解析表達式,利用高斯積分法進行數值分析計算。
2 點狀連續移動熱源溫度場的高斯積分
厚大焊件點狀連續移動熱源溫度場的解析表達式為:
式中:
C:比熱容 (J/g?°C);
Cρ:容積比熱容(J/cm?°C);
a:熱擴散率(cm2/s);
v:焊接速度(cm/s)。
式(1)的積分要利用高斯數值積分公式進行變換得到式(2):
式中:p為高斯積分總步數;n=3——二次三點高斯積分;Δt為高斯積分步長;t=p*Δt——高斯積分總時間;Ζi為高斯求積節點;Hi為高斯求積節點處的高斯積分系數。
3 MATLAB程序和算例
利用高斯積分公式(2)通過MATLAB平臺編程計算焊接溫度場,程序由主程序和整體坐標和局部坐標變換子程序,高斯積分和迭代子程序等組成。計算時取被焊材料為Q235,則其熱物理常數為熱擴散率a=0.1(cm2/s)、導熱系數λ=0.42(W/cm.oC)、比熱容 C=0.68(J/g. °C)、密度 ρ=7.8(g/cm3)。高斯計分時間步長取Δt=6(s)、積分總步數N=40,取三節點二次單元的高斯計分算法,則高斯求積節點和求積系數如表1所示。
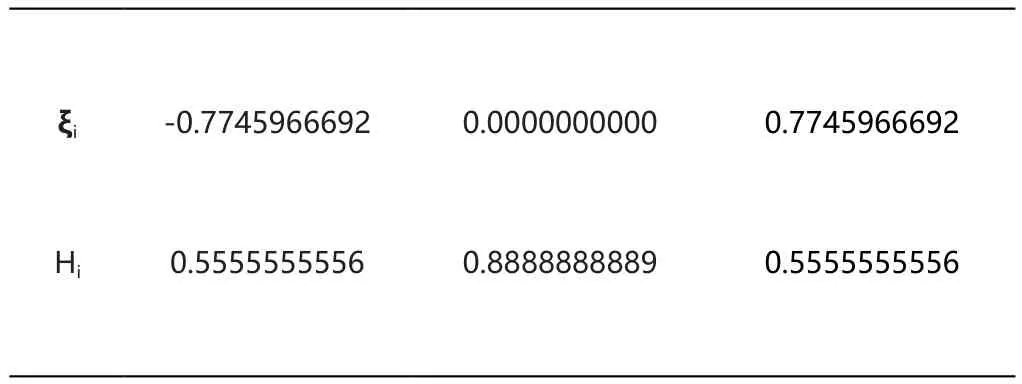
表1 ζi , Hi的取值
焊接工藝參數取焊接電流I=350A、電弧電壓U=25V、焊接熱效率η=0.82(焊條電弧焊)。焊件尺寸設定為焊件長度L=30cm、焊件寬度B=14cm,為了減少計算時間采用間距為0.1cm空間網格劃分,計算焊件上表面的溫度場分布,則z=0。計算結果由MATLAB程序輸出如圖1所示。
由圖1(a)中1500 °C等溫線是焊接時電弧中心液態熔池的形狀。圖1(b)中1、2、3、4曲線分別是焊縫中心線上的焊接電弧中心,電弧中心之前1.5cm,電弧中心之后1.5cm,電弧中心之后2.5cm焊件上表面的點,其溫度沿著Y軸的分布。圖1(c)中1、2、3、4曲線分別是焊接電弧中心,與焊縫中心線垂直距離電弧中心2cm,距離電弧中心3cm,距離電弧中心5cm焊件上表面的點,其溫度沿著X軸的分布。
4 結論
(1)焊接溫度場的解析表達式結合高斯數值積分原理進行焊接溫度場的數值計算可以在焊接工程實際中應用。
(2)MATLAB平臺具有編程簡單快捷,運行速度快,程序輸出內容豐富,輸出圖形表達直觀,適合焊接溫度場數值計算的應用。
(3)利用焊接溫度場的MATLAB程序,通過改變程序的輸入參數,可以得到不同被焊材料,不同焊件尺寸,不同焊接工藝參數情況下的數值解答。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
