粗鎢絲裂點影響因素研究
2019-02-20 02:35:42董新華郭世貴
有色金屬加工 2019年1期
董新華,郭世貴,李 佳
(自貢硬質合金有限責任公司,四川 成都 610100)
摻雜鎢絲具有熔點高、蒸汽壓低、再結晶溫度高、高溫抗下垂性能好等特點[1],主要應用在高溫領域、傳統(tǒng)照明行業(yè)、真空鍍膜行業(yè),例如復印機燈、鹵素燈、HID燈、金鹵燈等。鎢絲裂點數(shù)量是衡量燈絲質量非常重要指標,直接影響燈具質量。鎢絲裂點并不一定在拉絲過程中造成鎢絲斷裂,但是在繞制過程中會使鎢絲開裂、斷裂,這兩種情況燈絲都是不合格的,這種情況會造成很大的浪費[2]。裂點可以通過渦流探傷和金相顯微鏡觀測到,引起鎢絲裂點的因素較多,本文避開了鎢絲生產(chǎn)中重要的粉末階段,試驗是在原材料合格,旋鍛設備和模具狀態(tài)正常,其他工藝正常,拉絲石墨乳、模具、設備正常的前提下,通過調(diào)整加工溫度、退火溫度、退火點,分析鎢桿的晶粒組織結構、硬度、彎折性能、探傷水平的狀況,確定生產(chǎn)低裂點鎢絲最佳加工溫度、退火溫度和退火點。并得出結論,鎢絲裂點形成的主要原因是鎢絲表面殘余拉應力,當鎢絲表面殘余拉應力大于晶粒和晶粒之間的結合力時,就形成裂點,通過提高加工溫度、退火溫度和增加退火點可以有效減小鎢絲的表面殘余拉應力,減少裂點發(fā)生的概率。
1 試驗內(nèi)容
旋鍛階段,通過加工溫度、退火溫度、退火點的不同,設計出5種試驗方案,觀察不同方案中間某些規(guī)格的硬度和金相情況,最終把鎢絲加工到Ф2.9mm進行渦流探傷,并分析不同方案硬度、金相和渦流探傷關系。拉絲階段,通過調(diào)整拉絲溫度和退火工藝,設計出6種試驗方案,原料是旋鍛階段加工到Ф2.9mm的半成品,加工過程中對Ф0.93mm和Ф0.39mm的絲材進行渦流探傷。通過旋鍛和拉絲兩階段試驗結果,分析鎢桿中間某些規(guī)格硬度、金相和渦流探傷之間的關系,觀察鎢絲裂點形態(tài),找出影響鎢絲裂點的主要因素。
2 旋鍛加工階段試驗方案
每個方案加工30kg鎢條,為了排除其他影響因素,加工過程中相同的崗位都是在同一時間段生產(chǎn),具體方案如表1所示。
觀察不同方案中某些規(guī)格的硬度、金相、渦流探傷情況,并分析他們之間聯(lián)系,硬度測試采用HRS-150型數(shù)顯洛氏硬度計,金相觀察通過金相顯微鏡,探傷采用渦流探傷設備。
2.1 硬度變化
硬度能很好的反應鎢桿在加工過程中的加工硬化程度和硬化速率,通過測量各方案不同道次的洛氏硬度(HRC)來表征鎢桿的硬化程度和變化速率,從各方案的數(shù)據(jù)可以看出,加工和退火溫度越高,退火道次越多,鎢桿的硬度就越小,如表2所示。
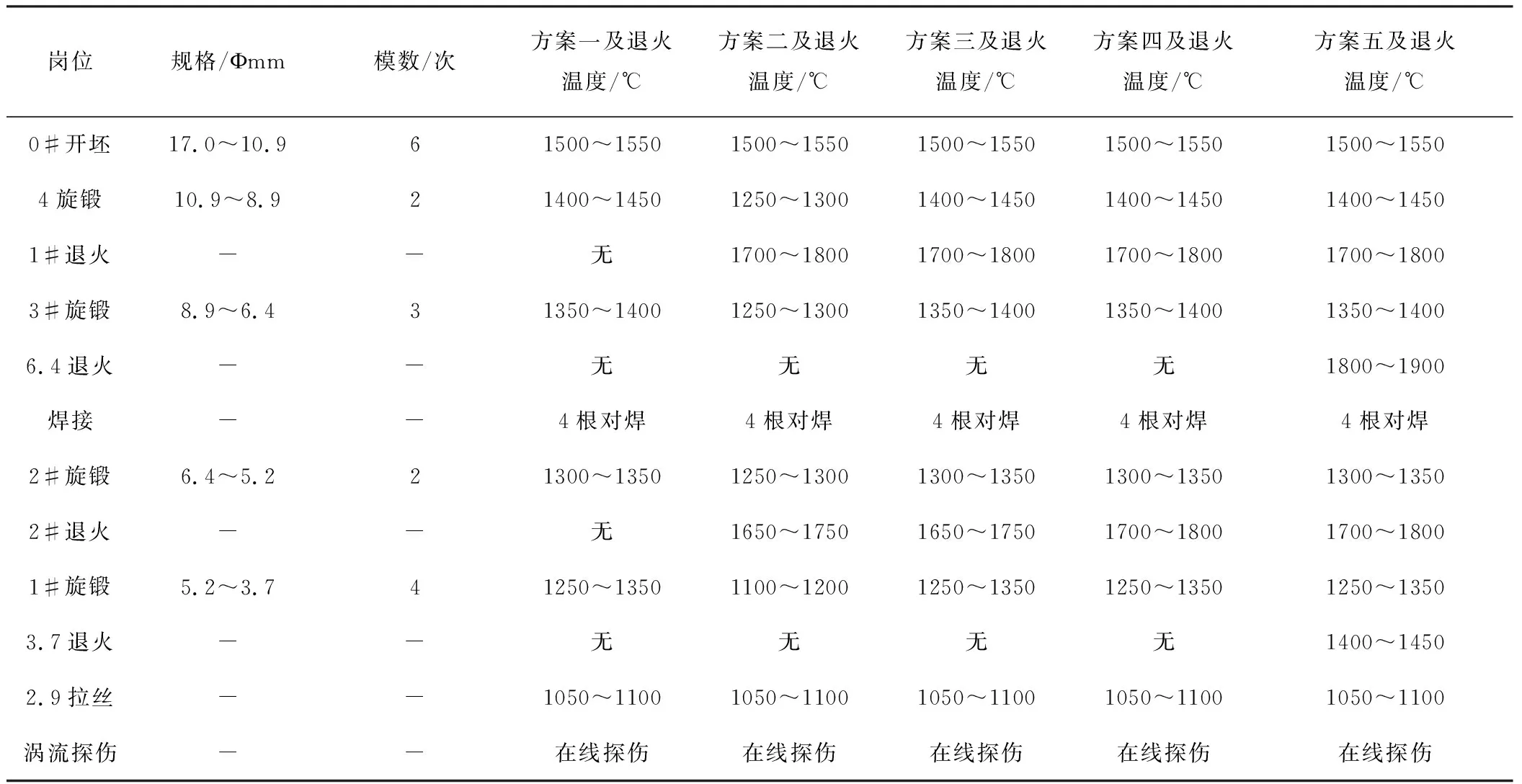
表1 旋鍛階段5種不同方案工藝參數(shù)
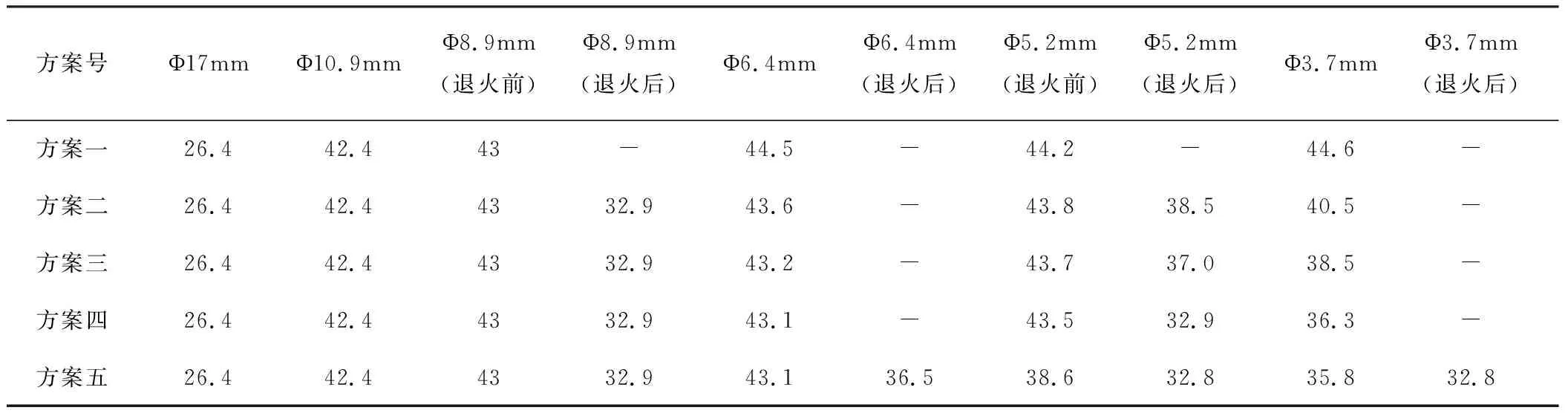
表2 不同方案各道次鎢桿的洛氏硬度(HRC)
2.2 組織結構變化
對Ф8.9 mm和Ф5.2mm兩個規(guī)格退火前后的橫截面做金相檢驗(100X),觀察鎢桿在加工過程中的組織結構變化情況,如圖1所示。
方案一未退火,Ф8.9mm和Ф5.2mm晶粒組織不規(guī)整,呈現(xiàn)扭曲和擠壓狀態(tài);方案二,Ф8.9mm退火后晶粒組織結構很規(guī)整,Ф5.2mm退火后晶粒組織較退火前有很大改善,但是從金相上來看還是呈現(xiàn)出交織狀態(tài);方案三退火后Ф8.9mm和Ф5.2mm晶粒組織結構較規(guī)整;方案四退火后Ф8.9mm和Ф5.2mm晶粒組織結構沒有呈現(xiàn)出交織狀態(tài),但是中心處的晶粒明顯比邊部晶粒大,晶粒不均勻;方案五退火后Ф8.9mm和Ф5.2mm晶粒組織結構很規(guī)整,晶粒均勻。
2.3 Ф2.9mm渦流探傷結果
在Ф2.9mm規(guī)格采用渦流探傷,我們規(guī)定缺陷深度>直徑5%為裂點,規(guī)定探傷點數(shù)<2點/kg為A料,反之為D料(排除兩個端頭的影響),記錄下每根絲的裂點數(shù),并給出記錄圖紙,如表3所示。
從表3格探傷數(shù)據(jù)來看,方案一的探傷結果較差,鎢絲表面有許多不同深度缺陷,不利于后續(xù)加工,所以方案一的工藝不可行;方案二的探傷結果處于中間水平,探傷點數(shù)在可控范圍內(nèi);方案三、四、五的Φ2.9mm探傷點數(shù)較少,處于較好水平。
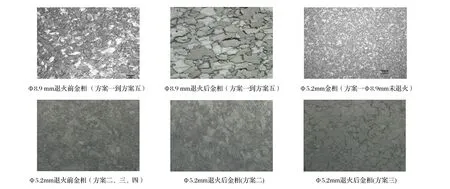
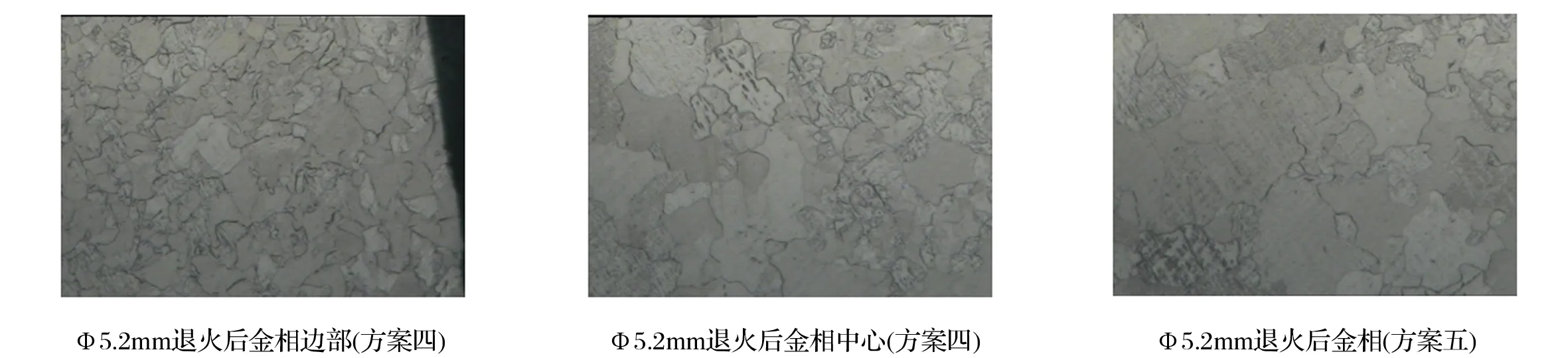
圖1 不同方案金相圖片(100X)Fig.1 Metallographic pictures of different schemes (100X)
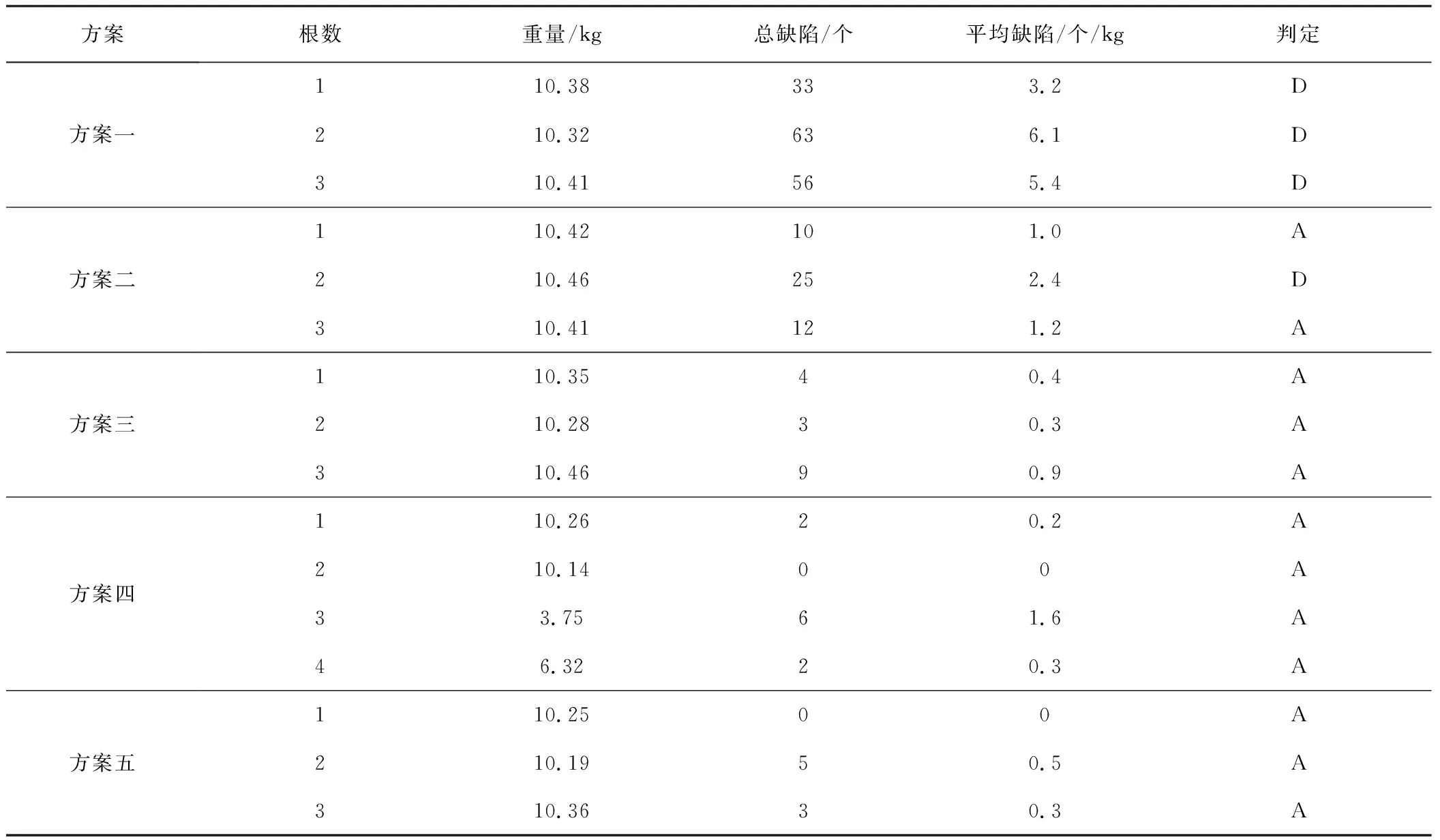
方案根數(shù)重量/kg總缺陷/個平均缺陷/個/kg判定方案一方案二方案三方案四方案五110.38333.2D210.32636.1D310.41565.4D110.42101.0A210.46252.4D310.41121.2A110.3540.4A210.2830.3A310.4690.9A110.2620.2A210.1400A33.7561.6A46.3220.3A110.2500A210.1950.5A310.3630.3A
3 拉絲加工階段試驗方案
拉絲階段的試驗是在旋鍛階段試驗基礎上設計的,旋鍛階段方案一的探傷較差,剔除方案一的產(chǎn)品。拉絲階段設計方案編號為:2-1、2-2、3-1、4-1、5-1、5-2,每個方案的第一個數(shù)字代表旋鍛方案的用料,2-1代表旋鍛方案二加工Φ2.9mm的原料,4-1代表旋鍛方案4加工出Φ2.9mm的原料,以此類推。工藝參數(shù)如表4所示。

表4 拉絲階段不同方案的加工溫度和退火溫度
3.1 渦流探傷檢測情況
方案2-1點數(shù)增加的很快,方案2-2點數(shù)基本可控;方案3-1點數(shù)增加屬于可控范圍;方案4-1和5-1探傷點數(shù)增加的很少,能生產(chǎn)出裂點數(shù)較少的鎢絲,從探傷數(shù)據(jù)來看,方案5-1是生產(chǎn)低裂點鎢絲的最佳工藝;方案5-2在Ф0.93mm探傷時裂點數(shù)目很少,但是后續(xù)通過低溫拉絲后探傷點數(shù)明顯增加,已經(jīng)不可控了。探傷數(shù)據(jù)如表5所示。
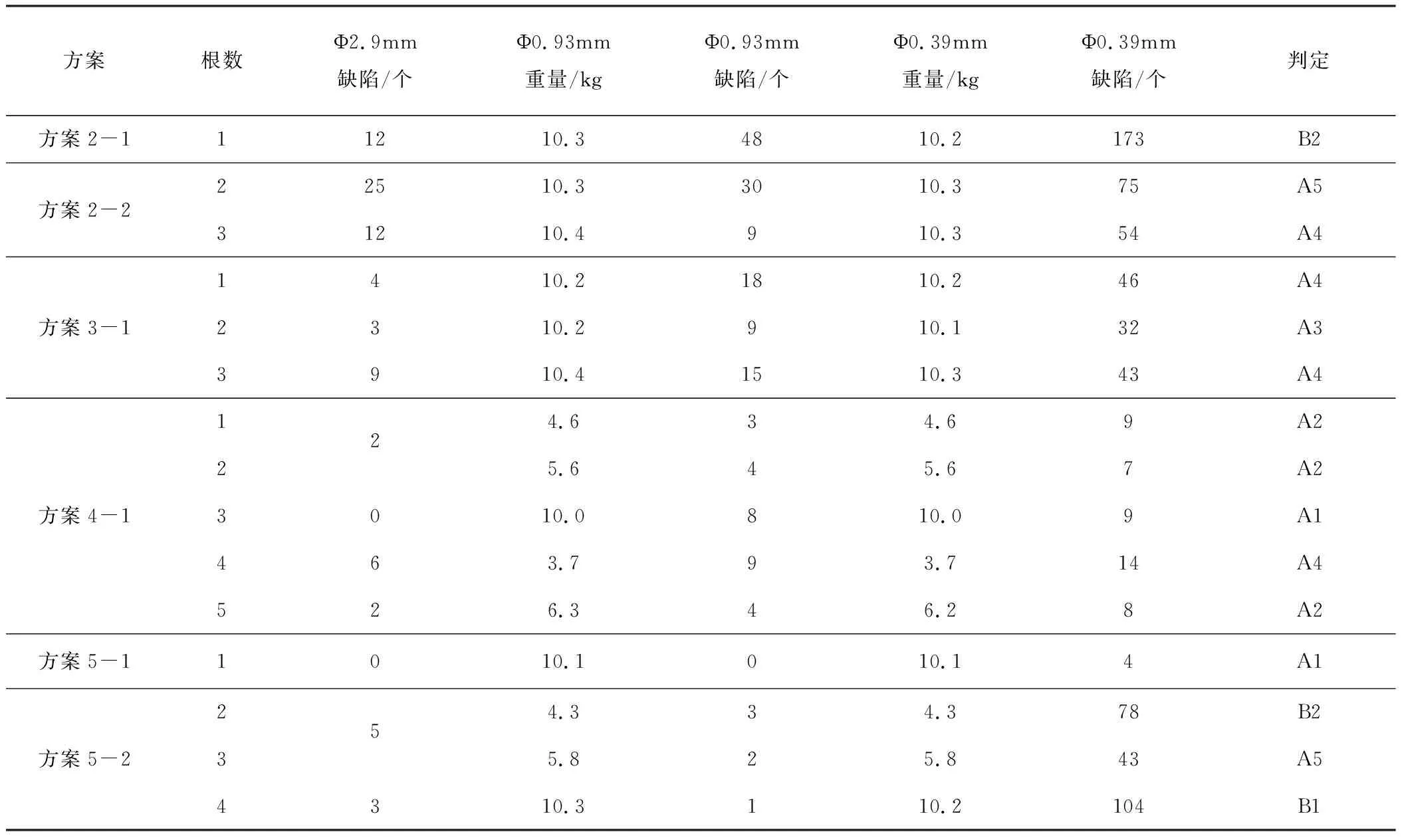
表5 各試驗方案不同規(guī)格探傷情況
3.2 鎢絲缺陷形貌分析
鎢絲裂點在生產(chǎn)過程中是通過渦流探傷設備檢測出來,為了更能直接的表達缺陷形態(tài),把渦流探傷有缺陷的鎢絲制備成金相,通過金相顯微鏡觀察缺陷形貌(圖2),我們發(fā)現(xiàn)缺陷都是由鎢絲的表面向中心延伸。
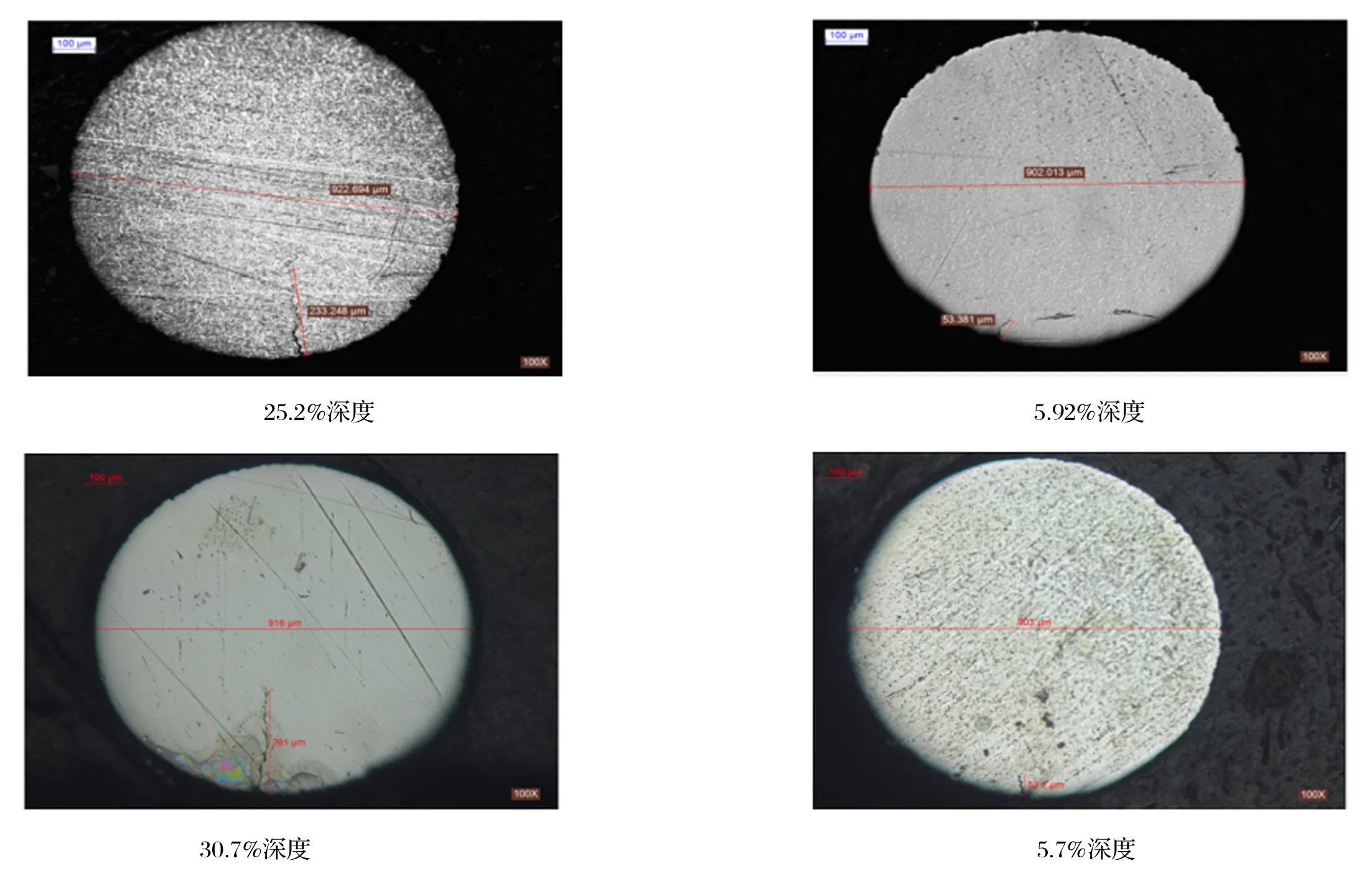
圖2 部分鎢絲缺陷宏觀形態(tài)Fig.2 Macroscopic morphology of some tungsten filament defects
4 試驗結果分析
從以上試驗方案分析得出,加工溫度、退火溫度高,退火道次多,鎢桿在中間工序硬度低,退火后晶粒組織結構規(guī)整,無明顯扭曲和交織狀態(tài),鎢桿內(nèi)部殘余應力少,加工到絲材部分裂點少,能獲得低裂點的粗鎢絲。本文提到的鎢絲表面殘余應力可以通過殘余應力分析儀得出,也可以根據(jù)有限元模擬得出,本文主要通過試驗方式證明殘余應力的影響,并沒有給出殘余應力的大小值和表現(xiàn)形式。MR.Ripol等人通過有限元模擬出粗鎢絲階段的應力分布(圖3),圖中紅顏色代表的為拉應力,正數(shù)值;藍顏色表示為壓應力,負數(shù)值。正數(shù)值越大,拉應力越大,負數(shù)值越小表示壓應力越大[3]。
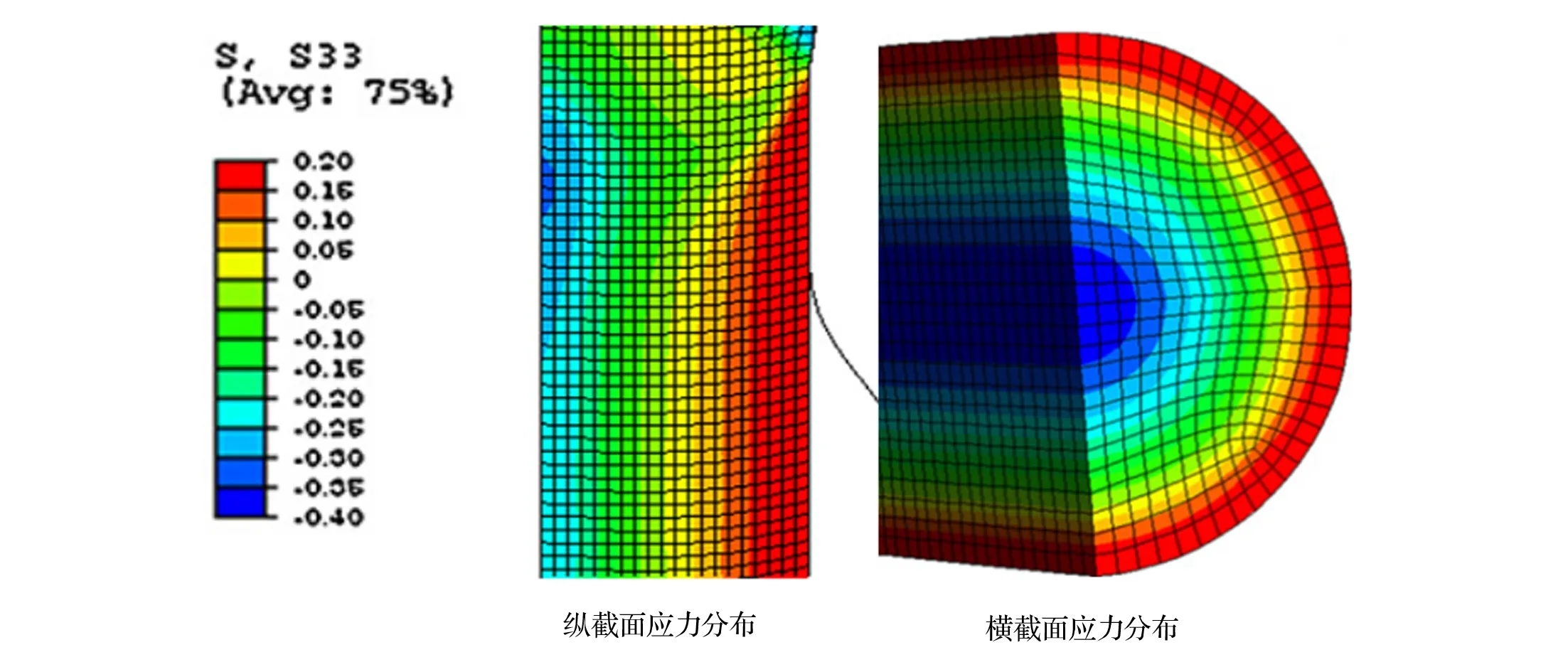
圖3 有限元模擬粗鎢絲殘余應布Fig.3 Finite element simulation of residual distribution of thick tungsten filament
從圖3可看出,鎢絲的表面拉應力最大,越往中心,拉應力逐漸減小,鎢絲中心部分為壓應力。我們金相照片上觀測到鎢絲的裂點也是從表面開始形成,逐漸向中心擴展,這和我們的試驗結果是一致的。
5 結論
(1)旋鍛加工溫度、退火溫度、退火點直接影響鎢桿的硬度和金相組織結構;加工溫度、退火溫度越高,硬度越小,晶粒組織結構越規(guī)整,后續(xù)鎢絲形成裂點的概率越小;
(2)造成鎢絲裂點形成的主要原因是鎢絲表面殘余應力,當鎢絲表面殘余應力大于晶粒和晶粒之間的結合力時,裂點就形成了,通過提高加工溫度、退火溫度和增加退火點可以有效減小鎢絲的表面殘余應力,減少裂點發(fā)生的幾率;
(3) 旋鍛階段方案四和拉絲階段方案4-1以及旋鍛階段方案五和拉絲階段方案5-1組合,可以生產(chǎn)出低裂點的鎢絲。