噴氣渦流紡紗梳理針布的選配
2019-02-15 09:00:44陳玉峰
棉紡織技術 2019年2期
陳玉峰
(光山白鯊針布有限公司,河南信陽,465450)
1 噴氣渦流紡紗特點及梳理關鍵問題分析
1.1 噴氣渦流紡紗線的特點
棉條經四羅拉或者五羅拉高倍牽伸成須條后,由前羅拉輸出進入噴嘴,沿入口處螺旋表面高速運動,須條中的纖維頭端以較高速度進入空心管,而尾端則傾倒在空心管外壁的錐面上,隨著紗條的輸出,在壓縮空氣的作用下紗條被加捻成紗,然后由空心管輸出,再卷繞成筒紗。噴氣渦流紡的紗線由平行(芯)組分和(外)螺旋包纏兩部分構成,并由螺旋包纏實現了高速和真捻,紡紗方法屬于非自由端紡紗。紗線的特點是:外部結構近似于環錠紡紗,外部包纏纖維呈螺旋狀,與無捻紗芯一起形成捻度,相對于真捻紗包纏纖維比較少,并有伸直纏繞的情況。內部紗芯纖維的排列直接影響成紗強力,如纖維分布定向好,單位截面承擔應力的纖維數量多,成紗強力弱環及細節出現概率少,成紗斷裂強度增加[1-2]。
1.2 噴氣渦流紡紗梳理的關鍵問題分析
噴氣渦流紡紗時如果喂入條纖維彎鉤和棉結多,則紗芯纖維定向性差,易產生強力弱環及細節,外部包纏纖維粗節和棉結容易暴露造成布面疵點;短絨含量高,導致噴氣渦流紡紗生產中纖維散失,造成渦流紗斷裂強度下降,進一步影響成紗的效率和質量。因此,喂入纖維條中的纖維整齊度、彎鉤和棉結數量直接影響到渦流紗的成紗結構和性能,而纖維條質量主要取決于梳棉過程中對纖維的梳理和轉移。對梳理的要求是:纖維伸直度整齊度高,纖維損傷少,短絨含量低,纖維彎鉤和棉結最大限度的降低。由于噴氣渦流紡產量高,相對應對梳棉機的要求是高速高產高質量。
2 噴氣渦流紡梳理針布選配的原理分析
2.1 噴氣渦流紡梳理針布的選配原則
目前,噴氣渦流紡主要用于粘膠、滌綸、精梳棉等纖維紡紗中,纖維細度細、長度長、含雜少,梳理過程中靜電多,易纏繞針布。梳棉過程中應注重強化梳理和轉移功效、減少纖維彎鉤和棉結數量、避免纖維損傷以及控制短絨等方面,針布配置原則是:充塞少,針面負荷輕,針面轉移率高,生條結雜少,棉網清晰度高,纖維梳理度好,纖維損傷少;在保證質量的條件下,實現梳理的高速高產高質高效。
2.2 噴氣渦流紡梳理針布的選配原理分析
2.2.1 噴氣渦流紡梳理錫林針布的選配
錫林針布選配注重:針高、齒密、角度、縱向齒距、表面處理等。針高采用矮齒、淺齒,在梳理過程中使纖維處于齒尖,有利于纖維的分梳和轉移,提高了梳理和均勻混和效果;同時針面負荷輕,轉移率高,對減少棉結有利。采用薄齒、密齒,增加了對纖維的握持和分梳能力,基厚減薄增加了針布的橫向密度,增大了橫縱向的齒密比,有利于把纖維束分梳成單纖維,有利于棉結減少,改善棉網均勻度、棉網結構及纖維伸直度,提高成紗質量和減少齒尖磨損。工作角度的選擇以加強纖維梳理過程中轉移釋放性能為主偏大掌握,避免纖維纏繞針布而導致的棉結急劇增加;一般選配可根據機型進行選配,小于道夫的工作角度為宜,利于道夫抓取和轉移。針布表面光潔度要求高,減少生產中的纏掛繞,減少揉搓造成的棉結和纖維損傷,利于梳理質量。
2.2.2 噴氣渦流紡梳理道夫針布的選配
道夫針布的主要作用是凝聚纖維,應具有足夠的抓取握持能力,保證纖維及時、充分、正常轉移的同時,解決高速氣流的順利引導問題。道夫針布選配應注重齒深、大齒隙容量、小工作角、弧形齒尖以提高轉移能力,側齒橫紋等。道夫針布齒深加大,齒間容量加大,道夫針布的握持抓取力大,有利于容納更多的纖維,有利于錫林-道夫作用區氣流的引導和下泄。采用弧形變角齒尖可極大地提高道夫針布的剝取轉移性能,減小齒尖角有利于對纖維層的穿刺和棉網凝聚,而且還使棉結顯著降低,改善了棉網質量。小工作角利于抓取錫林轉移的纖維,提高轉移率,減少重復分梳帶來的纖維損傷。側面橫紋,主要引導纖維棉網導入,提高轉移效果,減少纖維重復梳理的損傷。
2.2.3 噴氣渦流紡梳理活動蓋板針布的選配
錫林-蓋板作為梳棉機主要梳理區,梳理作用由錫林針布和蓋板針布共同完成。噴氣渦流紡活動蓋板針布的梳理選配:針高,植針勻密或者近勻密方式,工作角度大,橫向針密密;針高采用中度針高,一般為8.0 mm,下膝高,此種選型利于纖維向齒尖轉移,便于錫林與蓋板間的相互梳理;蓋板針布采用橫向針尖距小、縱向針根距漸稀的圓弧形曲線排列,有利于纖維釋放轉移,針布負荷輕,蓋板花少,又保證有足夠的梳理能力,減少棉結;植針方式實現纖維的控制強弱和梳理力的穩定及分布,勻密植針方式梳理力均衡控制能力弱,釋放能力強;角度實現對纖維的控制和釋放,角度大釋放能力強,控制能力弱,反之亦然。
2.2.4 噴氣渦流紡梳理刺輥針布的選配
刺輥針布齒尖鋒利度、耐磨性、光潔度、平整度要好,避免磨損、倒齒損傷纖維。采取減少縱向針尖距,以薄尖、弧齒、大齒距為基礎,提高穿刺能力,減少纖維損傷。
3 噴氣渦流紡梳理針布的選配優化實踐
3.1 錫林針布選配的優化實踐
在道夫、刺輥、蓋板針布型號一定的條件下進行了錫林針布的優選。梳棉機型為TC5-1型,原料規格為R 1.33 dtex×38 mm,噴氣渦流紡機型MVS870型,紡紗號數為R 14.8 tex,引紗速度450 m/min。
梳棉機主要工藝參數如下:錫林針布AC2025×01650,道夫針布AD4030×02090-G4,蓋板針布BNT40型,刺輥針布AT5010×05030V型,前固定蓋板為(12)550×12,后固定蓋板(6)240×4、320×2,出條速度180 m/min,生條定量25 g/5 m, 產量54 kg/h,錫林速度420 r/min, 刺輥速度1 106 r/min,錫林~蓋板隔距0.25 mm、0.25 mm、0.20 mm、0.20 mm、 0.20 mm、0.20 mm。
根據所紡纖維特點,具體選用AC2030×01550型,AC2030×01740型,AC2030×01540型,AC2025×01650型,AC2525×01550型,AC1830×01740型,AC2035×01740型幾種錫林針布進行型號優化。各型針布幾何尺寸工藝參數見表1,不同錫林針布噴氣渦流紡機械效率和切疵對比見表2。
表1幾種錫林針布幾何尺寸參數對比

項目針高/mm縱向齒距/mm基部厚度/mm工作角/(°)齒密/齒·(25.4 mm)-2表面處理齒深/mmAC2030×01740AC2030×01540AC2025×01650AC2525×01550AC2030×01550AC1830×01740AC2035×017402.52.02.02.52.01.82.01.71.51.61.51.51.81.70.40.40.50.50.50.40.430302525303035 9491 075 806 860 860 949 949拋光 等離子 表面強化拋光 拋光 拋光 拋光 0.400.370.370.550.370.300.37
MVS型噴氣渦流紡清紗工藝參數:棉結疵點粗細度+205%,S疵點粗細度+75%,S疵點長度3.0 cm,L疵點粗細度+30%,L疵點長度20 cm,T疵點粗細度-25%,T疵點長度20 cm,LL疵點粗細度+15%,LL疵點長度100 cm,TT疵點粗細度-15%,TT疵點長度150 cm,成紗號數R 14.8 tex,引紗速度450 m/min。
表2不同錫林針布噴氣渦流紡機械效率和切疵對比
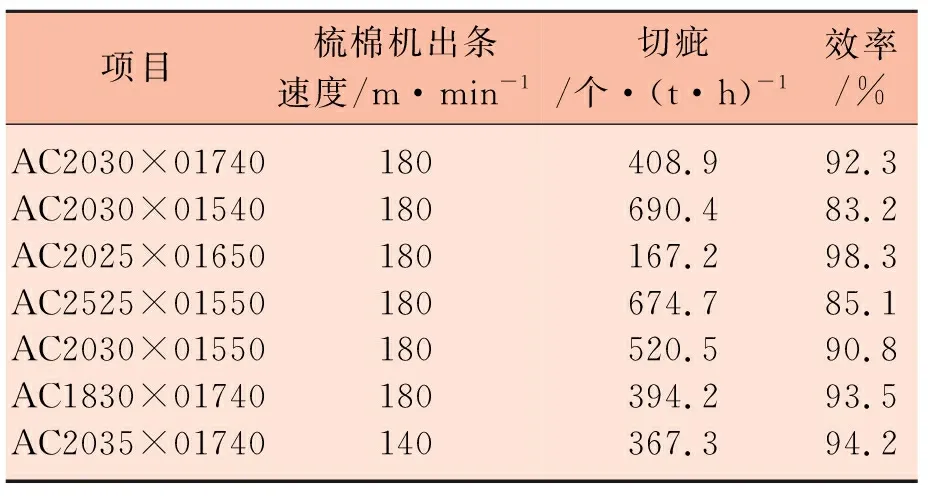
項目梳棉機出條速度/m·min-1切疵/個·(t·h)-1效率/%AC2030×01740AC2030×01540AC2025×01650AC2525×01550AC2030×01550AC1830×01740AC2035×01740180180180180180180140408.9690.4167.2674.7520.5394.2367.392.383.298.385.190.893.594.2
表2分析:AC2025×01650型錫林針布在噴氣渦流紡紗中優勢明顯,特點是齒密適度,能夠充分梳理且不損傷纖維;表面強化處理光潔度高,角度大利于轉移,能夠減少纖維的重復梳理。AC1830×01740型針布效率次之,主要原因是工作角小,控制纖維能力強,纖維轉移效果不如65°工作角,容易造成纖維損傷;AC2030×01540型齒密過密,纖維損傷大,疵點最多,效率最低;AC2035×01740型錫林針布工作角角度過小,在梳棉機低速條件下效率適中,但是生產成本高,不利于高速高產。AC2525×01550型的齒深過深,不利于纖維轉移,梳理效果差。
3.2 活動蓋板針布的優選實踐
在道夫、刺輥、錫林針布型號一定的條件下進行了蓋板針布的優選。其他試驗條件同上。根據所紡纖維特點,具體選用MCH45型,MCH52型,MCH52(78°)型,BNT45型幾種進行優化試驗,具體針布型號幾何尺寸見表3,具體試驗數據見表4。
表3幾種活動蓋板針布幾何尺寸對比

項目針高/mm植針方式工作角/(°)齒密/齒·(25.4 mm)-2上膝高/mmMCH45MCH52MCH52(78°)BNT457.57.58.08.0緞紋漸密緞紋漸密緞紋漸密斜紋漸密727278764505205204502.82.93.13.1
表4不同活動蓋板針布噴氣渦流紡機械效率和切疵對比

項目梳棉出條速度/m·min-1切疵/個·(t·h)-1效率/%蓋板落率/%MCH45MCH52MCH52(78°)BNT45180180180180208.9233.4187.2194.996.395.697.195.81.811.921.130.93
表4分析,在噴氣渦流紡梳理針布中,活動蓋板在質量、效率方面的差距較小,重點體現在制成率方面。綜合分析:MCH52(78°)型工作角大,利于轉移,適紡纖維能力強,齒密較密利于梳理,效率和落棉率以及成紗質量較好。漸密型蓋板控制纖維能力強,質量和切疵差異不大,但是落棉率較高,不利于成本。BNT45型斜紋漸密針布,釋放纖維能力強,對于落棉率最為有利。
此外,活動蓋板的選配要根據纖維的種類進行,在紡粘膠纖維方面,MCH52(78°)型號利于質量和效率,但是在紡滌綸纖維的時候,容易出現錫林繞花,靜電大的現象,BNT45型斜紋針布則能夠避免這一問題。
3.3 道夫針布的優選實踐
在蓋板、刺輥、錫林針布型號一定的條件下進行了道夫針布優選,其他試驗條件同上。根據所紡纖維特點,具體選用AD4030×02090L型,AD4030×02090B型,AD4030×01890型,AD4530×01870型,AD4030×02090-G4型,AD4030×02090-G2型進行了優化對比試驗,幾種梳棉道夫針布型號幾何尺寸對比見表5,試驗結果見表6。
表5幾種道夫針布針布幾何尺寸對比

項目針高/mm齒型工作角/(°)齒密/齒·(25.4 mm)-2齒深/mmAD4030×02090LAD4030×02090BAD4030×01890AD4530×01870AD4030×02090-G4AD4030×02090-G24.04.04.04.54.04.0直形齒弧形齒直形齒直形齒弧形齒側面四道橫紋直形齒側面二道橫紋3030303030303583583985123583582.62.62.13.12.62.6
表6不同道夫針布噴氣渦流紡機械效率和切疵對比

項目梳棉出條速度/m·min-1切疵/個·(t·h)-1效率/%生產過程AD4030×02090LAD4030×02090BAD4030×01890AD4530×01870AD4030×02090-G4AD4030×02090-G2140180130180180180210.4203.4147.2194.9170.2184.996.394.697.596.897.895.9高速掉網正常高速掉網低速繞道夫正常正常滌綸纖維高速掉網
表6分析:道夫針布與生產效率、成紗質量有很大的關系,其重點體現在梳棉機的生產效率和最終的成紗切疵效率。
AD4030×02090-G4型優勢體現在弧形齒側面帶四道橫紋導入纖維轉移效果好,齒深深容纖量大,適應高速,適紡范圍廣。AD4530×01870型齒深深,容纖量大,齒密密,直齒型利于纖維轉移,也體現出一定的優勢。其他直齒針布在低速條件下成紗質量和切疵率能夠達到要求,但是不能適應高速高產。其他弧齒針布,能夠適應高速,但是成紗質量不如直齒道夫。
3.4 刺輥針布的優選實踐
噴氣渦流紡的梳理要求對纖維的損傷少,從而減少加捻過程中的紗疵的產生。刺輥針布是纖維損傷的關鍵,選配好刺輥針布對噴氣渦流紡的質量和效率有利。刺輥針布減少纖維損傷的主要途徑是:縱向齒距加大,減少縱向沖擊始梳點時的損傷;齒密和刺輥速度結合,適度齒密;齒頂面積減少。滿足減少刺輥損傷纖維的三個條件:纖維間橫向聯系少,纖維彎鉤少,縱向接觸齒數多[3]。
針對粘膠纖維強力偏低,在梳理時易造成纖維損傷,采用自鎖超大齒距薄齒刺輥針布AT5010×8030VA型替代AT5010×5030V型,刻槽AT5610×01311型代替AT5610×05611型,縱向齒距拉大實現了對纖維的保護,保證質量穩定強力提高,成紗切疵少。大齒距薄齒刺輥針布對比見表7。
表7大齒距刺輥針布幾何尺寸對比

項目針高/mm齒型工作角/(°)齒密/齒·(25.4 mm)-2齒尖厚度/mmAT5010×8030VAAT5010×5030VAT5610×01311AT5610×056115.05.05.65.6自鎖自鎖刻槽刻槽10101010264315360.170.220.170.24
4 結語
紡高品質的噴氣渦流紗線,選擇合理的梳棉針布是關鍵。根據噴氣渦流紡紗線特點和原理,實踐證明:選用錫林針布AC2025×01650型,蓋板針布MCH52(78°)型,道夫針布AD4030×02090-G4型以及薄齒大齒距刺輥,能夠實現梳理充分、轉移適度、纖維損傷少、適紡范圍廣,有效提高纖維整齊度,減少彎鉤和棉結,明顯提高生條的纖維伸直度,減少纖維彎鉤的產生,改善噴氣渦流紡紗質量,提高生產效率。