淺談大中型水電站蝸殼快速安裝技術(shù)
2019-02-06 09:25:28毛永茂
探索科學(學術(shù)版) 2019年7期
毛永茂
中國水利水電第十四工程局有限公司機電安裝事業(yè)部 云南 昆明 650032
1 工程概述
小灣某大型水電站共裝設(shè)6臺單機額定容量為700 MW的機組,額定水頭216 m,額定轉(zhuǎn)速150rp m。每臺機蝸殼共有28個管節(jié)組成,除尾部2節(jié)隨座環(huán)到貨外,其余26個管節(jié)在工地采用國產(chǎn)ADB610D高強鋼板制造。蝸殼除湊合節(jié)分成3塊瓦片、2節(jié)蝸殼進口延伸段為整圓管節(jié)出廠外,其余“C”型管節(jié)組焊成單節(jié)后出廠。
蝸殼平面尺寸為23225 mm×21152 mm,進口端管口直徑為Φ6500 mm,板厚從鼻端30 mm漸變70 mm。蝸殼安裝中心高程為EL980.0075 m。蝸殼管節(jié)的裝配編號從+X軸線起沿水流方向依次為1~24節(jié)(與斷面號一致),進口管段沿水流方向依次為A、B、C、D(見圖1)。
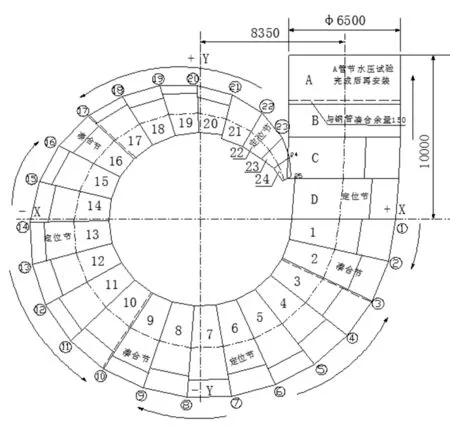
圖1 蝸殼體形結(jié)構(gòu)及掛裝順序圖
2 蝸殼掛裝技術(shù)實施要點
在進行蝸殼掛裝作業(yè)時,需要使用主廠房100t/32t橋機將蝸殼管節(jié)吊運到安裝位置。[1]為了確保整個吊運過程中蝸殼管節(jié)的平穩(wěn)性,需要預先對蝸殼管節(jié)的重心位置進行精準的計算。在現(xiàn)場作業(yè)中,施工單位在焊接一個吊耳吊點的情況下即實現(xiàn)了蝸殼C管節(jié)吊裝過程的平衡控制,極大的提高了蝸殼掛裝的效率。
2.1 掛裝順序 蝸殼掛裝的第一步是對定位節(jié)進行確定,本次作業(yè)中主要有D管節(jié)、6#管節(jié)、13#管節(jié)以及22#管節(jié)四個,之后基于這四個定位節(jié)確定掛裝作業(yè)的順序,即如圖1所示。
2.2 定位節(jié)掛裝 在定位節(jié)掛裝過程中,應以機組的X、Y軸線作為參考基準,使用全站儀在座環(huán)上、下過渡板和混凝土地面上放出蝸殼各斷面掛裝的控制點,進行明顯標記。之后根據(jù)控制點將定位節(jié)調(diào)運到安裝位置,以低速與座環(huán)過渡板緩慢貼近,最后支撐在過渡板底面的焊接擋塊上。完成以上基礎(chǔ)準備后,使用掛線錘測定并調(diào)整進水邊管口的垂直平面度,使其偏差控制在5 mm以內(nèi)。進而通過調(diào)整使水邊腰線的高程與固定導葉的中心平面保持一致,并使用全站儀測量保證其精度符合要求。之后對進水邊最遠點與機組中心線之間的距離進行調(diào)整,將偏差控制在12 mm以內(nèi)。之后裝焊騎馬版、斜楔等調(diào)整工具對定位節(jié)與過渡板的間隙以及錯牙進行調(diào)整,前者維持在2~3mm,后者控制在2 mm以下。最后,對上過渡板進行調(diào)整,基于蝸殼的開口和高程對定位節(jié)進行起落和調(diào)整,完成和下過渡板的對接。[2]在確保各方面尺寸符合要求后,即可進行焊接定位。
2.3 其余管節(jié)掛裝 完成定位節(jié)的掛裝與驗收后,應根據(jù)預先確定的順序依次完成進、出水便其它管節(jié)的安裝作業(yè)。為了避免座環(huán)失去平衡,應根據(jù)掛裝后蝸殼的重量對各方向上掛裝管節(jié)的數(shù)量進行適當?shù)恼{(diào)節(jié)。一般情況下,每側(cè)必須拼對完兩條環(huán)縫后才能進行第一條環(huán)縫的焊接。為了提高安裝效率,可以采用同步進行掛裝和焊接的方式。為了保障掛裝質(zhì)量,作業(yè)人員應注意以下要求:一,在過渡板上標記出蝸殼各管節(jié)的分度線。二,在開始安裝前,要對管節(jié)和座環(huán)過渡板兩者的開口值進行復測,通過對比確定對裝縫間隙,并據(jù)此預留出焊縫間隙。三,對管節(jié)環(huán)縫及其相鄰管節(jié)周長進行測量,確定環(huán)縫錯牙。
2.4 延伸段安裝 在開始延伸段掛裝作業(yè)之前,要對壓力鋼管的安裝尺寸進行復測。安裝時應將壓力鋼管中心以及蝸殼C關(guān)節(jié)進水邊實際中心兩者的連線作為中心控制線。以逆水向先后完成管節(jié)C、B的安裝。在混凝土澆筑之后進行A管節(jié)和壓力鋼管湊合節(jié)的安裝。
3 焊接作業(yè)要點
在本次工程中,蝸殼安裝焊縫采用手工電弧焊接,焊接作業(yè)順序如下:管節(jié)環(huán)縫→湊合節(jié)縱縫→湊合節(jié)環(huán)縫和C、D段環(huán)縫→舌板焊縫→過渡板焊縫→延伸段環(huán)縫。在焊接作業(yè)開始前,要進行預熱,溫度為100~120℃,焊縫每側(cè)預熱寬度不僅要超出板厚的3倍,還要保持在100 mm以上。如表2所示為焊接工藝參數(shù)。

表2 焊接工藝參數(shù)一覽表
3.1 蝸殼環(huán)縫焊接 蝸殼環(huán)縫焊接作業(yè)應按照其掛裝作業(yè)的順序開展,具體如圖2所示。首先對正縫(大坡口一側(cè))進行焊接,按分段對稱、多層多道、窄道焊的要求施焊。每層焊縫焊接前必須將上一層焊渣徹底清除干凈,層間接頭錯開30~50 mm。當正縫焊接至板厚的2/3時進行背縫碳弧氣刨清根,打磨光亮后進行干磁粉MT探傷,合格后進行背縫焊接,背縫蓋面完成后接著進行正縫的焊接直至完成蓋面。
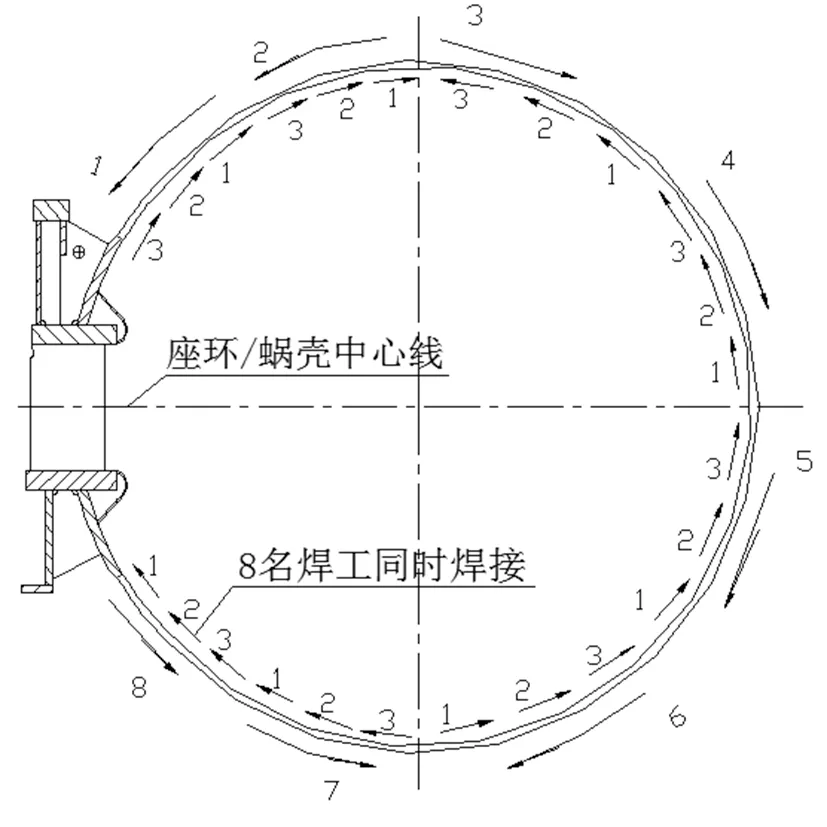
圖2 蝸殼環(huán)縫焊接順序示意圖
3.2 過渡板焊縫焊接 蝸殼和座環(huán)上、下過渡板間焊縫的焊接作業(yè)應設(shè)置在所有環(huán)縫焊接作業(yè)之后,在焊接過程中,上、下過渡板均應由8名焊工同時開展作業(yè),采用對稱分段退步焊接的方式。為了確保整個焊接作業(yè)能夠連續(xù)完成,應組織32名焊工分兩班輪換作業(yè)。在進行上過渡板的焊接中,應先進行非過流面的焊接,從過流面清根,下過渡板焊接則與之相反。此外,在焊接作業(yè)中還應加強對座環(huán)水平以及圓度變動的監(jiān)測,根據(jù)實際情況對焊接順序進行靈活調(diào)整。
4 結(jié)語
本次工程中一共實施了六臺套水輪機蝸殼的安裝,相關(guān)掛裝和焊接工藝實施質(zhì)量均達到預期效果。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
