壓鑄工藝參數和冷卻速度對B390鋁合金表面貧硅區的影響
2019-01-30 07:55:34張奧健陳惠芬
上海金屬 2019年1期
關鍵詞:工藝
張奧健 徐 春,2 陳惠芬,2 葉 兵
(1. 上海應用技術大學機械工程學院,上海 201418;2.上海應用技術大學材料科學與工程學院,上海 201418;3. 上海交通大學輕合金精密成型國家工程研究中心,上海 200240)
過共晶鋁硅合金與共晶和亞共晶鋁硅合金相比,具有密度更低,熱膨脹系數更小,且耐磨性能和耐高溫性能好的優點,因此是制造發動機及壓縮機活塞、汽缸體、剎車盤等零件的理想材料,在航空航天、汽車、機械等行業具有巨大的應用市場[1-4]。工業上常使用的過共晶鋁硅合金中硅的質量分數為14%~26%,硅相的顯微硬度值是鋁的15倍左右,因此硅相分布在鋁基體中,相當于軟的鋁基體上分布著很多硬質點,從而大大增加了合金的耐磨性能[5-7]。因此從耐磨角度看,希望鋁合金表面存在大量的硅相顆粒。然而,過共晶鋁硅合金在壓鑄時,初晶硅的析出受壓鑄工藝參數和冷卻速度等因素的影響,通常鑄件表面存在幾百微米厚的貧硅區,或者說初生硅極少,這不利于產品的耐磨性能,因此必須通過機加工去除貧硅區,從而將大大增加鑄件的制造成本[8-9]。
本文以B390鋁合金壓鑄件為研究對象,借助商用AnyCasting軟件模擬其充型、凝固過程,合理取樣并統計壓鑄件表面貧硅區的厚度,研究了壓鑄工藝參數以及冷卻速度對貧硅區厚度的影響,優化壓鑄工藝以減小表面貧硅區的厚度,為工業上壓鑄優質的耐磨表面提供技術支撐。
1 試驗材料與方法
試驗所用的熔煉原材料為純鎂(wMg=99.94%)、純鋁(wAl=99.70%)、純鋅(wZn=99.98%)及AlSi28、AlCu50、AlMn10、AlNi10、AlFe20中間合金,采用SG2-5-10型坩堝電阻爐熔煉化學成分如表1所示的B390鋁合金。

表1 試驗合金的化學成分(質量分數)Table 1 Chemical composition of the test alloy (mass fraction) %
熔煉工藝為:將鋁錠置入坩堝,待爐溫升至700 ℃形成熔池后,加入AlSi28中間合金;待爐溫升至740 ℃鋁硅合金完全融化后,按順序加入AlMn10、AlFe20、AlNi10、AlCu50中間合金;待中間合金全部熔化后,降溫至700 ℃,依次加入用鋁箔包裹的純Mg和純Zn;升溫至780 ℃,加入CuP14變質,保溫20 min;降溫至740 ℃精煉除渣;保溫,準備壓鑄。
采用日立TOYO BD-350V5型壓鑄機壓鑄。為了研究壓鑄工藝參數對B390鋁合金表面貧硅區厚度的影響,選擇3個參數2個水平進行DoE試驗,模具溫度為150 ℃。具體參數如表2所示。
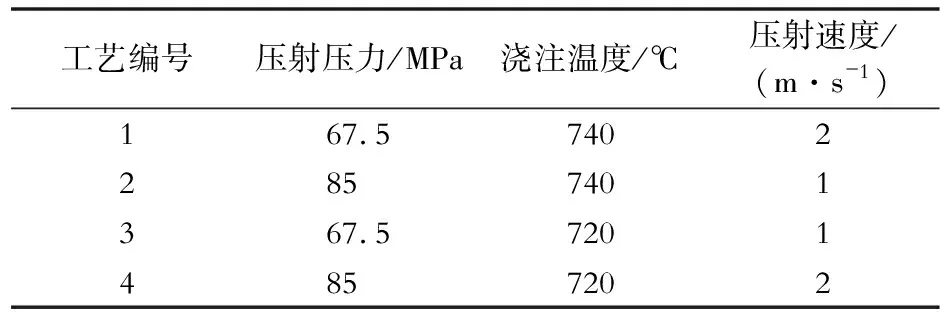
表2 壓鑄工藝參數Table 2 Die-casting process parameters
通過商用AnyCasting軟件模擬壓鑄件在不同壓鑄工藝參數下的充型、凝固過程,來確定壓鑄件不同位置的冷卻速度,并在3個典型冷卻速度的位置取樣。試樣經機械拋光后,采用蔡司金相顯微鏡拍攝照片,利用Image-Pro Plus軟件對照片進行貧硅區劃分并統計貧硅區的厚度。
2 試驗結果與分析
2.1 壓鑄件充型、凝固過程模擬
B390鋁合金壓鑄件充型過程的模擬結果如圖1所示,其中圖1(a)為壓鑄件在0.062 s完成充型的狀態圖,圖1(b)~圖1(c)依次為充型時間0.033、0.038、0.047 s拉伸片的狀態圖,圖1(e)~圖1(f)依次為充型時間0.051、0.054、0.062 s的拉伸棒狀態圖。可以看出,較薄的拉伸片由下至上逐步充滿僅需0.047 s;較粗的拉伸棒是由芯部從下至上充填的,中上部通過回流充滿,需要0.062 s。
壓鑄件凝固過程的模擬結果如圖2所示,其中圖2(a)~圖2(c)依次為凝固時間1.493、12.367、14.386 s的壓鑄件狀態圖,從圖2(a)~圖2(c)可以看出,較薄拉伸片在1.5 s內完全凝固,從圖2(b,c)可以看出,較粗的拉伸棒上部標距部分先凝固,中部夾持部分后凝固,完全凝固約需14.4 s。
綜合壓鑄件充型、凝固過程模擬結果發現,在同一壓鑄件中,拉伸片的充型、凝固速度均遠大于拉伸棒,并且拉伸棒上部標距部分充型、凝固速度大于中部夾持部分,這就導致拉伸片的冷卻速度大于拉伸棒,拉伸棒上部標距部分的冷卻速度大于中部夾持部分。
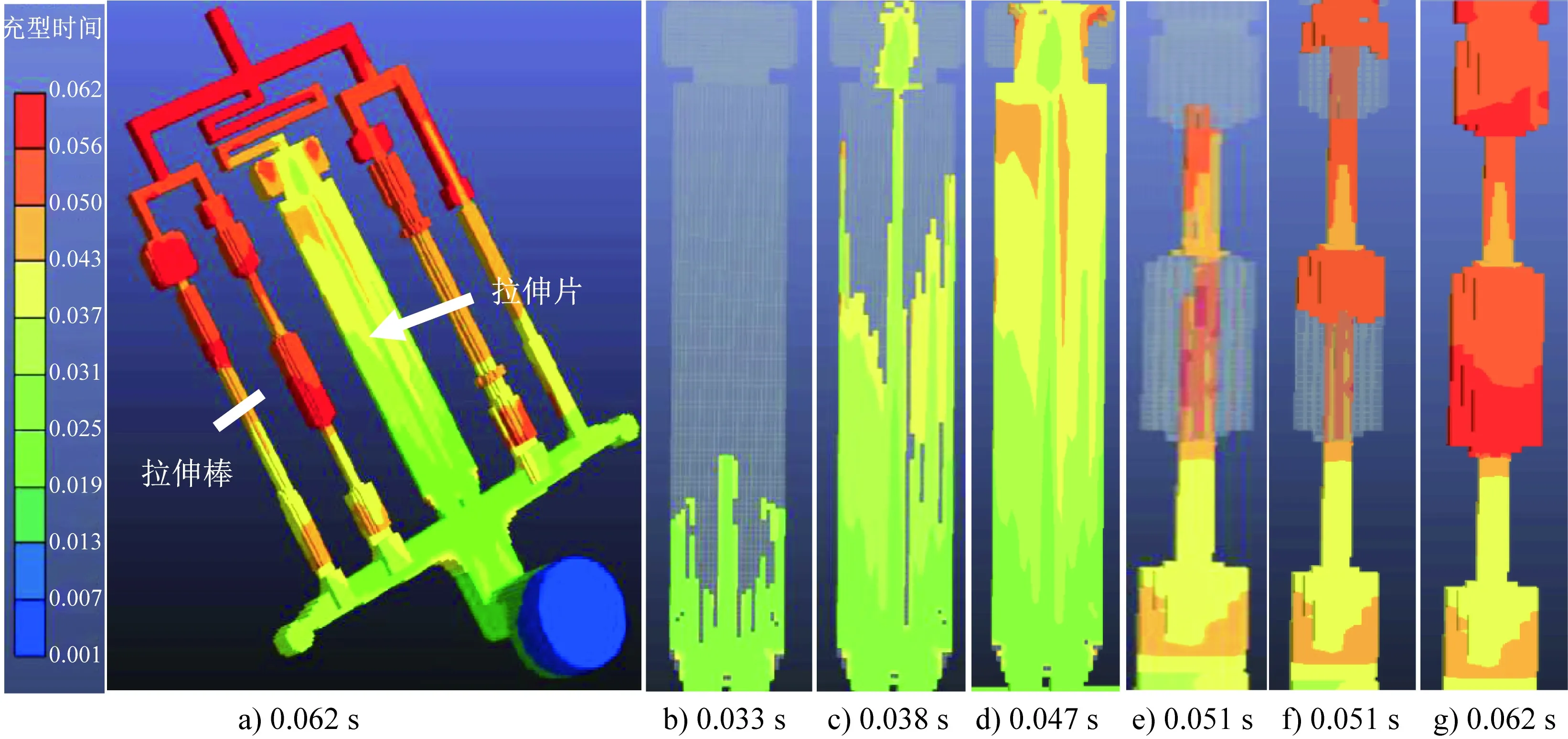
圖1 壓鑄件充型過程模擬Fig.1 Simulation of filling process of die-cast part
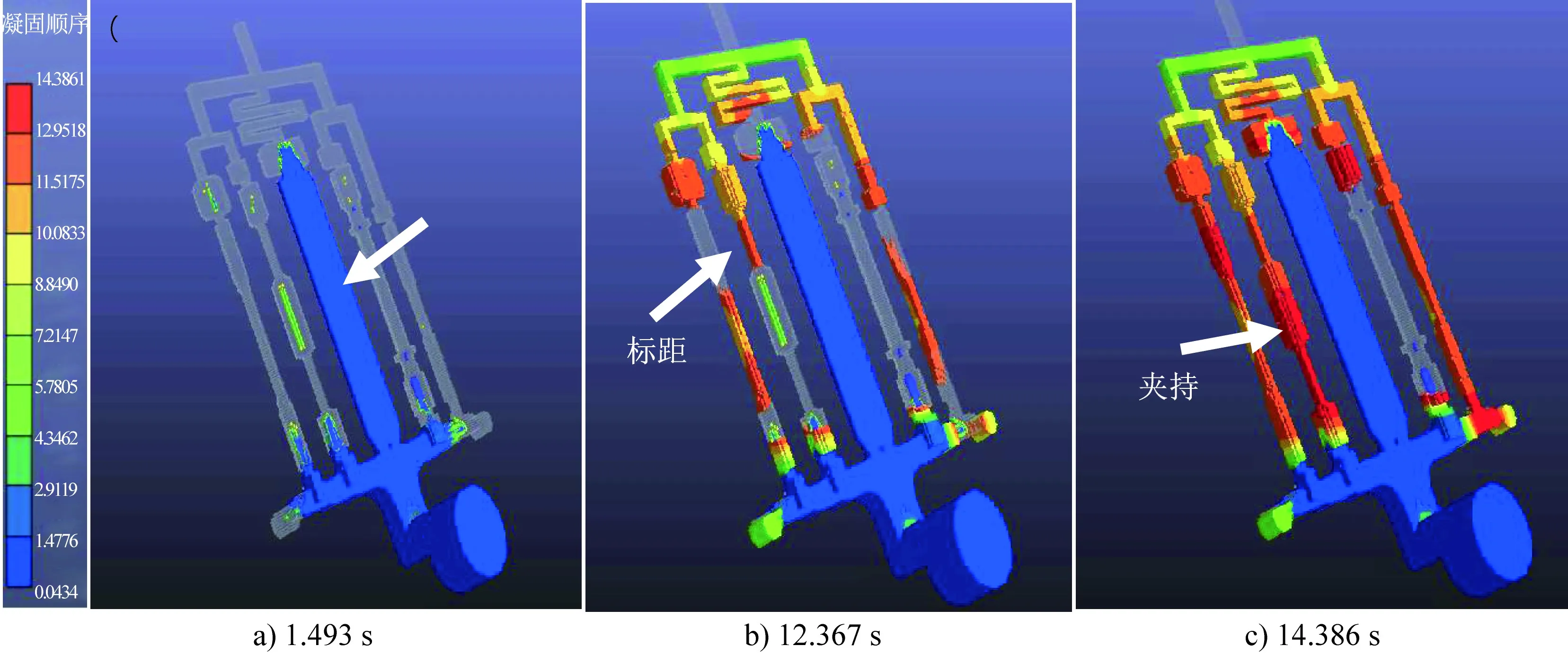
圖2 壓鑄件凝固過程模擬Fig.2 Simulation of solidification process of die-cast part
如圖3(a)所示,在厚度2.5 mm的拉伸片中部(紅框A處)和φ5 mm標距部分(紅點B處)、φ15 mm夾持部分的拉伸棒上(紅點C處)取樣,制得冷卻速度由快到慢依次為A、B、C的3種樣品,試樣如圖3(b)所示,1~4號4個工藝分別制備3個重復試樣,共12個試樣。
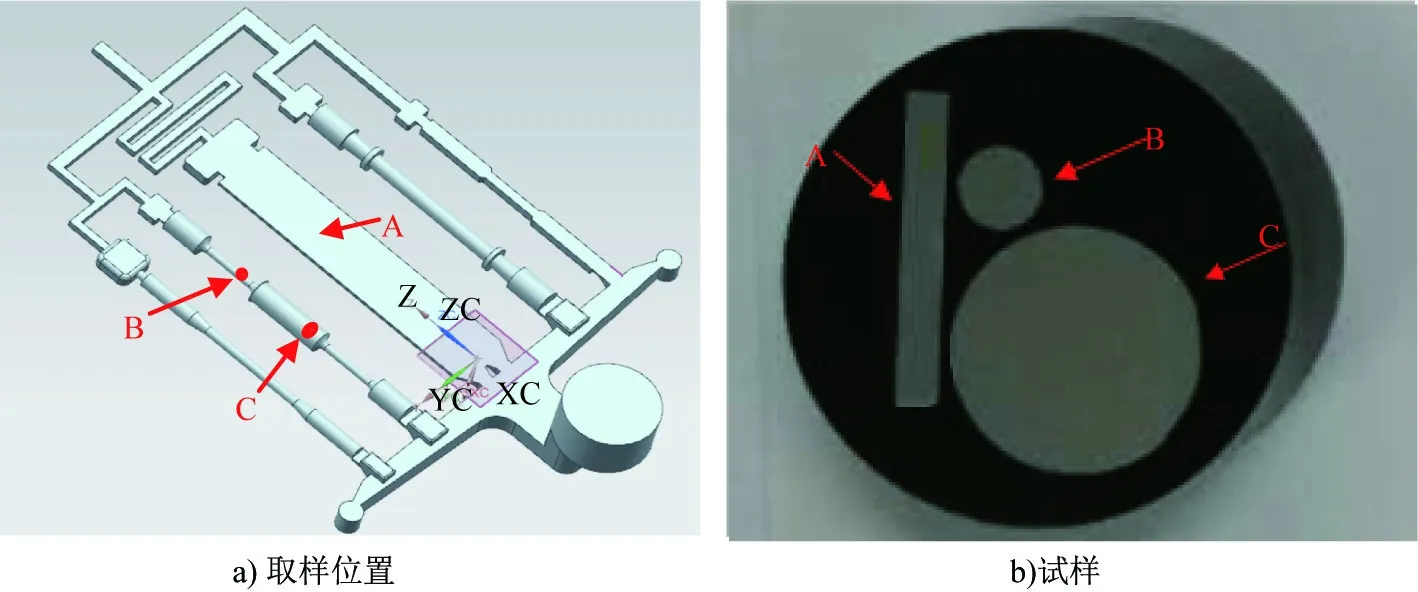
圖3 樣品制備Fig.3 Sample preparation
2.2 冷卻速度對表面貧硅區的影響
試樣經機械拋光后,采用蔡司金相顯微鏡在100、200倍下拍攝照片,片狀樣品A由上至下拍攝6張,棒狀樣品B、C每旋轉60°拍攝一張,利用Image-Pro Plus軟件對照片進行貧硅區劃分并統計貧硅區的厚度。圖4(a)~圖4(c)分別為采用4號工藝制備的片狀樣品A和棒狀樣品B、C的貧硅區劃分圖。
統計結果如圖4(d)所示,在1~4號4種壓鑄工藝下,A樣品表面貧硅區厚度最大,其中采用4號工藝制備的貧硅區厚度最大,為529 μm;C樣品表面貧硅區厚度最小,其中采用2號工藝制備的貧硅區厚度最小,為328 μm;B樣品表面貧硅區的厚度介于兩者之間,且接近于后者。統計結果顯示,隨著冷卻速度的增加(vC 圖4 貧硅區厚度統計結果Fig.4 Statistical thickness of the silicon-depleted zone 由圖4(d)的統計結果可見,對于冷卻速度不同的樣品A、B、C,采用1~4號壓鑄工藝制得的壓鑄件表面貧硅區的厚度均是先減小后增大,其中2號壓鑄工藝制得的壓鑄件表面貧硅區厚度最小。為了分析壓鑄工藝參數對壓鑄件表面貧硅區厚度的影響,采用Minitab軟件對統計結果進行了DoE分析,圖5(a)~圖5(c)為壓鑄工藝參數(壓射壓力、澆注溫度、壓射速度)對A、B、C樣品表面貧硅區厚度影響的主效應圖。 從圖5(a~c)可以看出:對于冷卻速度不同的A、B、C樣品,壓鑄工藝參數(壓射壓力、澆注溫度和壓射速度)對壓鑄件表面貧硅區的影響大體一致。在標準壓鑄工藝范圍內,隨著壓射壓力的增加,壓鑄件表面貧硅區的厚度無明顯變化。壓鑄的凝固過程分3個階段[12-13]:第一階段是在充型開始時,金屬液接觸型腔表面便開始結晶凝固,此階段類似于常壓下的凝固;第二階段是在金屬液快速射入型腔后,在壓力下凝固;第三階段是在壓力下補縮金屬液的凝固。而在壓鑄過程中,壓鑄件表面貧硅區的形成可能屬于上述凝固的第一階段,基本是在常壓下形成的,因此,在標準壓鑄工藝范圍內,隨著壓射壓力的提高,壓鑄件表面貧硅區的厚度變化不大。隨著澆鑄溫度的升高,壓鑄件表面貧硅區的厚度明顯減小,這可能是由于澆注溫度高于液相線溫度越多,金屬液向鑄型傳輸的熱量就越高,冷卻速度變慢,促進了初晶硅的生長[14],從而導致壓鑄件表面貧硅區厚度減小。隨著壓射速度的增加,壓鑄件表面貧硅區的厚度也隨之增加。這可能由于隨著壓射速度的增大,金屬液在壓鑄過程中的熱量損失降低,過冷度增大,提高了金屬液冷卻速度,抑制了初晶硅的生長,從而導致壓鑄件表面貧硅區厚度增大。綜上所述,壓鑄工藝參數對壓鑄件表面貧硅區的影響主要體現在冷卻速度的變化上,因此,可以通過調節壓鑄工藝參數,適當降低金屬液冷卻速度,來減小壓鑄件表面貧硅區的厚度。 圖5 壓鑄工藝參數對貧硅區厚度影響的主效應圖Fig.5 Main effect diagrams of influence of die-casting process parameters on the thickness of silicon-depleted zone (1)隨著澆注溫度的升高,壓鑄件表面貧硅區的厚度明顯減小;隨著壓射速度的增加,壓鑄件表面貧硅區的厚度增大;而隨著壓射壓力的增加,壓鑄件表面貧硅區的厚度無明顯變化;隨著冷卻速度的增加,壓鑄件表面貧硅區的厚度增大。 (2)在壓射壓力為85 MPa、澆注溫度為740 ℃、壓射速度為1 m/s時,新型B390鋁合金壓鑄件表面貧硅區的厚度最小。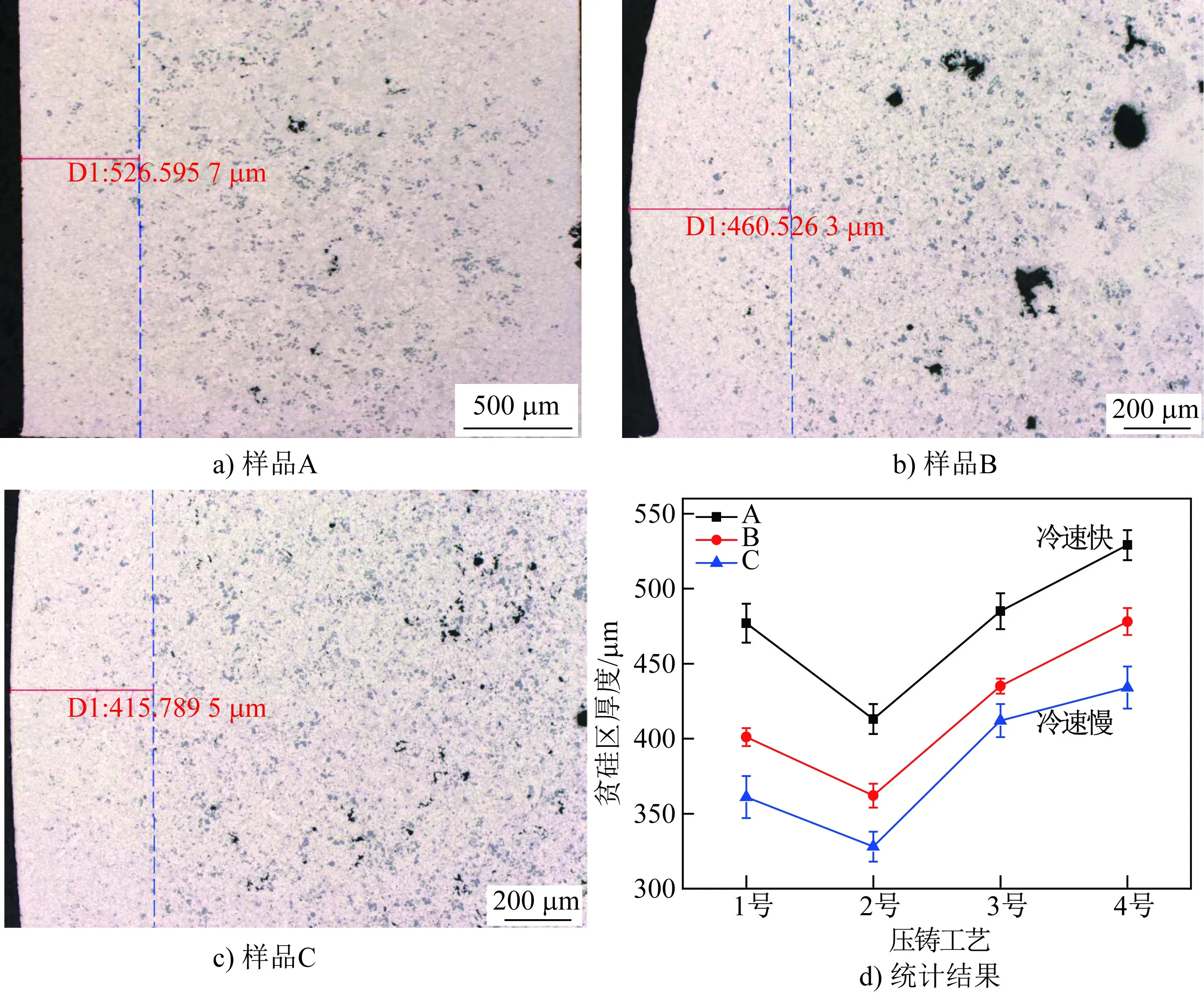
2.3 壓鑄工藝參數對表面貧硅區的影響

3 結論
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
