連鑄結晶器足輥表面抗氧化涂層研究與應用
2019-01-30 07:55:32成陽
上海金屬 2019年1期
成 陽
(上海寶鋼工業技術服務有限公司,上海 201900)
結晶器足輥是煉鋼廠連鑄機的關鍵部件,服役工況惡劣,與逐步凝固的高溫鑄坯(1 200 ℃左右)直接接觸,輥體冷卻條件較差,同時還承受冷卻水、酸性保護渣的反復作用,容易產生高溫氧化和腐蝕。足輥表面高溫氧化產生的氧化膜與未完全凝固的鋼坯接觸不斷摩擦脫落,將導致連鑄輥徑減小而報廢[1-3]。目前,寶鋼連鑄機結晶器足輥采用周期下線管理,正常使用周期為20~25天,過鋼量約為6萬t,單邊磨損超差1 mm則重新堆焊修復。因此,延長結晶器足輥在線使用壽命能夠保證煉鋼生產流程的連續運行,對于鋼鐵企業降本增效、提高經濟效益也具有重要的意義[4-5]。
本文對使用1個周期的足輥表面氧化膜組成和形貌進行了分析,以了解其氧化機制和失效原因。采用激光熔敷技術制備了5種新涂層,對足輥原涂層和5種激光熔敷涂層在不同溫度下的抗氧化性能進行了檢測和對比,分析了各涂層的氧化過程,評估其抗氧化性能,為選擇最佳的結晶器足輥表面抗氧化涂層提供試驗依據。并將其用于制作結晶器足輥樣件,上機測試驗證,實際應用效果良好。
1 試驗材料與方法
足輥原堆焊涂層為1Cr13不銹鋼。采用機械加工和線切割從使用1個周期下線的足輥表面取樣。利用掃描電鏡(SEM)及能譜儀(EDS)對試樣表面形貌及化學成分進行分析,并對表層物相結構進行XRD分析。
足輥原堆焊涂層(以下簡稱基材)和5種激光熔敷涂層經線切割加工成尺寸為15 mm×10 mm×2 mm的樣品,其化學成分見表1。所有樣品表面經SiC水砂紙逐級打磨至800目,在丙酮中超聲清洗,吹干,稱重。然后將樣品置于坩堝中在1 000 ℃焙燒至恒重。加熱前在坩堝上下分別再套上兩個坩堝,以防止污染環境和氧化皮飛濺導致結果不準。氧化試驗在馬弗爐中進行,氧化溫度為650、800、900、1 000 ℃,氧化20 h后,自然冷卻至室溫。最后在精度為0.001 mg的電子天平上稱重樣品和坩堝(不帶上下套),氧化增重取3個試樣的平均值。
采用4號涂層(100目)激光熔敷制作了12支結晶器足輥樣件,其中8支尺寸為φ140 mm×600 mm,4支尺寸為φ140 mm×550 mm。采用側向送粉方式對足輥表面進行激光單道掃描。激光熔敷工藝參數為:功率2.2~2.5 kW,掃描速度600~700 mm/min,光斑直徑5 mm,搭接率1/3~1/2,采用高純(99.9%)氬氣保護,氣體流量18~20 L/min。熔敷前車削輥面至φ139 mm,單邊熔敷1 mm,熔敷后尺寸為φ141 mm,然后車削至φ140.40 mm,單邊留0.2 mm磨削余量,磨削至φ(140±0.05) mm,足輥硬度(30±2) HRC。
2 試驗結果
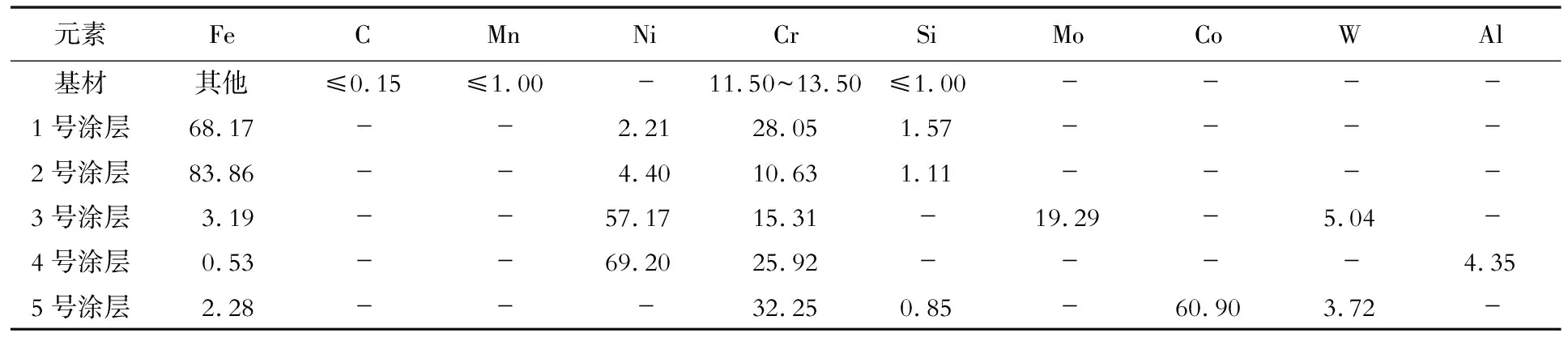
表1 足輥抗氧化涂層的化學成分(質量分數)Table 1 Chemical compositions of oxidation-resistant coatings on the foot roller (mass fraction) %
2.1 使用1個周期的足輥原堆焊層表面物相分析
由圖1可以看出,結晶器足輥堆焊1Cr13鋼,使用1個周期后下線檢測,發現樣品表層局部出現一定程度的剝落,高倍下觀察更明顯,且存在少量微裂紋。能譜分析結果見表2,可以看出,足輥表層F、O、Ca、Fe含量很高,說明主要由氟化物和氧化物組成。XRD分析結果見圖2,可以看出,足輥表層主要由CaF2、Fe3O4、MgO組成。結合表2可知,CaF2為足輥表層主要組成物。但由于基體中不含Ca、F及Mg等元素,因此主要從外部保護渣中引入。Fe3O4則由基體中的Fe元素被氧化而產生,是主要的氧化產物。
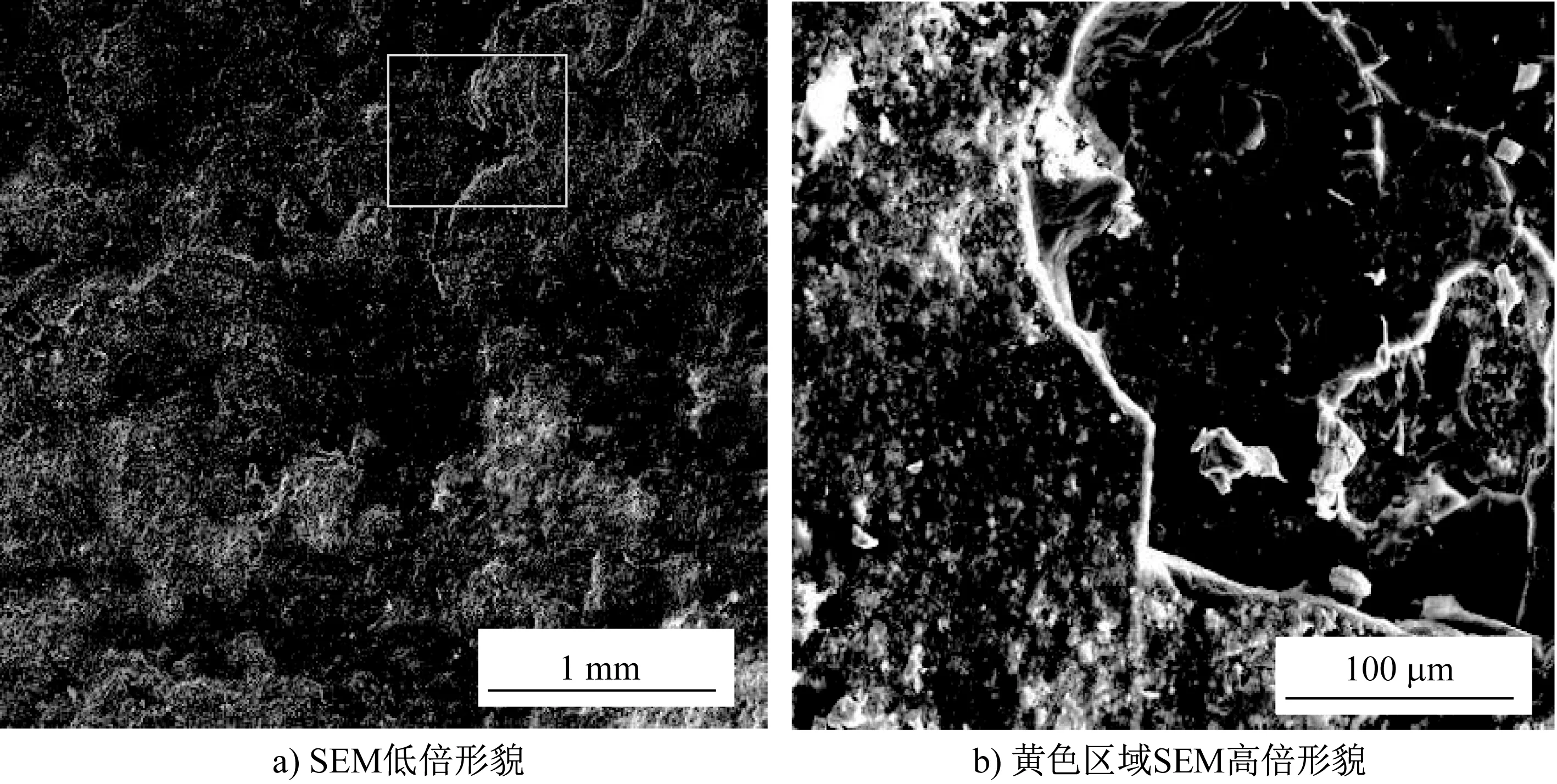
圖1 使用1個周期的足輥原堆焊層的表面形貌Fig.1 Surface morphologies of the orginal surfacing layer on foot roller after operating for one cycle

表2 足輥原堆焊層的化學成分(質量分數)Table 2 Chemical composition of the orginal surfacing layer on foot roller (mass fraction) %

圖2 使用1個周期的足輥原堆焊層的XRD圖譜Fig.2 XRD pattern of the orginal surfacing layer on foot roller after operating for one cycle
2.2 涂層在650 ℃的抗氧化性能分析
為了更好地區分不同涂層抗氧化性能的優劣,采用相對抗氧化指標來衡量,其定義為:
由定該義可知,該值小于1,則表明涂層的抗氧化性能劣于基材;等于1,則表明抗氧化性能與基材相當;大于1,則表明抗氧化性能優于基材。
基材和5種激光熔敷涂層在650 ℃恒溫氧化20 h的增重和表面形貌分別見表3和圖3。從表3可以看出,基材和5種激光熔敷涂層在650 ℃的氧化增重都很小,表現出較好的抗氧化性能。其中1號、3~5號涂層的相對抗氧化性能要好于基材,2號涂層與基材比較接近。由圖3可以看出,所有樣品表面都發生了氧化,表面比較平整,劃痕清晰可見。說明生成的氧化膜較薄,與氧化增重較小相對應。另外,基材表面出現了少量的氧化物顆粒和瘤狀物(鐵氧化物),2號涂層表面局部形成了癬狀氧化皮,這可能與氧化過程中的局部失穩有關。
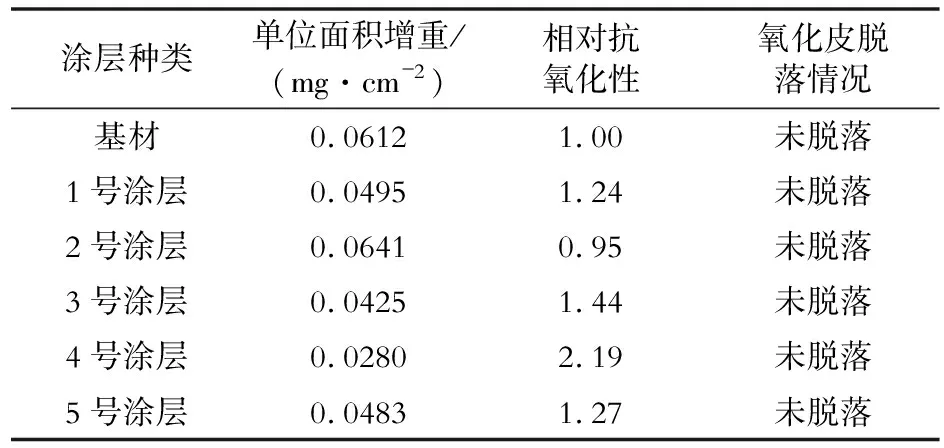
表3 基材和5種激光熔敷涂層在650 ℃恒溫氧化20 h后的增重Table 3 Weight gains of the base material and five laser clad coatings after isothermal oxidizing at 650 ℃ for 20 h
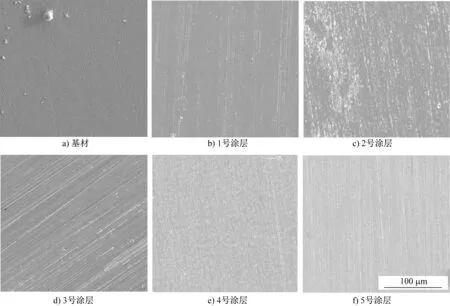
圖3 涂層在650 ℃氧化20 h后的SEM表面形貌Fig.3 SEM surfaces of the coatings oxidized at 650 ℃ for 20 h
2.3 涂層在800 ℃的抗氧化性能分析
基材和5種激光熔敷涂層在800 ℃恒溫氧化20 h的增重和表面形貌分別見表4和圖4。從表4可以看出,800 ℃恒溫氧化20 h的基材的增重比650 ℃時提高了一個數量級,而5種激光熔敷涂層僅略有增加。說明5種激光熔敷涂層的抗氧化性能均明顯優于基材,其中1號和3號樣品的抗氧化性能為基材的6倍以上。由圖4可以看出,800 ℃氧化的涂層表面依然比較平整,未出現裂紋和剝落。基材的氧化程度明顯加深,表面形成的鐵氧顆粒數量也明顯增多。
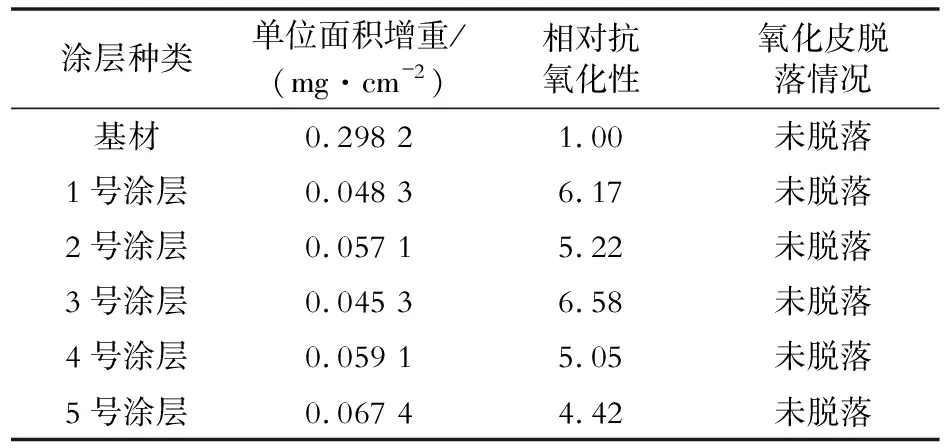
表4 基材和5種激光熔敷涂層在800 ℃恒溫氧化20 h后的增重Table 4 Weight gains of the base material and five laser clad coatings after isothermal oxidizing at 800 ℃ for 20 h
1號、3號、5號涂層在800 ℃具有較好的抗氧化性能,為了解其氧化膜結構,對樣品進行了截面形貌觀察和XRD物相分析。結合圖5和圖6可以看出,基材生成的氧化膜最厚,其外層氧化膜結構比較疏松,主要為鐵的氧化物(Fe3O4),內層均勻致密,且與基體緊密結合,XRD分析其為Cr2O3。緊靠氧化膜的基體中Cr元素發生貧化,基體深處的成分與原始成分一致。在基體中彌散分布的顆粒狀物質為含Cr、Al和Si等元素的氧化物,且在基體深處依然可見。在本文試驗條件下,原子不會擴散到基體深處,說明這些顆粒在基材制備過程中就已存在,而不是由內氧化產生。1號樣品氧化膜主要是Cr2O3和鐵氧化物,十分致密,與基體結合良好。氧化膜側基體的成分和形貌與原始基體一致。3號樣品氧化膜外側為鎳的氧化物和NiCr2O4,內側為Cr2O3。氧化膜側基體成分和形貌與原始基體一致,其中白色區域為富Mo區。
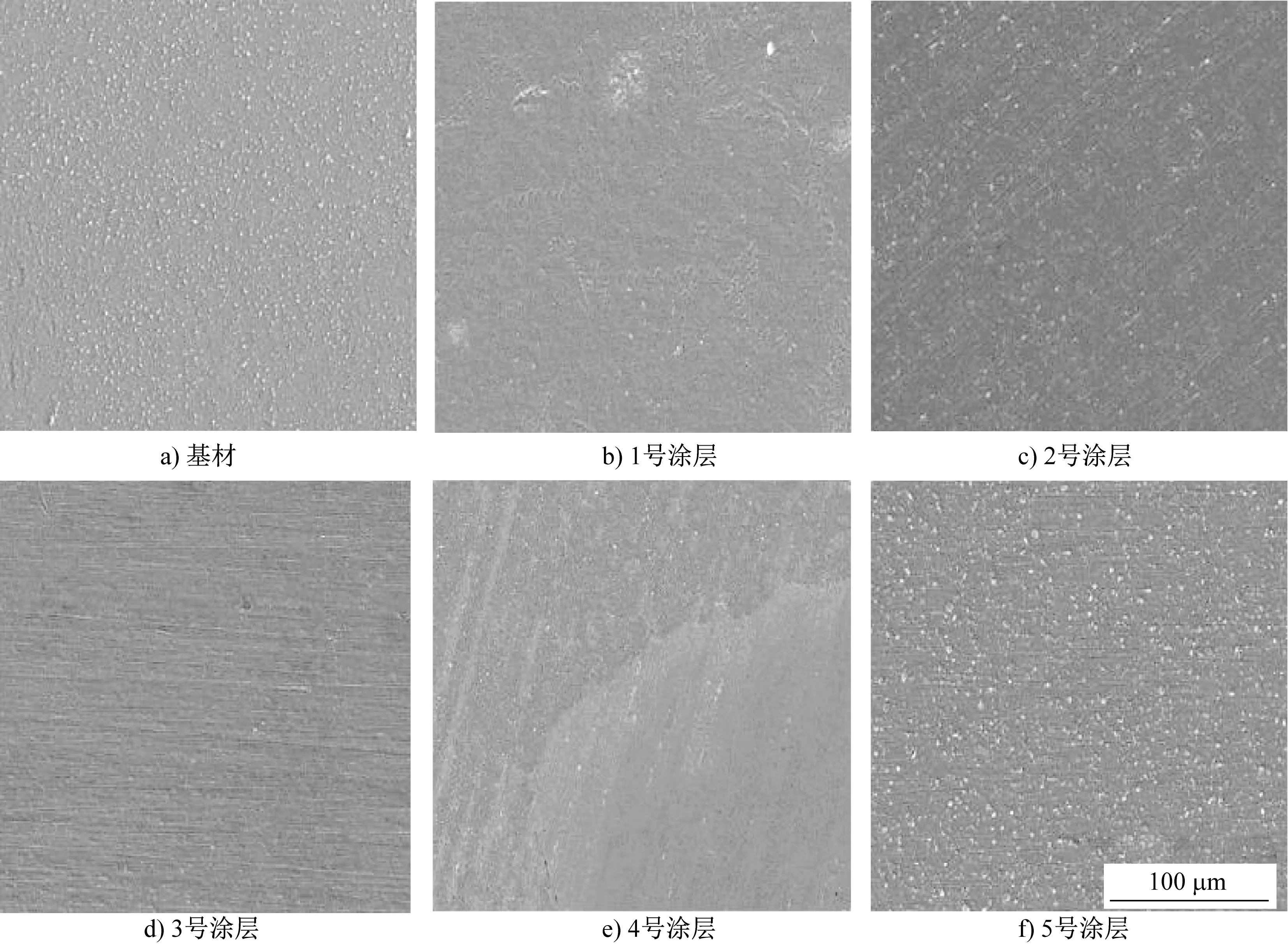
圖4 涂層在800 ℃氧化20 h后的SEM表面形貌Fig.4 SEM surfaces of coatings oxidized at 800 ℃ for 20 h
5號樣品氧化膜也比較致密,氧化層及其與基體界面處均未出現微裂紋,氧化膜突出部分為CoCr2O4,內側為連續Cr2O3,基體中白色顆粒為W富集區,暗灰色區域的Cr含量高于周圍區域(由EDS能譜分析測得)。根據上述分析,基材的氧化增重遠大于1號、3號、5號樣品主要是由于基材中Cr含量相對較低所致。在氧化初期,基材表層不能快速形成連續Cr2O3氧化膜,而形成的Fe3O4氧化膜保護性較差,導致氧化增重較明顯。而1號、3號、5號樣品因為Cr含量相對較高,氧化初期便形成了連續致密的Cr2O3氧化膜,降低了氧化速度[6-7]。

圖5 涂層在800 ℃氧化20 h后的SEM截面形貌Fig.5 SEM cross-sections of coatings oxidized at 800 ℃ for 20 h
2.4 涂層在900 ℃的抗氧化性能分析
基材和5種激光熔敷涂層在900 ℃恒溫氧化20 h后的增重見表5。可以看出,所有900 ℃恒溫氧化20 h的樣品的氧化增重較800 ℃時都有所增大,其中基材增加了近37倍,說明隨著氧化溫度的提高,基材的抗氧化性能迅速下降。激光熔敷涂層(除2號樣品)的氧化增重均明顯小于基材,說明其抗氧化性能顯著優于基材,其中1號、3號、5號樣品的相對抗氧化性分別為基材的66、70、67倍,4號樣品更是為基材的102倍之多。

圖6 涂層在800 ℃氧化20 h后表面的XRD圖譜Fig.6 XRD patterns of the surfaces of coatings oxidized at 800 ℃ for 20 h
基材和2號樣品的氧化皮均發生剝落,且前者的剝落更為嚴重。這主要是由于這兩種材料的Cr含量較低,不能形成連續的Cr2O3氧化膜,導致Fe參與氧化,形成Fe3O4氧化膜,Fe3O4氧化膜不具有保護性,且缺陷較多、不致密,快速增厚的氧化膜導致應力增大。由于氧化皮與基體的熱膨脹系數不匹配,當應力超過臨界值時,就出現氧化皮剝落。1號、3號、5號樣品的氧化皮以Cr2O3為主,有較好的抗氧化性能。從圖7可以看出,4號樣品中白色區域較多,能譜分析表明,此區域Al的原子分數很高(約22.3%),與Cr2O3相比,Al氧化物的抗氧化性能更好,因此4號樣品的抗氧化性能最好。
2.5 涂層在1 000 ℃的抗氧化性能分析
基材和5種激光熔敷涂層在1 000 ℃恒溫氧化20 h后的增重見表6。從表6可以看出,所有1 000 ℃恒溫氧化20 h的樣品的氧化增重較900 ℃時進一步增大,基材和2號樣品的增加幅度遠大于其他涂層。
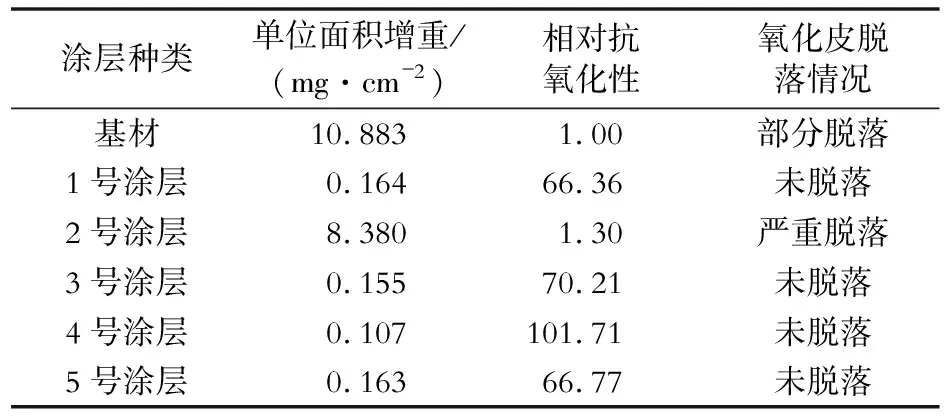
表5 基材和5種激光熔敷涂層在900 ℃恒溫氧化20 h后的增重Table 5 Weight gains of the base material and five laser clad coatings after isothermal oxidizing at 900 ℃ for 20 h
1號、5號樣品的氧化增重遠小于基體,相對抗氧化性明顯優于基材,為基材的108倍和130倍。3號樣品是基材的15倍,4號樣品達到了397倍。在1 000 ℃氧化20 h后,除基材和2號樣品外,3號樣品的氧化皮也嚴重剝落,這是由于3號材料中Cr含量(wCr=15.31%)不足以形成連續致密的Cr2O3氧化膜所致。
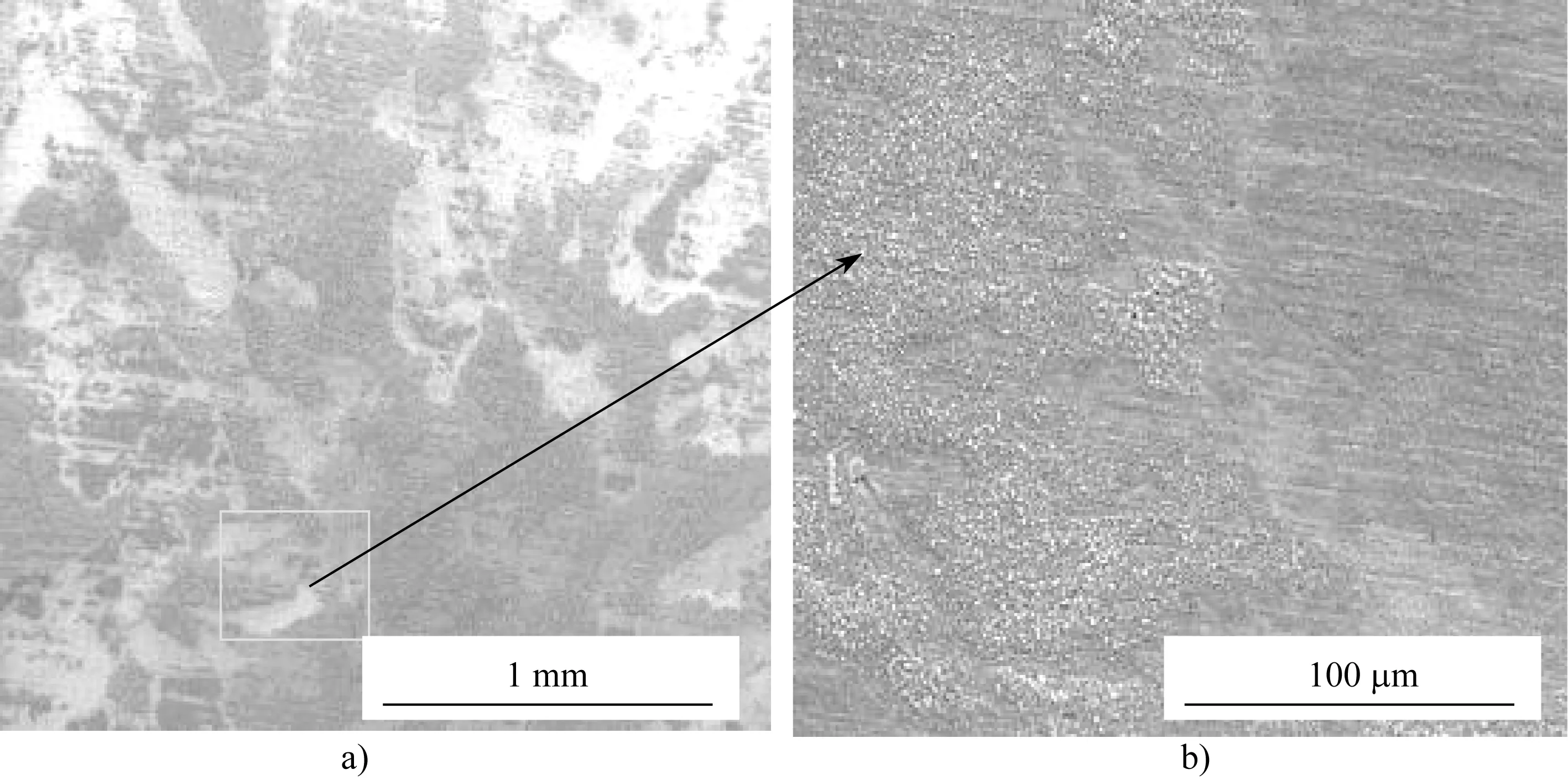
圖7 4號涂層在900 ℃氧化20 h后SEM表面形貌Fig.7 SEM surfaces of coating No.4 oxidized at oxidized at 900 ℃ for 20 h
從圖8可以看出,1號、4號、5號樣品表面的氧化皮依然完整,未發現裂紋、脫落區域。但是1號、5號樣品表面氧化皮出現粗化。這是因為1號、5號樣品表面形成以Cr2O3為主的氧化皮,而4號樣品表面形成以Al2O3為主的氧化皮,Al2O3比Cr2O3具有更高的熱力學穩定性和更低的氧原子擴散系數[3],所以4號樣品具有更好的抗氧化性能。
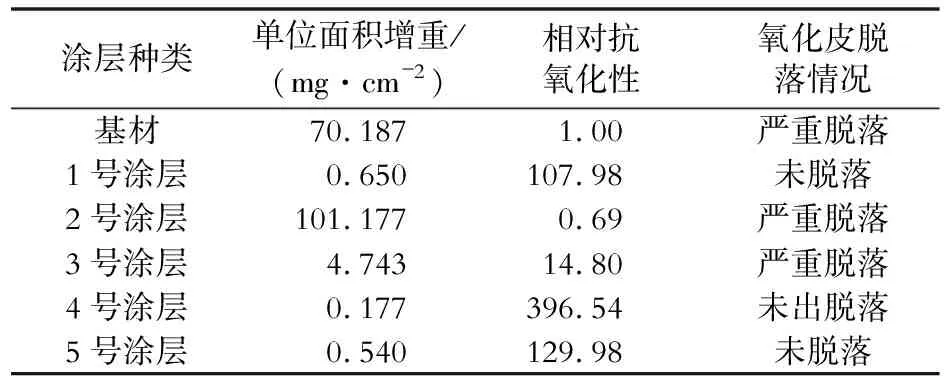
表6 基材和激光熔敷涂層在1 000 ℃恒溫氧化20 h后的增重Table 6 Weight gains of the base material and five laser clad coatings after isothermal oxidizing at 1 000 ℃ for 20 h

圖8 涂層在1 000 ℃氧化20 h后的SEM表面形貌Fig.8 SEM surfaces of coatings oxidized at 1 000 ℃ for 20 h
3 實際應用與效果
根據試驗結果,采用4號材料激光熔敷制作了12支結晶器足輥,然后組裝、上機使用,并在停機間隙期進行全過程跟蹤檢查。經過6個周期在線使用,足輥過鋼量達到64.43萬t,單邊磨損量為0.2~0.3 mm。而傳統的堆焊1Cr13鋼,使用1個周期后,磨損量就大于1 mm,過鋼量一般為6萬t左右,需要下線堆焊修復。與基材相比,4號涂層的過鋼量增加了10倍以上,使用壽命提高了6倍以上。因此,選用4號涂層能夠顯著延長足輥的使用壽命,減少足輥維修次數,節約了成本。
4 結論
(1)足輥原堆焊涂層使用1個周期后,表層厚度不均,存在明顯剝落和裂紋。表層主要由CaF2、Fe3O4和MgO組成,CaF2占比最高。Ca、F及Mg等元素主要從外部保護渣中引入,Fe3O4則由基體中的Fe元素被氧化產生,是主要的氧化產物。
(2)基材和2號、3號涂層在900 ℃以下具有一定的抗氧化性能,但在900 ℃以上,由于其Cr含量不足以形成保護性的Cr2O3氧化膜,因此氧化增重急劇增加,抗氧化性能顯著惡化,并出現氧化皮局部剝落的現象。
(3)1號、5號涂層在650~1 000 ℃氧化時,表面生成了連續的Cr2O3氧化膜,未發現剝落現象,表現出較好的抗氧化性能。900 ℃時,1號、5號涂層的相對抗氧化性分別是基材的66和67倍;1 000 ℃時,1號、5號涂層的相對抗氧化性分別是基材的108和130倍。
(4)4號涂層在650~900 ℃氧化時,表面生成了以連續Cr2O3為主的氧化膜;900 ℃以上,形成了連續的Al2O3氧化膜。Al2O3氧化膜的高溫抗氧化性能優于Cr2O3氧化膜,以致于在1 000 ℃時,4號涂層的相對抗氧化性是基材的397倍。
(5)采用4號涂層制作足輥,上機測試表明,其過鋼量是基材的10倍以上,使用壽命6倍以上。4號涂層可以有效延長足輥的使用壽命,減少足輥維修次數,節約成本。
