07MnNiMoDR與10Ni3MoVD組焊焊接試件性能研究
2019-01-30 07:15:32,,,,,,
石油化工設備 2019年1期
關鍵詞:焊縫
, ,, , , ,
(1.甘肅藍科石化高新裝備股份有限公司, 甘肅 蘭州 730070;2.機械工業上海藍亞石化設備檢測所有限公司, 上海 201518;3.上海藍濱石化設備有限責任公司, 上海 201518)
壓力容器大型化、高壓化和高低溫化發展對其制造材料的要求越來越高[1]。許多新鋼種應運而生,解決了生產發展需要的同時也帶來了新的問題。GB 19189—2011《壓力容器用調質高強度鋼板》[2]中新增牌號鋼種07MnNiMoDR是一種壓力容器用調質高強度鋼,廣泛應用于球罐的制造[3-5]。NB/T 47009—2017《低溫承壓設備用合金鋼鍛件》[6]中鋼種10Ni3MoVD是20世紀80年代初研制的一種高強合金鋼,最初的研制目的是用作日本N-TUF490鋼板的配套鍛件。07MnNiMoDR與10Ni3MoVD鋼常用于制造低溫特殊設備。制造加工時,由于抗拉強度高、淬硬傾向性大,焊接過程中或焊后易出現冷裂紋及再熱裂紋。文中對低溫丙烯球罐使用07MnNiMoDR與10Ni3MoVD材料的組焊試件性能進行試驗,以期為以異種鋼07MnNiMoDR與10Ni3MoVD建造低溫設備提供一些參考[7-12]。
1 試板焊接及熱處理
1.1 焊接坡口
07MnNiMoDR與10Ni3MoVD材料供貨狀態為淬火+回火(Q+T)。準備2塊焊接試板,規格(長度×寬度×厚度)500 mm×250 mm×70 mm。試板切雙面V型坡口,見圖1。
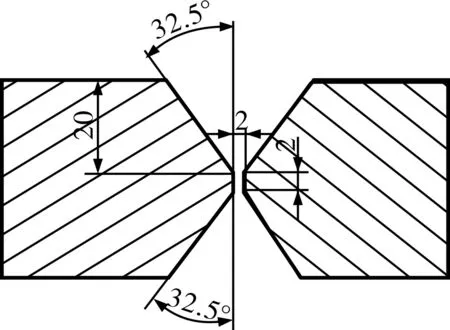
圖1 07MnNiMoDR與10Ni3MoVD焊接試板坡口示圖
1.2 焊接材料及焊接工藝
焊接工藝選擇全程焊條電弧焊(SMAW)。根據07MnNiMoDR與10Ni3MoVD材料及焊接材料化學成分(表1),焊接材料選用?4.0 mm的LB-65L焊條。焊接后,對試板進行消除應力熱處理,熱處理的溫度及時間為(580±10)℃×8 h。
07MnNiMoDR與10Ni3MoVD試板焊接工藝參數見表2。焊接時需注意:①焊接材料使用前要烘干并在保溫桶中保溫使用。②焊接前,采用火焰對材料進行預熱。③焊接完成后,立即進行消除應力熱處理。

表1 材料主要化學成分(質量分數) %

表2 07MnNiMoDR與10Ni3MoVD試板焊接工藝參數
2 試驗結果與討論
2.1 室溫拉伸試驗
根據NB/T 47016—2011《承壓設備產品焊接試件的力學性能檢驗》[13]、GB/T 228.1—2010《金屬材料拉伸試驗 第一部分:室溫試驗方法》[14],沿試板在垂直于焊縫的方向上分層截取覆蓋試板厚度的矩形室溫拉伸試樣,代替全厚度試樣進行試驗,每層截取2件試樣。07MnNiMoDR與10Ni3MoVD焊接試樣室溫拉伸試驗結果見表3,相應的母材室溫拉伸性能試驗結果見表4。
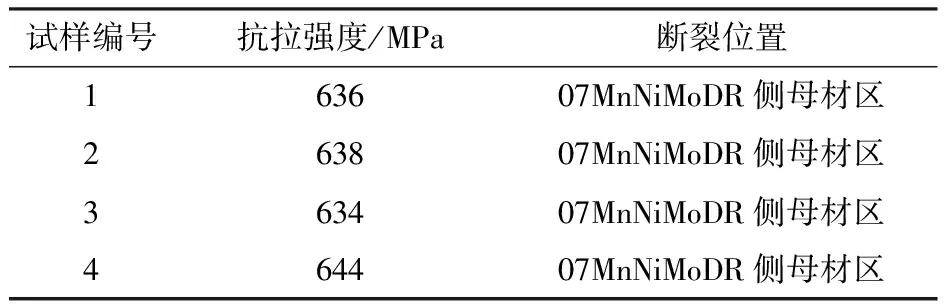
表3 兩種材料焊接試樣室溫拉伸試驗結果
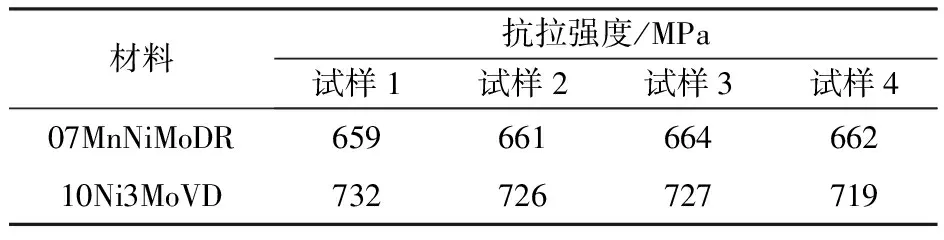
表4 兩種材料母材室溫拉伸試驗結果
由表3可以看出,①試樣被拉斷之后,其斷裂位置全部位于07MnNiMoDR側母材區,這說明焊接接頭的強度高于07MnNiMoDR側母材的強度。②消除應力熱處理之后材料的最小抗拉強度為634 MPa。③不同位置取樣下的試樣室溫抗拉強度相差不大(相差2~10 MPa)。
由表4可以看出,07MnNiMoDR鋼的抗拉強度較10Ni3MoVD鋼的低,且經過焊接及消除應力熱處理后,抗拉強度有所下降。
依據GB 19189—2011《壓力容器用調質高強度鋼板》及NB/T 47009—2017《低溫承壓設備用合金鋼鍛件》,07MnNiMoDR鋼的室溫抗拉強度Rm=610~730 MPa,10Ni3MoVD鋼的室溫抗拉強度Rm=600~760 MPa。對比上述試驗結果表明,焊縫及材料強度滿足標準要求。
2.2 彎曲試驗
按照GB/T 2653—2008《焊接接頭彎曲試驗方法》[15],在試板上垂直于焊縫軸線方向截取4件全板厚側彎試樣進行彎曲試驗。4件試樣彎曲后均沒有裂紋產生,說明焊接接頭的焊縫區、熱影響區及母材區的材料伸長率一致,焊縫的塑性和完整性較好,能夠滿足材料的使用要求。
2.3 沖擊試驗
低溫設備制造工藝要求07MnNiMoDR與10Ni3MoVD兩種材料的組焊焊縫及其它部位的低溫沖擊吸收功在-50 ℃條件下不小于80 J。此要求比其他材料的沖擊吸收功要求嚴格,需要對其檢測予以重視。按照GB/T 229—2007《金屬材料夏比擺錘沖擊試驗方法》[16],在距試板表面10 mm區域截取-50 ℃夏比V型缺口試樣,試樣軸線垂直于焊縫軸線,在試板的焊縫區、熱影響區及兩側母材區各取樣1組,每組3個試樣,規格(長度×寬度×厚度)均為55 mm×10 mm×10 mm,進行沖擊試驗的結果見表5。
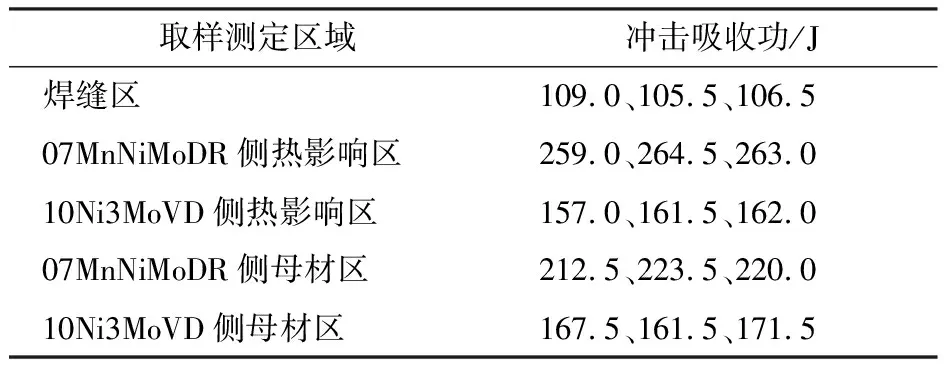
表5 07MnNiMoDR與10Ni3MoVD試樣沖擊試驗結果
由表5可以看出,焊縫及材料沖擊吸收功均大于80 J,滿足相關標準的要求。從表5還可知,母材區和熱影響區的沖擊功明顯高于焊縫區的沖擊功。經分析認為,焊縫區組織奧氏體中殘留較多的δ鐵素體,這使得焊縫金屬的韌性下降,所以焊縫區的沖擊功比母材區和熱影響區的都要低。
2.4 硬度試驗
硬度是材料抵抗局部變形的能力,也是衡量材料軟硬程度的力學性能指標。材料的硬度與其化學成分、組織結構及熱處理工藝因素有關,因此可以通過硬度試驗來反映材料的質量,驗證熱處理工藝及試樣的淬硬傾向。按照GB/T 231.1—2009《金屬材料布氏硬度試驗 第1部分:試驗方法》[17],在試板上垂直于焊縫軸線的方向截取全板厚硬度試樣,試樣經砂紙磨光、機械拋光和4%(質量分數)硝酸酒精溶液侵蝕處理,區分出焊縫區、熱影響區及母材區,試驗選用的布氏硬度塊為HBW2.5/187.5。兩種材料硬度試驗結果見表6。
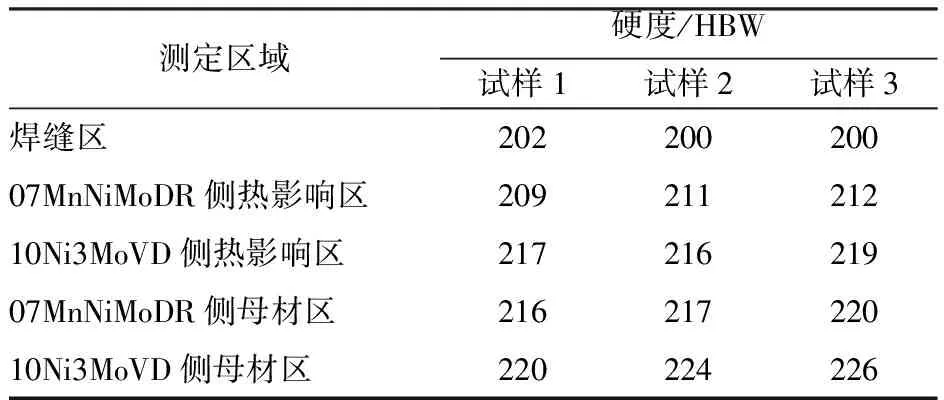
表6 兩種材料試樣硬度試驗結果
由表6可以看出,試樣的焊接工藝及熱處理工藝合理,滿足材料的使用要求。兩種材料各自的母材區比相應熱影響區的硬度值稍高(6~8HBW),焊縫區的硬度最低,但整體偏差不大。同一區域不同部位測試結果偏差也較小,焊縫區、熱影響區及母材區淬硬傾向不明顯。
2.5 金相檢驗
在試板垂直于焊縫軸線方向截取金相檢驗試樣。對試樣經砂紙磨光、機械拋光和4%(質量分數)硝酸酒精溶液侵蝕后,在金相顯微鏡上觀察其顯微組織[18]。顯微組織觀察結果見圖2~圖6。
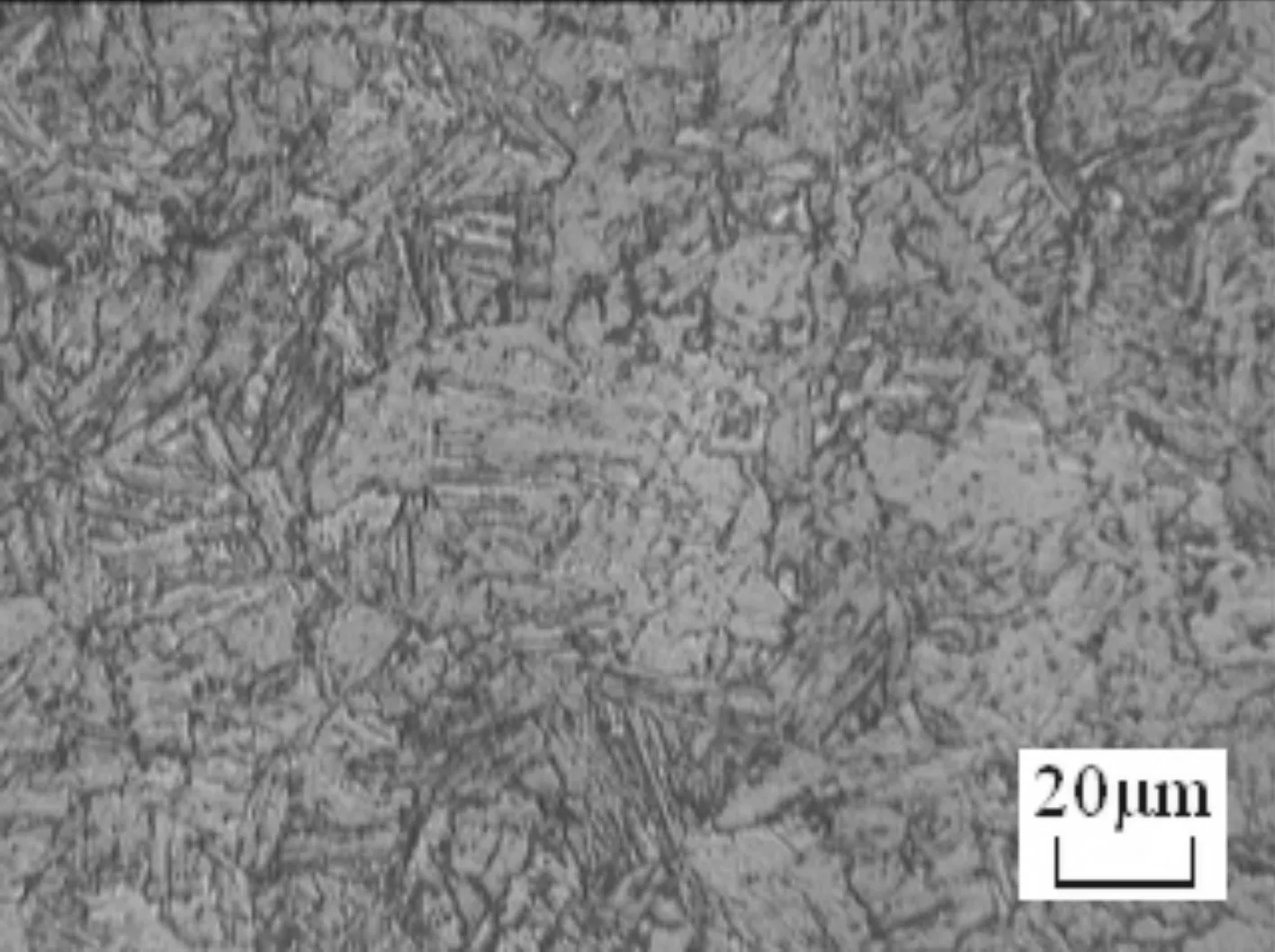
圖2 07MnNiMoDR側母材區金相組織(500×)
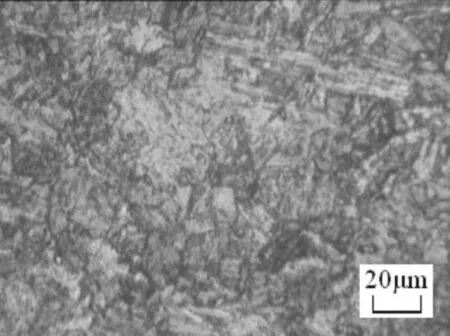
圖3 10Ni3MoVD側母材區金相組織(500×)
圖2為07MnNiMoDR原母材的金相組織,可見組織為板條狀回火馬氏體和回火索氏體+貝氏體和鐵素體。圖3為10Ni3MoVD原母材的金相組織,可見組織為馬氏體和貝氏體。
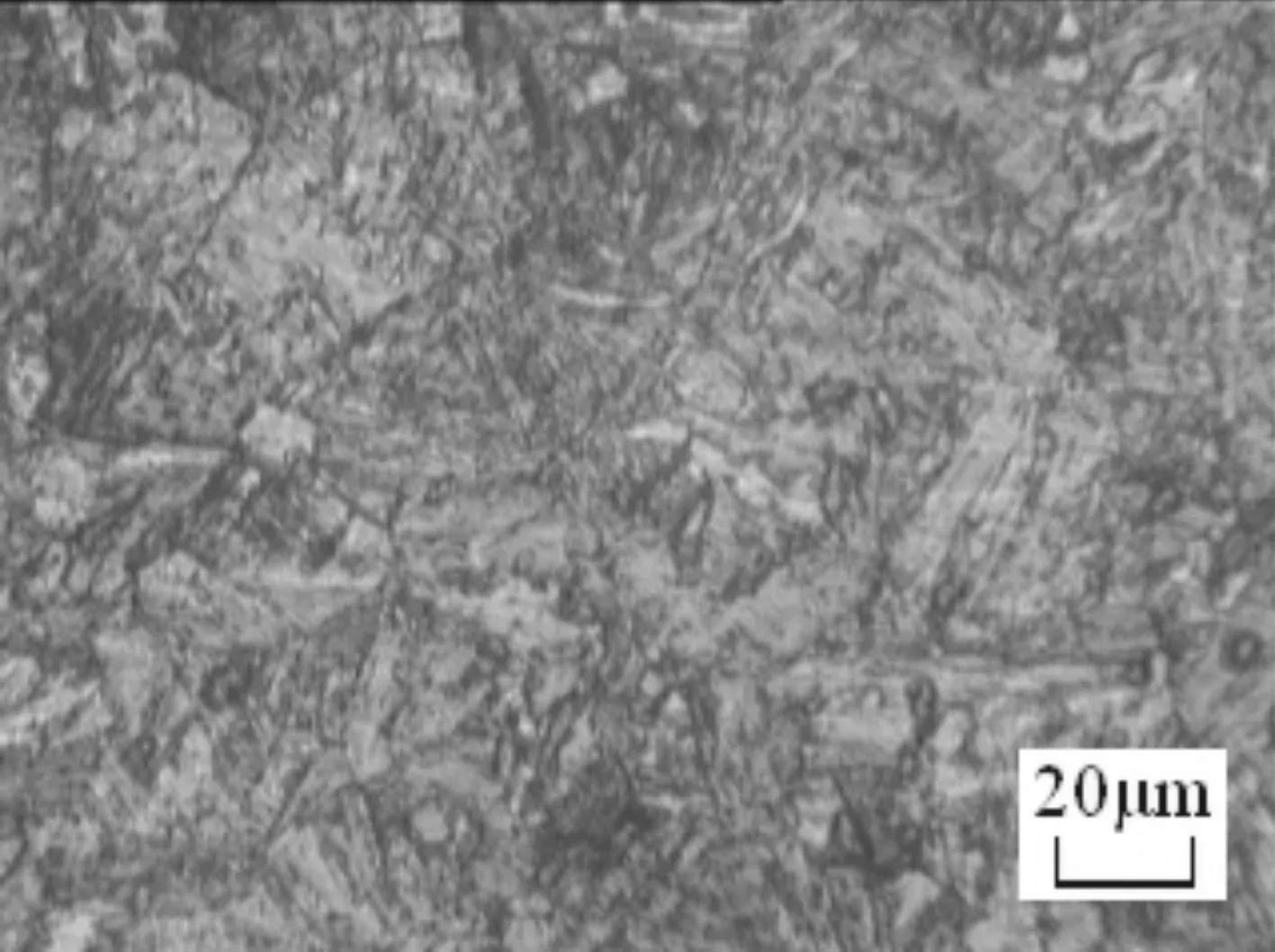
圖4 07MnNiMoDR側熱影響區金相組織(500×)
圖4 為07MnNiMoDR側熱影響區金相組織圖,可見熱影響區馬氏體組織相比圖2的有所減少,同時可見一些鐵素體組織。分析認為,鐵素體組織的形成會使材料硬度下降,此分析結果與表6的硬度試驗數據互為印證。
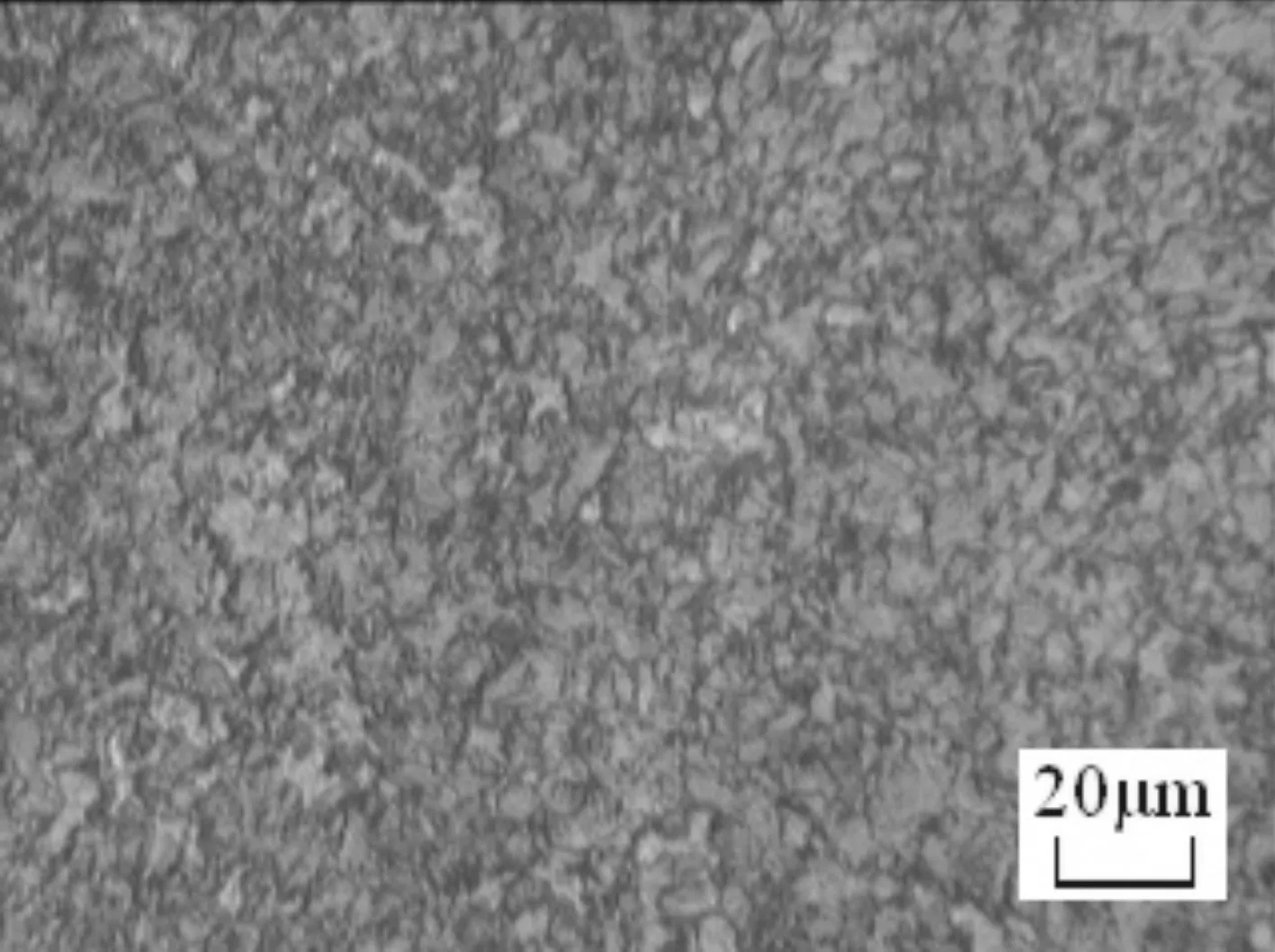
圖5 10Ni3MoVD側熱影響區金相組織(500×)
圖5為10Ni3MoVD側熱影響區金相組織圖,可見熱影響區馬氏體組織相比圖3的有所減少,同時可見一些鐵素體組織及珠光體組織。分析認為,鐵素體組織及珠光體組織的形成會使材料硬度下降,此分析結果與表6的硬度試驗數據互為印證。
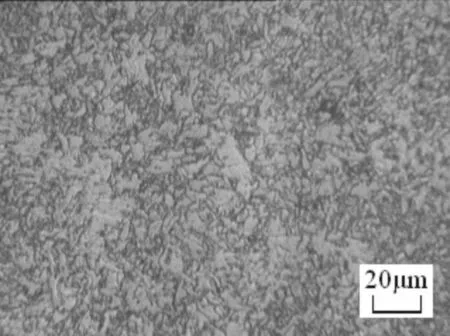
圖6 焊縫區金相組織(500×)
圖6為焊縫區金相組織圖,可見焊縫區組織為鐵素體+珠光體+貝氏體,其中鐵素體組織較多。分析認為,較多的鐵素體組織使該區域材料的硬度比圖5所示區域材料的硬度更低,此分析結果與表6的硬度試驗數據互為印證。
3 結語
對低溫丙烯球罐所用兩種異種鋼材料07MnNiMoDR與10Ni3MoVD的組焊焊接試件性能進行了研究。研究結果表明,焊接試件的拉伸、低溫沖擊及硬度性能良好,各個區域內伸長率一致,塑性良好,-50 ℃沖擊性能優于NB/T 47014—2011《承壓設備焊接工藝評定》[19]要求,低溫韌性良好,焊接質量優良。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
