從含釕廢料中分離提純釕工藝研究
2019-01-29 06:30:48韓守禮王金營吳喜龍賀小塘張選冬
濕法冶金 2019年1期
韓守禮,趙 雨,王金營,吳喜龍,賀小塘,張選冬
(貴研資源(易門)有限公司,稀貴金屬綜合利用新技術國家重點實驗室,云南 昆明 650106)
釕為稀有元素,廣泛應用于電子、航空航天、化工等領域[1-2]。釕的礦產資源很少,所以從含釕廢料中回收釕受到廣泛重視[3-4]。分離提純釕一般采用酸法或堿法[5-8],工業(yè)上通常采用蒸餾法。釕在氧化劑的作用下生成高價氧化物RuO4。RuO4熔點沸點低,易揮發(fā),隨氣體逸出,易被HCl溶液吸收,生成H2RuCl6,從而實現(xiàn)與其他組分分離。但RuO4為有毒氣體,對操作過程要求較嚴格。試驗研究采用化學溶解—草酸還原法從含釕廢料中分離提純釕,以避免有毒氣體RuO4的生成,使生產過程更安全,操作過程更簡便。
1 試驗部分
1.1 原料與設備
試驗所用含釕廢料中釕質量分數(shù)為38.76%,所用試劑均為化學純。
試驗用儀器有球磨機、三口燒瓶、機械攪拌器、電爐、氫氣還原爐等。
1.2 原理與方法
試驗原理:用球磨機將含釕廢料研磨后放入還原爐中進行預處理,含釕廢料中的釕化合物被還原為釕[9-10];將NaOH和NaClO3混合溶液加入到預處理后的釕物料中,將釕氧化溶解生成可溶于水的Na2RuO4,其他雜質不溶解,過濾后釕與其他雜質分離[11-15]。Na2RuO4溶液調節(jié)pH后用草酸還原,其中的釕生成RuOx沉淀;過濾后,用乙酸洗滌RuOx去除其中的鈉離子,然后放入氫氣還原爐中還原,得到高純釕粉[16-18]。
試驗方法:將含釕廢料研磨至100目,放入氫氣還原爐中通氫還原,溫度控制在650 ℃,保溫2 h,冷卻至室溫后取出[13],然后邊攪拌邊加入到300 g/L氫氧化鈉溶液中,攪拌均勻后緩慢加入50 g/L次氯酸鈉溶液,控制攪拌速度和溶解時間。待溶解反應完全后過濾,分離去除雜質。用鹽酸調濾液pH至7.0,邊攪拌邊加入草酸,至溶液顏色變?yōu)闇\綠色時停止攪拌并靜置。除去上清液,將質量濃度為20 g/L的乙酸溶液加入到沉淀中,攪拌10 min,靜置后吸除上清液,重復操作直至沉淀中的鈉離子質量濃度小于0.05 g/L。過濾后的濾餅放入氫還原爐中通氫還原,溫度控制在650 ℃保溫2 h,冷卻至室溫后得到高純釕粉。工藝流程如圖1所示。
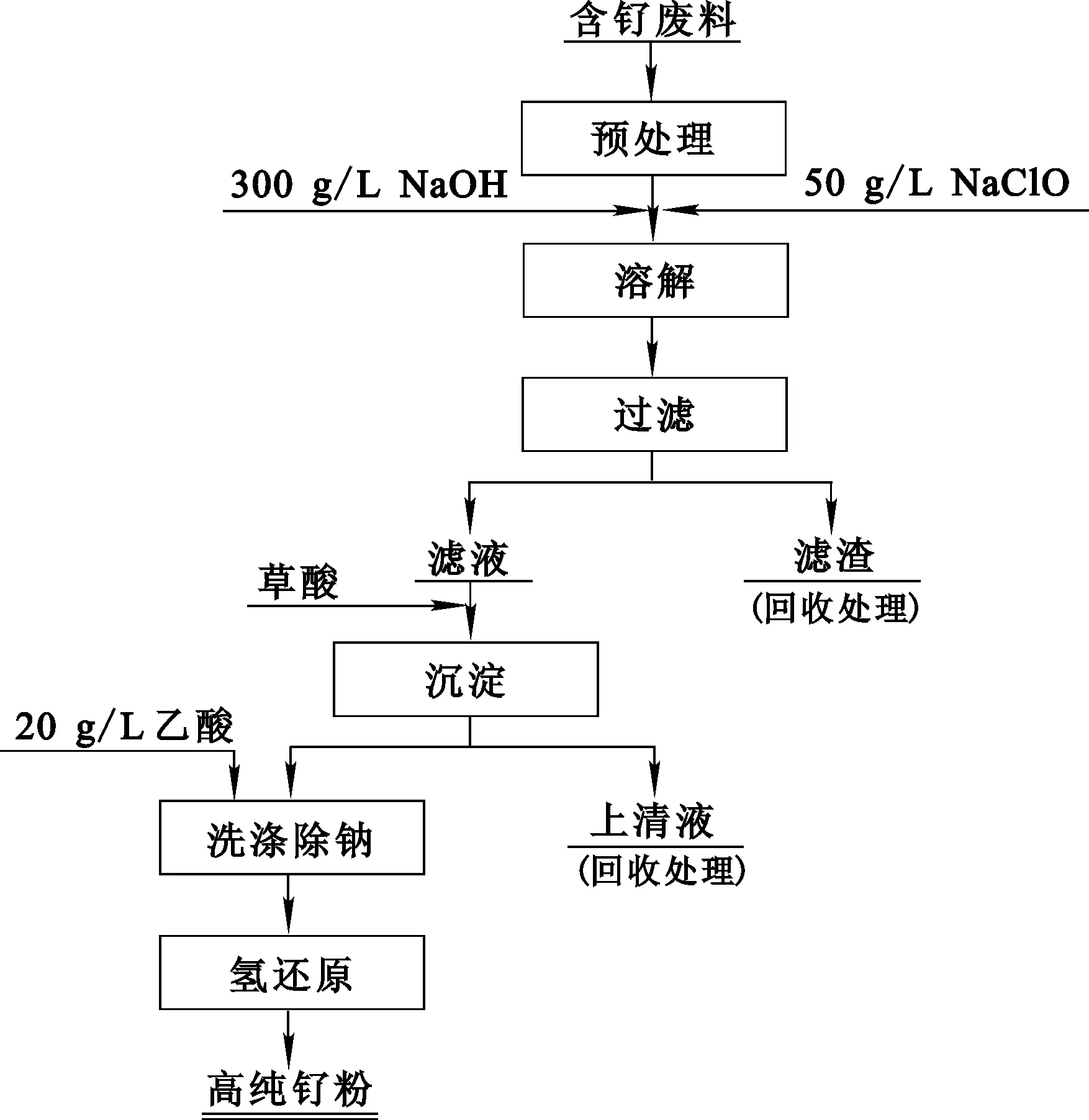
圖1 從釕廢料中分離提純釕的工藝流程
2 試驗結果與討論
2.1 溶解條件對釕回收率的影響
草酸還原過程中,釕與草酸質量比1∶4,反應溫度60 ℃,反應時間40 min。
2.1.1固液質量體積比對釕回收率的影響
溶解時間4 h,溶解溫度70 ℃,固液質量體積比(m(含釕物料)∶V(NaOH溶液)∶V(NaClO溶液))對釕回收率的影響試驗結果如圖2所示。
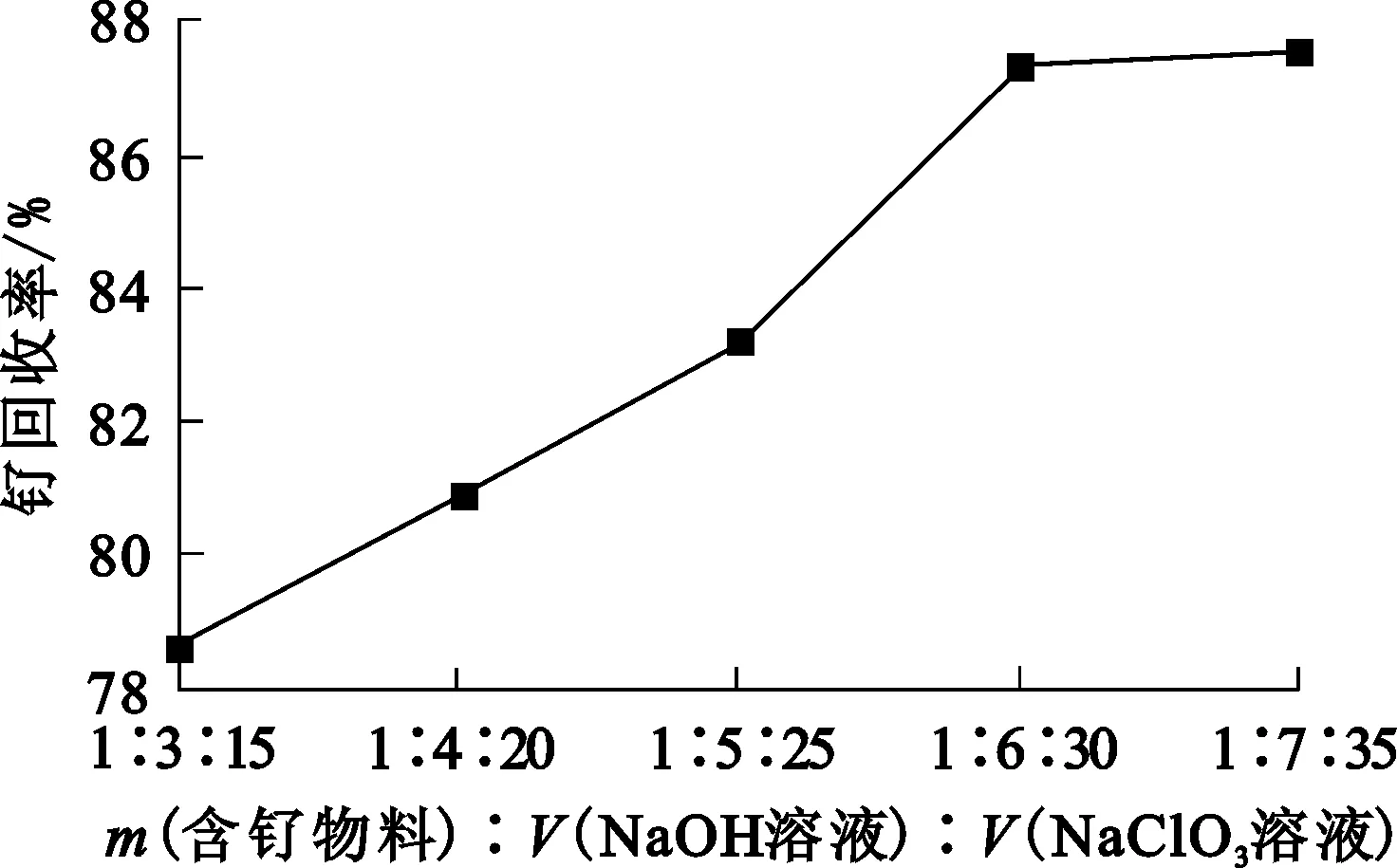
圖2 固液質量體積比對釕回收率的影響
由圖2看出:隨體系中NaOH溶液體積及NaClO3溶液體積增大,釕回收率提高;固液質量體積比(m(含釕物料)∶V(NaOH溶液)∶V(NaClO溶液))增大至1∶6∶30后,釕回收率變化不大,穩(wěn)定在87.3%左右。
2.1.2溶解溫度對釕回收率的影響
溶解時間4 h,固液質量體積比(m(含釕物料)∶V(NaOH溶液)∶V(NaClO溶液))為1∶6∶30,溶解溫度對釕回收率的影響試驗結果如圖3所示。
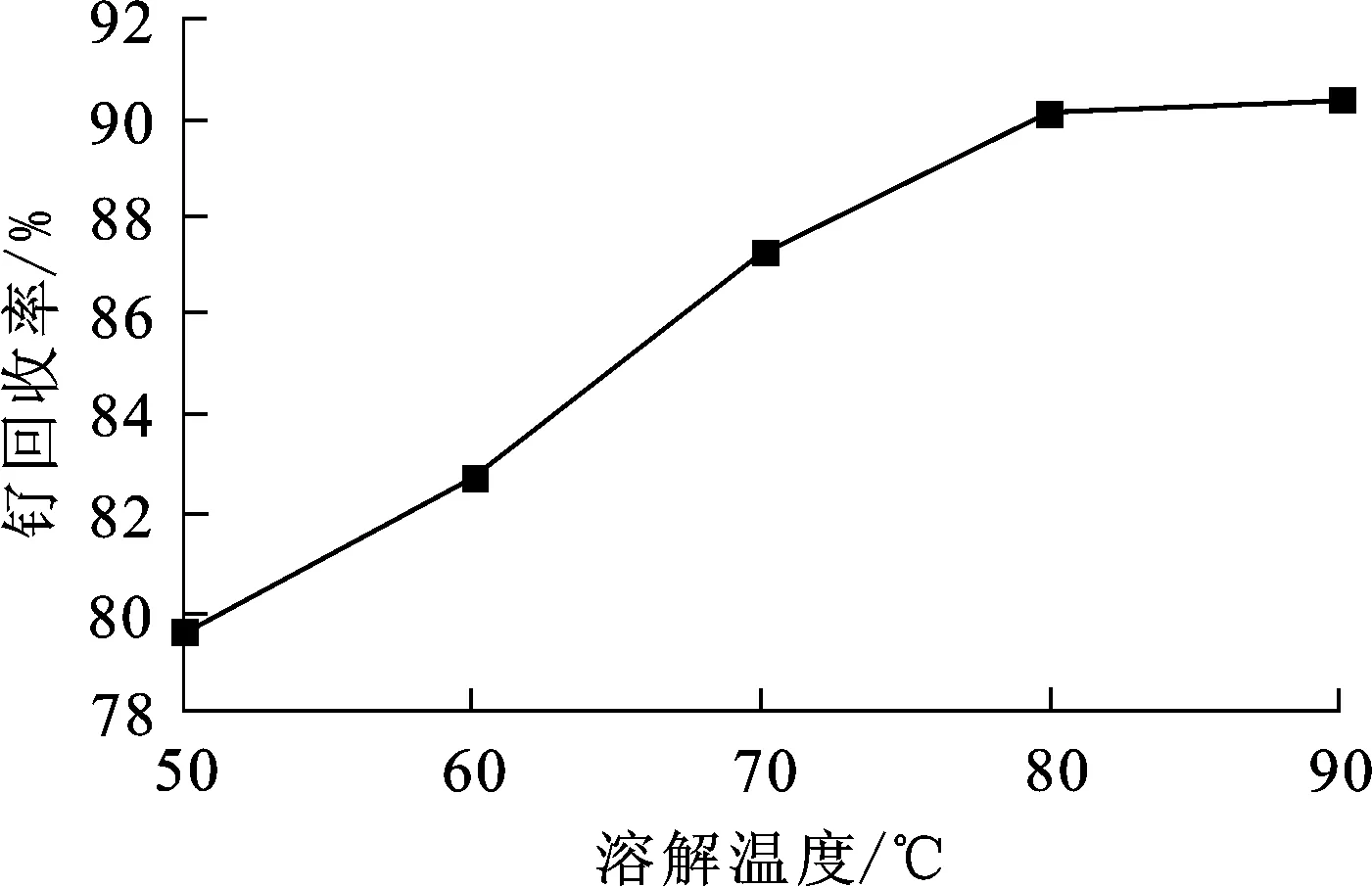
圖3 溶解溫度對釕回收率的影響
由圖3看出:隨溫度升高,釕回收率提高;最佳溶解溫度為80 ℃,此時釕回收率為90.1%;再升高溫度,釕回收率變化不大。綜合考慮,確定溶解溫度以80 ℃為宜。
2.1.3溶解時間對釕回收率的影響
溶解時,固液質量體積比(m(含釕物料)∶V(NaOH溶液)∶V(NaClO溶液))為1∶6∶30,溶解溫度80 ℃,溶解時間對釕回收率的影響試驗結果如圖4所示。
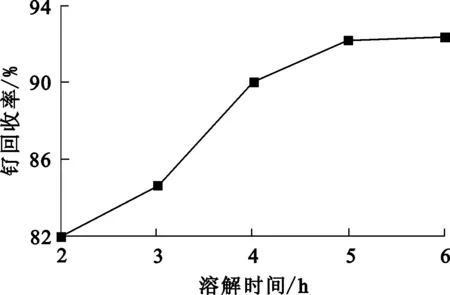
圖4 溶解時間對釕回收率的影響
由圖4看出:隨溶解進行,釕回收率提高;溶解5 h時,釕回收率為92.2%;之后再繼續(xù)反應,釕回收率變化不大。綜合考慮,確定溶解時間以5 h為宜。
2.2 草酸還原對釕回收率的影響
含釕廢料溶解時,固液質量體積比(m(含釕物料)∶V(NaOH溶液)∶V(NaClO溶液))1∶6∶30,溶解時間5 h,溶解溫度80 ℃。
2.2.1金屬釕與草酸質量比對釕回收率的影響
草酸還原過程中,反應溫度60 ℃,反應時間40 min,金屬釕與草酸質量比對釕回收率的影響試驗結果如圖5所示。
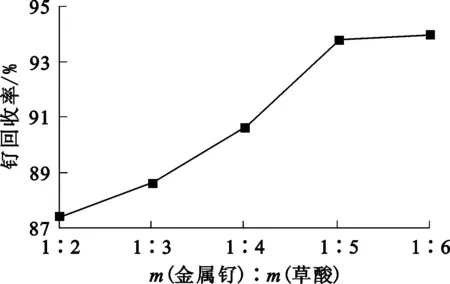
圖5 金屬釕與草酸質量比對釕回收率的影響
由圖5看出:金屬釕與草酸質量比從1∶2降至1∶5,釕回收率提高明顯;二者質量比為1∶5時,釕回收率為93.8%;之后繼續(xù)降低二者質量比,釕回收率變化不大。綜合考慮,確定金屬釕與草酸質量比以1∶5為最佳。
2.2.2反應溫度對釕回收率的影響
草酸還原過程中,金屬釕與草酸質量比為1∶5,反應時間40 min,反應溫度對釕回收率的影響試驗結果如圖6所示。

圖6 反應溫度對釕回收率的影響
由圖6看出,隨反應溫度升高,釕回收率逐漸提高;反應溫度升高到70 ℃時,釕回收率為95.6%;之后再升高溫度,釕回收率變化不大。綜合考慮,確定草酸還原過程中反應溫度以70 ℃為最佳。
2.2.3反應時間對釕回收率的影響
草酸還原過程中,釕與草酸質量比為1∶5,溫度70 ℃,反應時間對釕回收率的影響試驗結果如圖7所示。
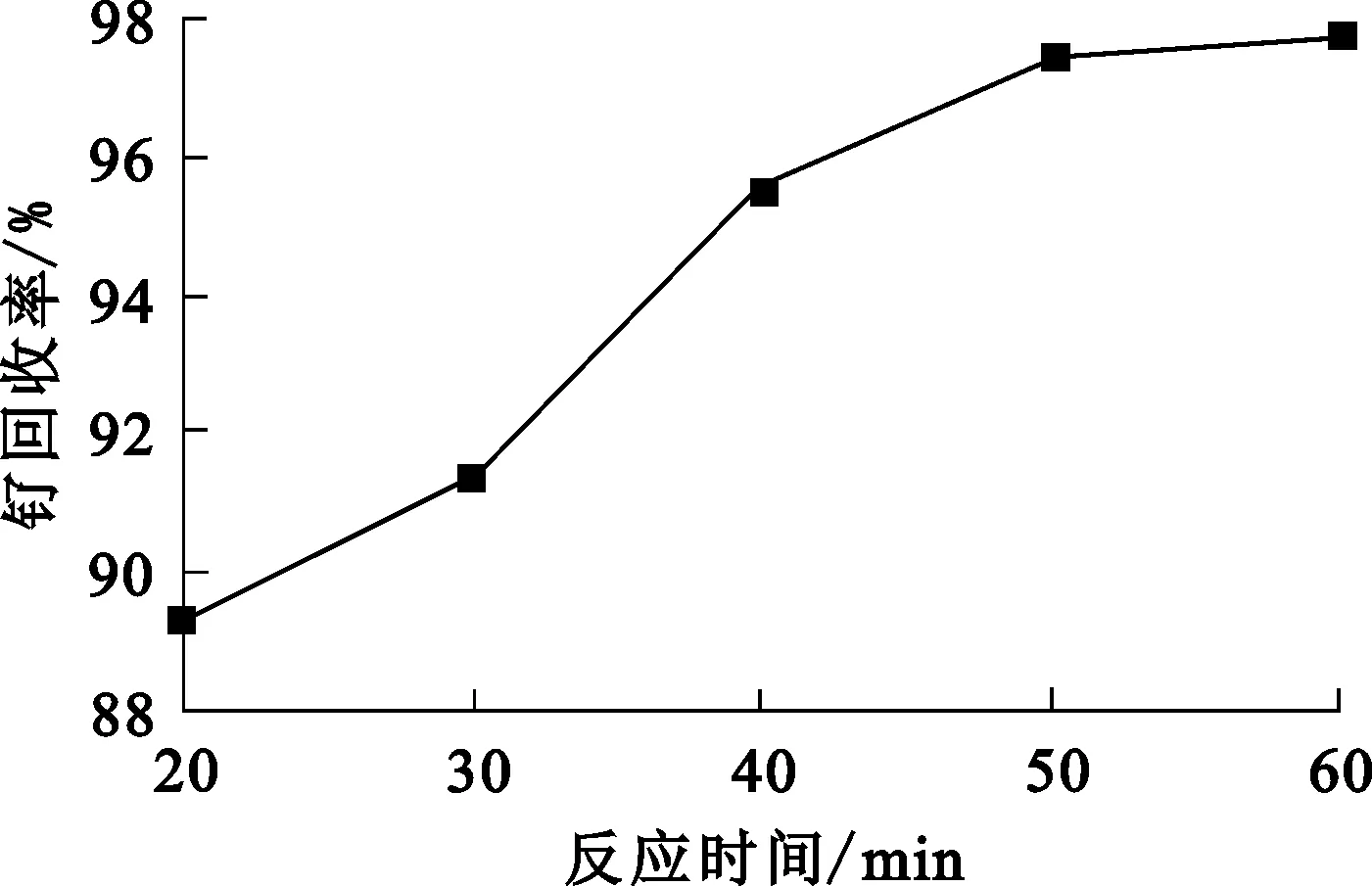
圖7 反應時間對釕回收率的影響
由圖7看出:隨反應時間延長,釕回收率逐漸提高;反應時間為50 min時,釕回收率為97.5%;再延長反應時間,釕回收率變化不大。綜合考慮,確定草酸還原釕的反應時間以50 min為最佳。
3 結論
采用化學溶解—草酸還原法從含釕廢料中分離提純釕是可行的,適宜條件下,釕回收率可達97.7%。與傳統(tǒng)方法相比:生產過程中無RuO4毒氣產生,操作更安全;氫氧化鈉、草酸等輔料價格較低,分離提純成本較小;操作過程簡單,釕回收率較高。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
汽車觀察(2016年3期)2016-02-28 13:16:26