服裝大生產裁剪工段的技術淺析
2019-01-25 08:13:26涂平蓮
紡織報告 2018年11期
涂平蓮,陳 蘭
(江蘇省紡織研究所股份有限公司,江蘇無錫 214000)
服裝工業的發展與科技進步、經濟文化的繁榮以及人們的生活方式息息相關。裁剪是服裝生產的第一道工序,它直接決定著服裝產品的質量、成本和效率,從而影響著企業的經濟效益。據統計,原材料的費用占整件服裝費用的90%,而面料的費用又占原材料的95%[1]。因此,裁剪是服裝行業的關鍵工序。
服裝制衣也已從往昔的量體裁衣式的手工操作發展到大批量的工業化生產,形成了服裝的系列化、標準化和商品化。如今,隨著服裝的流行周期短、個性化呈現強,使服裝行業訂單量小,周期短成為必然趨勢。這就促使服裝業需要不斷改變現狀,向現代化成衣設計生產發展。
1 服裝樣板的產生
隨著科技革命的更新,高科技的成果也有機地運用在服裝各個領域。為適應大部分消費群體的需要,工廠都需要生產一組規格從小到大的系列服裝。為生產這一系列服裝制造企業會根據服裝的款式制作出一套齊碼樣板。隨著計算機在服裝企業中的廣泛運用,工廠由原來手工制做紙質樣板改為使用電腦制版。電腦制版非常便捷,不僅能減少測量的誤差、節省時間,還能從根本上釋放勞動力。
裁剪方案是指有計劃地把訂單中的服裝數量和顏色合理安排,并使面料的損耗減至最低,生產效率達到最高的裁剪作業方案[2]。在生產中,服裝樣板基板經過出樣、樣衣制作、樣衣審核后,確定面料的使用。根據款式盡量選擇大覆蓋率的號型,并根據不同的號型確定不同的生產量。例如:圖1 棉衣款式為寬松型落肩式,對人體的包容度比較大,生產號型就可以選用3 個尺碼做推檔。不同款式服裝需要按照號型確定不同推檔,做成一個系列的樣板后,裁剪工段就可以根據生產計劃數量進行分配,完成下一步的安排。

圖1 棉衣樣板
根據訂單明細和號型表選出合理的排料規格和比例關系,一般也就兩種情況,訂單明細和號型成比例和訂單明細和號型不成比例。
1.1 訂單明細和號型成比例
訂單明細和號型成比例相對來說比較簡單,但也要考慮比例的分配情況,合理訂制明細和尺寸選擇排料規格和比例關系,見表1。
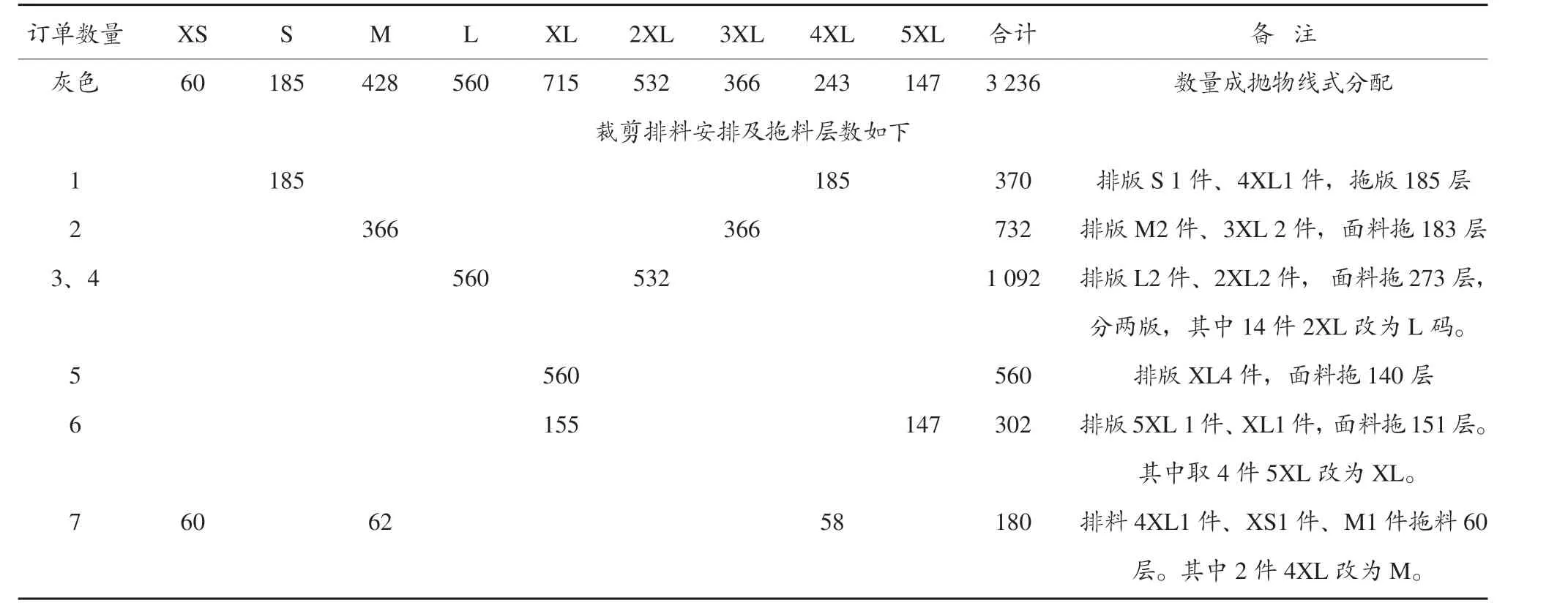
表1 訂單明細
此訂單由于面料厚薄、硬度等原因,滿刀情況下一版最大可拖層數為200 層。在裁剪臺板長度足夠情況下, 我們可以盡量按雙數排料。
根據上面的數據可以看出,此批訂單裁剪拖料需要7 版,核算單耗計算可取中間偏大碼XL 的用料計算,損耗另算。在尺寸表跳檔值一致的情況下,按照方案確定選取規格和比例關系。
1.2 訂單明細不成比例
訂單明細不成比例也必須運用合理的方法選取排料規格和比例關系,其規則是:運用最少的排料次數得出最精確的數據,這樣做方便快捷。通常都是大小號型搭配排版,這樣可以充分利用面料。
當規格表尺寸跳檔值不一致時,通常將跳檔值一致的集中在一起,分段選取排料規格及比例關系。
有時,我們訂單有幾組顏色,那我們就把各個顏色單獨列數據。規格數量比例一致的按照上面的方法共同選取排料規格和比例關系,規格數量不一樣的則要分開,分色選取排料規格和比例關系。假如訂單幾種情況混合,就需要把訂單拆分后分別選取,分別對應。
2 排版注意點
樣板標識一定要清晰,它包括面料絲縷線、裁片名稱、使用片數、使用面料、款式名,小部件位置,對齊及輔助刀眼,見圖2。
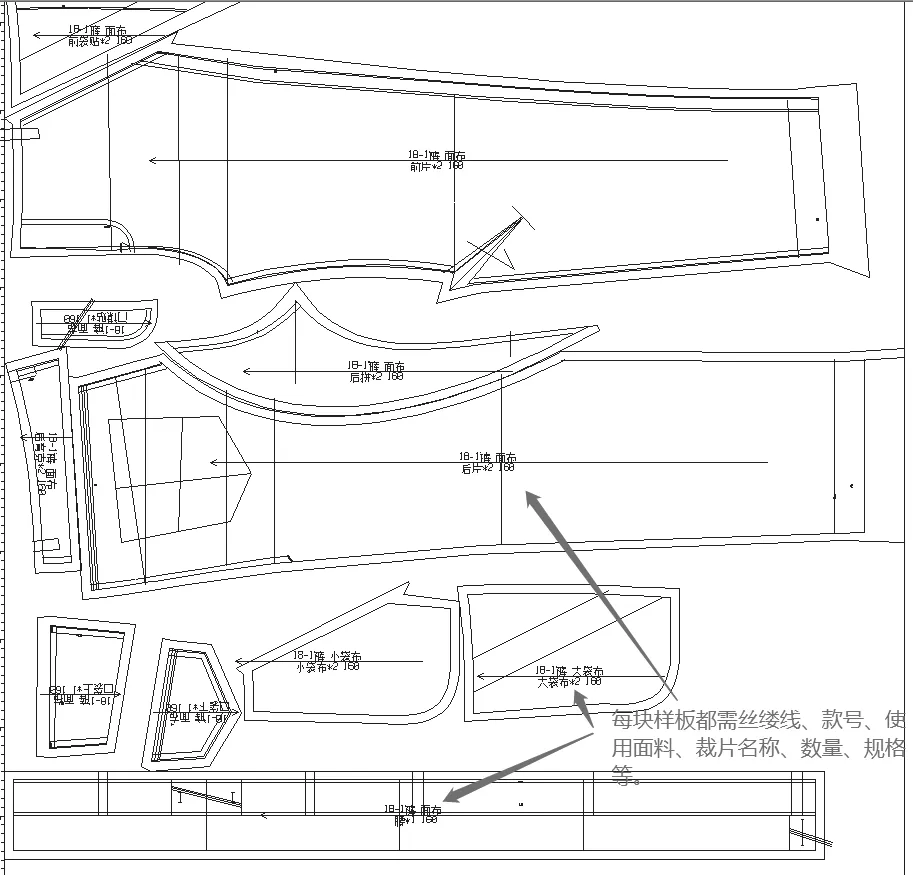
圖2 排版樣板
電腦推檔放碼沒有手工紙板實物那么直觀,所以一定要仔細核對各個部位,見圖3。
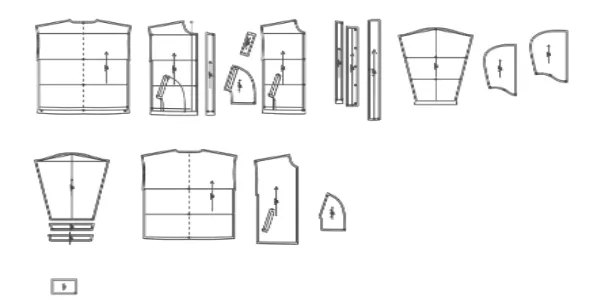
圖3 電腦推檔放碼
裁剪必須具有準確生產資料,如生產制造訂單明細、成品樣衣、衣片樣板、面料有效門幅、裁剪方案等。確定后可安排繪制排料圖,排料圖的可用總寬度應比拖布時的面料下布邊進1cm,比上布邊進1.5cm~2cm為宜,這樣可以防止排出的排料圖比面料寬,同時,還可避免由于布邊太厚而造成裁出的衣片不準確。棉衣電腦制版樣板每一排表示不同的面料,第一排圖4為大身布面料樣板,第二排圖5 為里布面料樣板,第三排圖6 為羅紋樣板。排料取片時,切記不可少片,不可混拿不同面料樣板,規格型號不可弄混弄錯。

圖4 大身布面料樣板
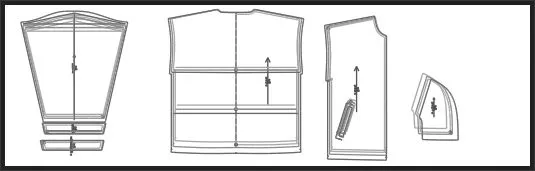
圖5 里布面料樣板

圖6 羅紋樣板
3 排料原則
以此款棉衣為例,大貨數量如表2。為方便分析,采用成比例數據。

表2 大貨數量
排料一般先排大身面料,采樣確定大身面料的可用門幅為142cm,那么加紙的門幅就設定為142cm。
排料時一般遵循以下原則:
(1)要做到先排面積較大的大片樣板,后排面積小的樣板,這樣能充分利用各大樣板之間的縫隙,將小樣板插入。
(2)排料時,最好將樣板的直邊對直邊,斜邊對斜邊,如袖等略呈三角形的樣板可顛倒并排凸緣對凹口,這樣樣板相互間才能靠緊套排,減少縫隙提高面料使用率。
(3)若樣板不能緊密套排,不可避免地出現縫隙時,可將兩片樣板的缺口合并,使空隙加大,在空隙中再排入其它小片樣板。
大小規格的衣片樣板搭配排料,可以“取長補短”,有效地提高面料利用率。圖7 為 M2 件排料斷長355cm,如圖7 所示。

圖7 按大小規格的衣片樣板搭配排料
此款棉衣根據數量配比及大小搭配的原則我們可以按照S1 件L1 件排一版面,斷長357cm,如圖8所示。

圖8 按數量配比及大小搭配排料
如圖7、圖8 排料時可以看出,后片、前身、袖子為大片,排版是先將這幾片排好,門板都是直條所以盡量安排在與布邊平齊位置,袖子基本為三角形所以可以倒順安排以提高面料的使用率,帽邊緣為直邊可排于門板或布的邊緣。小片的袋嵌線可在排版空檔里安插。
排料時,一定要注意清點衣片塊數,切記不可遺漏、放錯。此外,分左右的衣片不可放反。
4 斜條長度、拖布長度的確定
4.1 斜條長度的計算方法
有的衣服上需要包邊,尤其是斜條包邊的情況下,為省料一般不放進裁片裁剪,而是單獨按照計算的用料取出相應面料單裁。
對于包邊用斜條要求較高,角度必須是45°。單件用料算法是:

比如:衣服領處滾邊寬0.8cm,需要的滾條為斜條寬為3.2cm,領處所需條長為0.80cm,面料門幅144cm,這樣算下來用料為:

由于針織面料彈性大,可以采用直條,用料可以簡單計算:條寬×條長/門幅。由于滾邊的損耗比較大,所以在算料時需要放足。
4.2 拖布長度的確定
排版用料確定后,可依據排版圖的斷長拖布。由于拖布時,裁刀兩頭開進時必須留有余地,拖料時都需要在斷長的基礎上增加3cm。也就是說,當拖布斷長是357cm 時,拖長需要拉到360cm。排料完成后,可以按照排好的長度進行拖布。面料布頭去除,拖布時注意觀察面料情況,大段疵布需剔除。面料估料時若有需要使用滾條的地方記住要預留面料。面料缸差大的情況下,切記需要按照每缸的裁數預留換片和滾條。假如訂單有幾個顏色,我們可以把幾個顏色單獨夾拖,這樣便于后面分包、打包。
在拖布前,面料必須進行回縮,因為每次面料回縮不同,一般梭織面料彈性較小回縮亦小,放出面料時面料堆積容易壓皺而影響服裝尺寸外觀。拉布時,可視情況略放松拖布。而針織織物等彈性回縮大的面料自然放置時間應加長,一般應放置24h后,再進行拉布。
5 不同面料拖布時注意點
對于不同批次和有色差的面料,需要分開裁剪,不然會造成陰陽色。對于一匹面料中有色差的,要根據色差進行排版。有些特定的面料中間和兩邊在染色過程中會有色差,這就需要在拖布過程中仔細分辨,所以拖布也是非常重要的過程。
當面料是左右邊中色差時,通常把色差部位盡量做于服裝次要部位,比如大身里面、腋下、胸部以下部位、腿內側,膝蓋以下等部位。為盡量滿足這些要求,排版是大片中心盡量靠在一起,如圖9。

圖9 左右邊中色差
當面料是邊到邊漸進色差我們排料采用兩件排,縱向一件盡量排在一邊,[3]即邊到邊漸進色差,如圖10,圖示上半為M 碼,下部為L 碼。
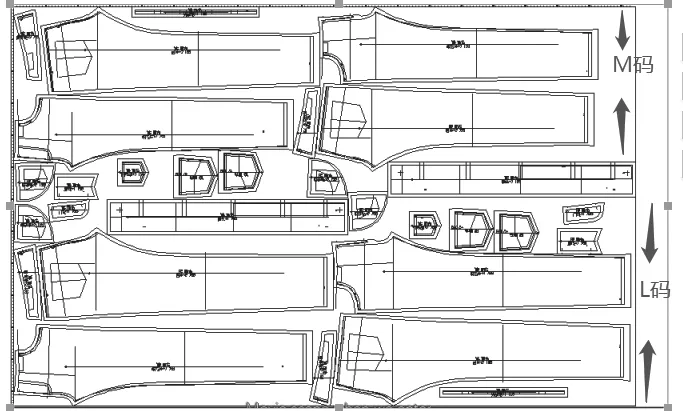
圖10 兩件排
拖料的時候,要點清楚面料層數,并做好記錄,部位輪廓線要注意避開瑕疵,無法避開的面料需剔除。
拖料時,注意面料的絲綹順直、面料正反面以及衣片的絲縷方向是否符合工藝要求。對于起絨面料,例如絲絨、天鵝絨、燈芯絨等和有光面料不可倒順排料,否則會影響服裝顏色的深淺。
對于有提花的面料或者印花的面料,排料時候,要注意根據成衣花紋來定位,以保證服裝整批的連貫、對稱。不同花型也有倒順,具體根據樣板、樣衣工藝指示。對于條紋面料,固定花型的服裝,裁剪需定條或者定位花型手工裁剪。尤其是定位花型服裝,在面料上摳取花型,工藝上必須取準對位點、線。
6 裁剪時應該遵循的注意點
(1)裁剪推刀的時候[4],尤其是手工推刀要求刀片鋒利,下刀要有力,走線準確,線條才能流暢。對于長絲織物,可以考慮用薄紗或其它薄棉布鋪墊點夾層,但不要太厚,這才能保證面料不偏刀。需要注意的是,不同的面料裁刀轉速和裁刀應用高度對應作不同的調整。
(2)裁好的衣片需要根據樣板對位記號剪切刀口,打刀眼時需要上下一致,上下層不要錯移。
(3)當我們采用錐孔標記時,應注意不要影響成衣的外觀。裁剪后,推刀結束要進行清點,同版有不同規格時,一定要分清,不同批次面料分包打包,包號上寫清款號、規格、包號。每包包號都必須對應所用批次面料,并做好相應記錄,以方便后期驗片更換疵片。當有需要外加工的裁片,如需繡花,印花需要單獨驗片分包,以方便外加工。
到此,裁剪工段結束,縫制車間可以根據生產情況領取裁片,進行下一步工序。
