帶式輸送機(jī)旋轉(zhuǎn)軸方向檢測裝置設(shè)計(jì)
2019-01-25 03:18:26黎偉雄劉興樂
煙草科技 2019年1期
黎偉雄,劉興樂
湖北中煙工業(yè)有限責(zé)任公司武漢卷煙廠,武漢市漢陽區(qū)龍陽大道特5號 430051
帶式輸送機(jī)是卷煙企業(yè)制絲車間的重要輔機(jī)設(shè)備之一,主要利用旋轉(zhuǎn)軸實(shí)現(xiàn)運(yùn)動(dòng)和動(dòng)力傳遞,進(jìn)而實(shí)現(xiàn)物料輸送功能,具有輸送距離長、運(yùn)輸量大、運(yùn)行穩(wěn)定可靠、可正反向運(yùn)輸?shù)忍攸c(diǎn),被廣泛應(yīng)用于儲(chǔ)柜輸送和制絲生產(chǎn)線中[1-2]。在實(shí)際生產(chǎn)中,通常根據(jù)生產(chǎn)或工藝要求調(diào)整帶式輸送機(jī)的正、反運(yùn)行方向,但由于設(shè)備故障或操作失誤,經(jīng)常會(huì)出現(xiàn)實(shí)際運(yùn)行方向與需求方向不一致等情況。因缺少對其實(shí)際運(yùn)行方向的檢測裝置,運(yùn)行方向信息無法及時(shí)反饋至控制系統(tǒng)進(jìn)行報(bào)警或停止運(yùn)行,由此影響生產(chǎn)效率,甚至導(dǎo)致物料混牌,造成質(zhì)量事故。對此已有大量相關(guān)研究,付勝等[3]提出了一種在線激光輔助視覺檢測方法,能夠準(zhǔn)確、及時(shí)地判斷帶式輸送機(jī)輸送帶縱向撕裂故障;黃孝雄等[4]通過分析輸送帶斷帶過程中的檢測信號,利用光電編碼器和單片機(jī)設(shè)計(jì)了一種斷帶檢測裝置;尹兆明[5]基于多體動(dòng)力學(xué)對輸送帶跑偏狀態(tài)進(jìn)行了研究;盛濤等[6]通過研究帶式輸送機(jī)的運(yùn)行特點(diǎn),設(shè)計(jì)了一種新型帶速檢測裝置;侯俊峰[7]利用接近開關(guān)檢測被動(dòng)帶輥的周期性轉(zhuǎn)動(dòng)情況,用于判定輸送帶的運(yùn)行狀態(tài)是否正常;馬宏偉等[8]利用采集的紅外圖像對帶式輸送機(jī)關(guān)鍵部件的故障等級進(jìn)行判斷和故障預(yù)警;王阿根[9]采用旋轉(zhuǎn)編碼器、速度繼電器用于檢測旋轉(zhuǎn)軸的運(yùn)轉(zhuǎn)方向,但該技術(shù)使用范圍有限,且缺乏一定的靈活性[10-11]。為此,設(shè)計(jì)了一種旋轉(zhuǎn)軸方向檢測裝置,基于嚙合齒輪和單向離合器的相對運(yùn)動(dòng)關(guān)系,將方向檢測轉(zhuǎn)換為接近開關(guān)信號檢測,以期能夠快速反饋帶式輸送機(jī)的運(yùn)行狀態(tài),防止出現(xiàn)質(zhì)量事故。
1 系統(tǒng)設(shè)計(jì)
1.1 結(jié)構(gòu)組成
旋轉(zhuǎn)軸正反向檢測裝置主要包括相互嚙合的主動(dòng)齒輪和從動(dòng)齒輪,見圖1。主動(dòng)齒輪安裝在旋轉(zhuǎn)軸末端,從動(dòng)齒輪安裝在與旋轉(zhuǎn)軸平行的固定軸上。主動(dòng)齒輪中心孔安裝有與旋轉(zhuǎn)軸連接的第一單向離合器,從動(dòng)齒輪中心孔安裝有與固定軸連接的第二單向離合器;兩個(gè)單向離合器均選用可隨旋轉(zhuǎn)方向變化而自動(dòng)契合或脫開的離合器,且反向安裝,既可傳遞主動(dòng)齒輪和從動(dòng)齒輪的轉(zhuǎn)矩,也可切斷轉(zhuǎn)矩,實(shí)現(xiàn)方向檢測功能。從動(dòng)齒輪上安裝有感應(yīng)塊,感應(yīng)塊附近安裝有接近開關(guān),接近開關(guān)信號輸出端與PLC控制器連接。

圖1 旋轉(zhuǎn)軸方向檢測裝置示意圖Fig.1 Schematic diagram of direction detector for rotating shaft
根據(jù)相對運(yùn)動(dòng)關(guān)系,當(dāng)旋轉(zhuǎn)軸順時(shí)針轉(zhuǎn)動(dòng)時(shí),帶動(dòng)第一單向離合器內(nèi)座圈旋轉(zhuǎn),其外座圈因單向鎖止原因也順時(shí)針旋轉(zhuǎn),進(jìn)而通過第一平鍵帶動(dòng)主動(dòng)齒輪順時(shí)針旋轉(zhuǎn);通過齒輪嚙合,帶動(dòng)從動(dòng)齒輪逆時(shí)針旋轉(zhuǎn),進(jìn)而帶動(dòng)第二單向離合器外座圈逆時(shí)針旋轉(zhuǎn),其內(nèi)座圈與固定軸相對固定不動(dòng);從動(dòng)齒輪的感應(yīng)塊隨從動(dòng)齒輪轉(zhuǎn)動(dòng),被接近開關(guān)間歇式檢測,并將檢測信號反饋至PLC控制器。在此過程中,根據(jù)輸出的波動(dòng)信號周期,可判定為旋轉(zhuǎn)軸順時(shí)針轉(zhuǎn)動(dòng),其計(jì)算公式為:

式中:T—輸出的波動(dòng)信號周期,s;m1—主動(dòng)齒輪模數(shù);Z1—主動(dòng)齒輪齒數(shù);m2—從動(dòng)齒輪模數(shù);Z2—從動(dòng)齒輪齒數(shù);n0—旋轉(zhuǎn)軸轉(zhuǎn)速,r/min。
當(dāng)旋轉(zhuǎn)軸逆時(shí)針轉(zhuǎn)動(dòng)時(shí),帶動(dòng)第一單向離合器內(nèi)座圈旋轉(zhuǎn),其外座圈因未鎖止而靜止不動(dòng);當(dāng)?shù)谝粏蜗螂x合器的外座圈有可能被帶動(dòng)逆時(shí)針旋轉(zhuǎn)時(shí),根據(jù)單向離合器的傳動(dòng)原理,會(huì)被第二單向離合器外座圈順時(shí)針鎖止而無法旋轉(zhuǎn),此時(shí)從動(dòng)齒輪不轉(zhuǎn)動(dòng),感應(yīng)塊沒有被接近開關(guān)間歇式檢測,無信號反饋至PLC控制器。由此,可判定為旋轉(zhuǎn)軸逆時(shí)針轉(zhuǎn)動(dòng)。
1.2 控制梯形圖
本裝置中采用AB-5000 PLC控制器實(shí)現(xiàn)旋轉(zhuǎn)方向檢測。設(shè)電機(jī)順時(shí)針旋轉(zhuǎn)接觸器為KM1,逆時(shí)針旋轉(zhuǎn)接觸器為KM2,輔助繼電器M1、M2分別為正轉(zhuǎn)和反轉(zhuǎn)方向信號,M0為接近開關(guān)檢測信號。根據(jù)旋轉(zhuǎn)方向檢測原理設(shè)計(jì)控制梯形圖,見圖2。當(dāng)旋轉(zhuǎn)軸順時(shí)針轉(zhuǎn)動(dòng)時(shí),KM1得電吸合,此時(shí)第二單向離合器逆時(shí)針旋轉(zhuǎn),接近開關(guān)檢測到信號,繼電器M1線圈得電自鎖;當(dāng)旋轉(zhuǎn)軸逆時(shí)針轉(zhuǎn)動(dòng)時(shí),KM2得電吸合,此時(shí)第二單向離合器靜止,接近開關(guān)未能檢測到信號,繼電器M2線圈得電自鎖。
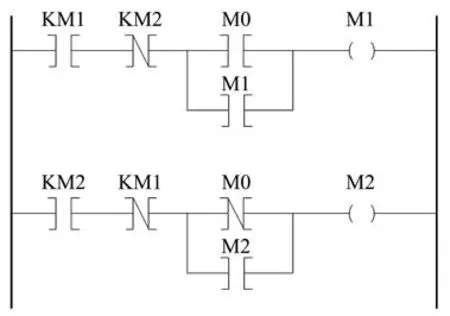
圖2 旋轉(zhuǎn)軸方向檢測梯形圖Fig.2 Ladder chart of direction detecting for rotating shaft
2 應(yīng)用效果
2.1 試驗(yàn)設(shè)計(jì)
設(shè)備:制絲生產(chǎn)線雙向帶式輸送機(jī)(秦皇島煙草機(jī)械有限責(zé)任公司),旋轉(zhuǎn)軸轉(zhuǎn)速為63.55 r/min,皮帶寬度為900 mm,長度為9 450 mm;旋轉(zhuǎn)軸方向檢測裝置(自制),其主動(dòng)齒輪、從動(dòng)齒輪的模數(shù)和齒數(shù)均相同,模數(shù)為10,齒數(shù)為21。
測試方法:①在無料情況下,人工改變帶式輸送機(jī)旋轉(zhuǎn)軸的方向,觀察5 s內(nèi)PLC控制器接收到波形信號變化;②記錄檢測裝置安裝前、后各3次的維護(hù)響應(yīng)時(shí)間,取平均值。
2.2 數(shù)據(jù)分析
2.2.1 檢測準(zhǔn)確率
由圖3可見:①無信號波動(dòng)時(shí),旋轉(zhuǎn)軸運(yùn)行方向?yàn)槟鏁r(shí)針轉(zhuǎn)動(dòng);當(dāng)信號出現(xiàn)周期性波動(dòng)時(shí),旋轉(zhuǎn)軸運(yùn)行方向?yàn)轫槙r(shí)針轉(zhuǎn)動(dòng),因此通過信號的有無即可判定旋轉(zhuǎn)軸方向。經(jīng)過多次測試,檢測準(zhǔn)確率達(dá)到100%。②當(dāng)旋轉(zhuǎn)軸順時(shí)針轉(zhuǎn)動(dòng)時(shí),信號周期為0.94 s,為旋轉(zhuǎn)軸轉(zhuǎn)速的倒數(shù)。

圖3 旋轉(zhuǎn)軸檢測信號對比Fig.3 Comparison of detection signals of rotating shaft
2.2.2 維護(hù)響應(yīng)時(shí)間
維護(hù)響應(yīng)時(shí)間是設(shè)備出現(xiàn)異常開始到維護(hù)人員到達(dá)地點(diǎn)進(jìn)行維護(hù)的時(shí)間。改進(jìn)前主要依靠操作人員巡查發(fā)現(xiàn)異常情況,因此存在偶然性和不確定性,且響應(yīng)時(shí)間較長;安裝該檢測裝置后,維護(hù)響應(yīng)時(shí)間由16 min縮短到11 min(表1),能夠及時(shí)檢測到異常情況并發(fā)出報(bào)警,有效提高了生產(chǎn)效率。

表1 改進(jìn)前后維護(hù)響應(yīng)時(shí)間對比Tab.1 Comparison of maintenance response time before and after modification(min)
3 結(jié)論
為實(shí)時(shí)反饋帶式輸送機(jī)的運(yùn)行狀態(tài),針對制絲設(shè)備的工作特點(diǎn),設(shè)計(jì)了一種旋轉(zhuǎn)軸方向檢測裝置,利用一對嚙合齒輪和兩個(gè)單向離合器的相對運(yùn)動(dòng)關(guān)系,將旋轉(zhuǎn)軸的運(yùn)行方向檢測轉(zhuǎn)換為接近開關(guān)信號檢測,并通過PLC控制器進(jìn)行判斷,實(shí)現(xiàn)方向檢測功能。以雙向帶式輸送機(jī)為對象進(jìn)行測試,結(jié)果表明:①安裝旋轉(zhuǎn)軸方向檢測裝置后,能夠準(zhǔn)確反饋帶式輸送機(jī)的實(shí)際運(yùn)行狀態(tài),檢測準(zhǔn)確率達(dá)到100%,維護(hù)響應(yīng)時(shí)間縮短5 min;②該裝置在生產(chǎn)線防錯(cuò)、糾錯(cuò)控制設(shè)計(jì)、預(yù)防質(zhì)量事故等方面應(yīng)用效果良好,可有效提高制絲生產(chǎn)過程控制水平。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
鴨綠江(2021年35期)2021-04-19 12:24:18
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
考試與評價(jià)·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:25:42
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12