管道環(huán)焊縫射線檢測缺陷容限標準分析*
2019-01-22 02:34:48蔣浩澤李為衛(wèi)
石油管材與儀器 2018年6期
吉 楠,蔣浩澤,李為衛(wèi),楊 明,張 杰,鄒 斌
(1.中國石油集團石油管工程技術研究院 陜西 西安 710077;2.西安石油大學 陜西 西安 710065; 3.中國石油西部管道分公司 新疆 烏魯木齊 830013)
0 引 言
隨著國民經(jīng)濟發(fā)展對能源的需求增加,尤其是對天然氣清潔能源需求的不斷加大,管道輸送對經(jīng)濟效益追求的不斷提高,近十多年來我國天然氣管道建設和技術取得了長足發(fā)展,建設了大量大口徑、高壓、高強度天然氣管道,這就對管道的安全性提出了更高的要求[1-3]。管道運行的安全狀況與管道材質(zhì)及其焊縫狀態(tài)有很大的關系,通常油氣輸送管道對接環(huán)焊縫存在的缺陷有未焊透、夾雜物、未熔合、內(nèi)部氣孔、內(nèi)部裂紋等[4],缺陷的存在嚴重影響了管道的安全運行。對內(nèi)部缺陷可用射線檢測法或超聲波檢測法進行檢測[5-6]。射線檢測在我國天然氣管道現(xiàn)場環(huán)焊縫無損檢測中大量應用,嚴格控制焊縫質(zhì)量,對避免事故的發(fā)生具有重要意義。
近年來,國內(nèi)學者對相關的射線檢測標準也進行了一定的研究分析:方冬等[7]對SY/T 4109和JB/T 4730進行了比較分析,總結了標準間的差異;王自信等[8]研究了國內(nèi)不同管線鋼的產(chǎn)品標準對無損檢測的差異分析。這些研究工作多集中于對國內(nèi)標準的比對分析,通過對比得出不同標準間的差異,但均未提出對相關標準進行修訂或改進的建議。本文通過對國內(nèi)外石油天然氣管道相關技術標準中適用于天然氣管道環(huán)焊縫射線無損檢測的缺陷容限指標等進行了對比,得出了其缺陷驗收的異同點,并給出了相關標準的修訂建議,為制修訂更加合理的天然氣管道現(xiàn)場環(huán)焊縫無損檢測技術指標提供依據(jù)和參考。
1 管道環(huán)焊縫檢測技術標準現(xiàn)狀
國外對天然氣管道的現(xiàn)場焊接及無損檢測方面進行了大量的研究,形成了成套的焊接及檢驗技術標準,國外關于油氣管道環(huán)焊縫缺陷驗收準則(即缺陷容限)的標準,大致可以分為2類[9-10]:
1)管道系統(tǒng)標準:這類標準內(nèi)容完整、系統(tǒng),從管道的設計、運行、維護到報廢等整個過程都有詳細規(guī)定,如加拿大管道系統(tǒng)標準CSA-Z662—2015,該標準包括石油和天然氣工業(yè)管道系統(tǒng)的設計、建造、運行、維護、停用、廢棄,涉及范圍很廣(多種介質(zhì),多種設備),適用于鋼級X80/L555天然氣管道的焊接及無損檢測。
2)管道焊接及檢驗標準:這類標準內(nèi)容僅包括管道的焊接及檢驗,如美國石油學會標準API STD 1104—2013,該標準作為長輸管道的現(xiàn)場焊接及驗收標準,在世界范圍內(nèi)使用廣泛;此類標準中的ISO 13847—2013適用于碳鋼、低合金鋼、耐蝕合金以及雙金屬復合管材,并對油氣管道輸送系統(tǒng)的環(huán)焊縫、支管和角焊縫的焊接及檢驗要求有著詳細的規(guī)定,在歐洲應用較多。
我國現(xiàn)行的油氣管道無損檢測標準由國家標準、行業(yè)標準和企業(yè)標準組成,油氣管道的焊接及焊縫無損檢測就同時存在多項國家及行業(yè)標準,且標準間的缺陷容限指標差異較大,如油氣管道的建設及驗收主要執(zhí)行GB 50251—2015《輸氣管道工程設計規(guī)范》與GB 50369—2014《油氣長輸管道工程施工及驗收規(guī)范》這2項標準,在GB 50251—2015中規(guī)定,焊縫無損檢測執(zhí)行 GB/T 11345—2013(超聲波)與GB/T 3323—2005(射線);GB 50369—2014要求,無損檢測(射線和超聲波)應符合現(xiàn)行標準SY/ T 4109—2013的規(guī)定。按照我國標準體系,管道的建設執(zhí)行強制性國家標準GB 50369—2014《油氣長輸管道工程施工及驗收規(guī)范》,焊縫的無損檢測應符合現(xiàn)行國家標準《石油天然氣管道工程全自動超聲波檢測技術規(guī)范》GB/T 50818—2013和行業(yè)標準《石油天然氣鋼質(zhì)管道無損檢測》SY/T 4109—2013的規(guī)定,而不應采用其它國家標準、行業(yè)標準進行檢測。按照國家標準化法,企業(yè)可以制定高于國家、行業(yè)標準要求的企業(yè)標準。
中石油通過多年的標準化、模塊化和信息化建設,基本構建了管道建設和運行的標準體系,如中石油標準CDP-G-OGP-OP-082—2015-1《油氣管道無損檢測技術規(guī)定》即為該標準體系中的成果文件之一。該體系中有些標準規(guī)范沿用前蘇聯(lián)的標準規(guī)范,更多的標準規(guī)范參照API、CSA以及ISO等國際標準。由于不同的國家國情不同、技術水平不齊,對設計、施工和運行的關鍵參數(shù)和指標的規(guī)定也不盡相同,因此,對國內(nèi)外標準的規(guī)定進行溯源,分析差異原因,明確規(guī)定的理論基礎,可為確定符合我國國情的合理參數(shù)和指標提供思路,使得現(xiàn)有的標準體系不斷得以更新和提高。
2 環(huán)焊縫射線檢測標準缺陷容限對比分析
為了準確掌握天然氣管道環(huán)焊縫射線檢測缺陷容限國內(nèi)外標準的差異,本文中主要選取了3種國外標準: ISO 13847—2013、API STD 1104—2013和CSA-Z662—2015, 2種類型的國內(nèi)標準: SY/T 4109—2013和CDP-G-OGP-OP-082—2015-1進行對比分析。
在管道環(huán)焊縫射線檢測缺陷容限國內(nèi)外標準中,API STD 1104—2013、ISO 13847—2013與CSA-Z662—2015中將環(huán)焊縫射線檢測缺陷容限根據(jù)工程經(jīng)驗給出了每種缺欠的驗收準則,不分驗收級別; SY/T 4109—2013與CDP-G-OGP-OP-082—2015-1則將射線檢測的結果分為Ⅰ、Ⅱ、Ⅲ、Ⅳ級,天然氣管道線路工程按Ⅱ級評判。
2.1 缺陷類型
ISO 13847—2013、API STD 1104—2013、CSA-Z662—2015中均將缺陷類型分為了未焊透、未熔合、根部內(nèi)凹、燒穿、夾渣、氣孔、空心焊道、裂紋及咬邊9類, SY/T 4109—2013和CDP-G-OGP-OP-082—2015-1標準中則沒有夾渣、氣孔和空心焊道這3種類型的缺陷,而是出現(xiàn)了條形缺欠和圓形缺欠這兩種缺陷類型。
2.2 未焊透
未焊透的驗收準則見表1,API STD 1104—2013根據(jù)出現(xiàn)的部位,將未焊透分為根部未焊透、錯邊未焊透、中間未焊透三類,CSA-Z662—2015則將未焊透分為根部未焊透與內(nèi)部未焊透,這2項標準也分別對相應的單個未焊透的長度及焊縫任何300 mm連續(xù)長度中的累積長度做出了限定,而ISO 13847—2013沒有對未焊透的類型進行分類,但驗收指標為3種國外標準中最嚴;相比而言,SY/T 4109—2013與CDP-G-OGP-OP-082—2015-1對未焊透的尺寸限制比國外標準嚴格,但這兩個標準也不完全一致, CDP-G-OGP-OP-082—2015-1對錯邊未焊透的尺寸的規(guī)定低于SY/T 4109—2013,這違背標準化法中所規(guī)定的企業(yè)標準不得低于國家、行業(yè)標準的指標的要求,且未焊透屬于面積型缺陷,尖端部位應力集中,在外力的作用下容易發(fā)生擴展,如長期在內(nèi)壓以及外部地形、地貌引起附加的載荷下運行時容易造成管道的泄露與斷裂,危害性較大。考慮到我國管道焊接質(zhì)量穩(wěn)定性及檢測技術可靠性等實際狀況,以及管道所途經(jīng)的地質(zhì)及人口因素,標準SY/T 4109—2013對未焊透缺陷的驗收指標加嚴是合適的,因此CDP-G-OGP-OP-082—2015-1以及以后的具體管道工程技術標準,對未焊透缺陷的驗收指標不得低于SY/T 4109—2013的要求。
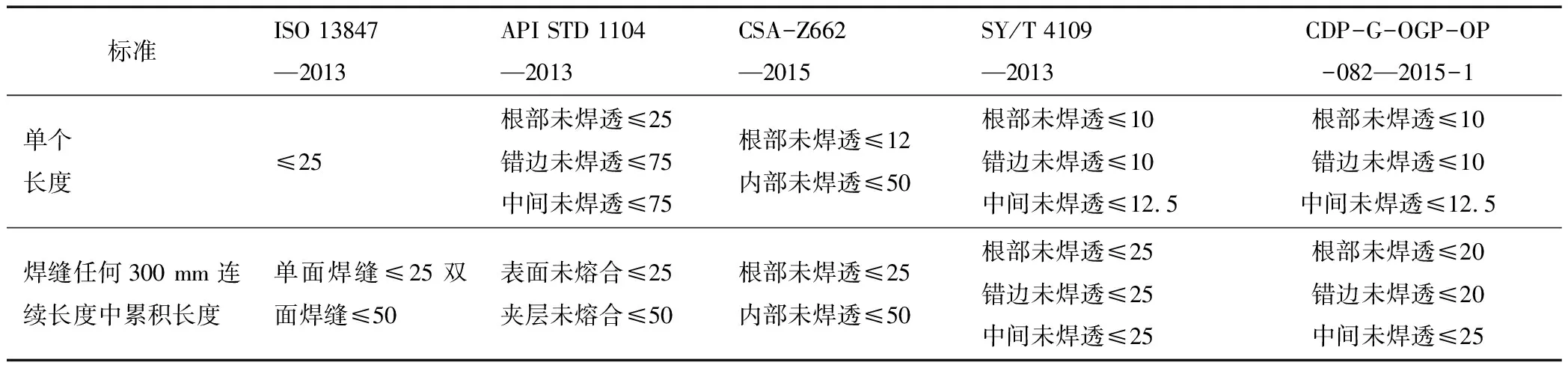
表1 管道環(huán)焊縫射線檢測未焊透驗收準則 mm
2.3 未熔合
3種國外標準對未熔合的分類各不相同,見表2:ISO 13847—2013將未熔合分為單面焊根部未熔合、側面未熔合及焊道未熔合,API STD 1104—2013分為表面未熔合和夾層未熔合, CSA-Z662—2015分為根部及頂部坡口未熔合與冷焊產(chǎn)生的未熔合2種類型,并分別對未熔合的單個長度與焊縫任何300 mm連續(xù)長度中的累積長度做了規(guī)定;相比而言, SY/T 4109—2013與CDP-G-OGP-OP-082—2015-1對未熔合的分類與API 1104—2013一致,且對未熔合尺寸的規(guī)定比國外標準嚴格。

表2 管道環(huán)焊縫射線檢測未熔合驗收準則 mm
未熔合也屬于面積型缺陷,尖端應力集中程度高,容易擴展,其危害性較大,在以后制定具體的管道工程技術標準時,對未熔合的限制指標不得低于SY/T 4109—2013和CDP-G-OGP-OP-082—2015-1這2個標準的要求,除此之外,由于未熔合在厚度方向的尺寸(高度),能削弱焊縫的有效承載截面,故有必要在標準中對露出和未露出表面的坡口未熔合的高度也進行限制。
2.4 焊縫內(nèi)凹與燒穿
焊縫內(nèi)凹與燒穿的驗收準則見表3,黑度小于臨近母材黑度的內(nèi)凹(內(nèi)凹較淺,內(nèi)凹處焊縫的厚度大于母材),除 ISO 13847—2013規(guī)定單個尺寸不超過焊縫長度的25%外,其余標準對其尺寸不進行限制;API STD 1104—2013對黑度大于臨近母材黑度的內(nèi)凹(內(nèi)凹較深,內(nèi)凹處焊縫的厚度小于母材),是按燒穿的標準來進行驗收,而它的指標也是國外標準中最嚴格的;相比之下,CDP-G-OGP-OP-082—2015-1和SY/T 4109—2013的要求顯著低于API 1104—2013的規(guī)定。由于出現(xiàn)于根部的內(nèi)凹,能減少焊縫的有效厚度,弱削焊縫承載面積,當焊縫的強度與有效面積的乘積小于所對應的母材時,焊縫承載能力低于母材,當同時處于內(nèi)壓、外載荷以及其它缺陷的情況下時,可能發(fā)生焊縫斷裂,因此要對內(nèi)凹的深度和長度進行限制。故要對SY/T 4109—2013和CDP-G-OGP-OP-082—2015-1進行修訂,使這兩項標準和以后的具體管道工程技術標準對內(nèi)凹的要求不得低于API 1104—2013的要求。
焊縫根部燒穿缺欠,ISO 13847—2013與API STD 1104—2013只對黑度大于臨近母材黑度的燒穿進行尺寸限制,ISO 13847—2013規(guī)定其單個尺寸不超過6 mm,對焊縫任何300 mm連續(xù)長度中的累積長度無具體要求;API STD 1104—2013與CSA-Z662—2015則對單個長度與焊縫任何300連續(xù)長度中累積長度都做了規(guī)定,且CSA-Z662—2015的要求略高于API STD 1104—2013;燒穿對管道安全的影響與內(nèi)凹基本相同,CDP-G-OGP-OP-082—2015-1與API STD 1104—2013的要求相同, SY/T 4109—2013對燒穿單個長度的要求低于所有對比分析的標準,建議進行修訂。
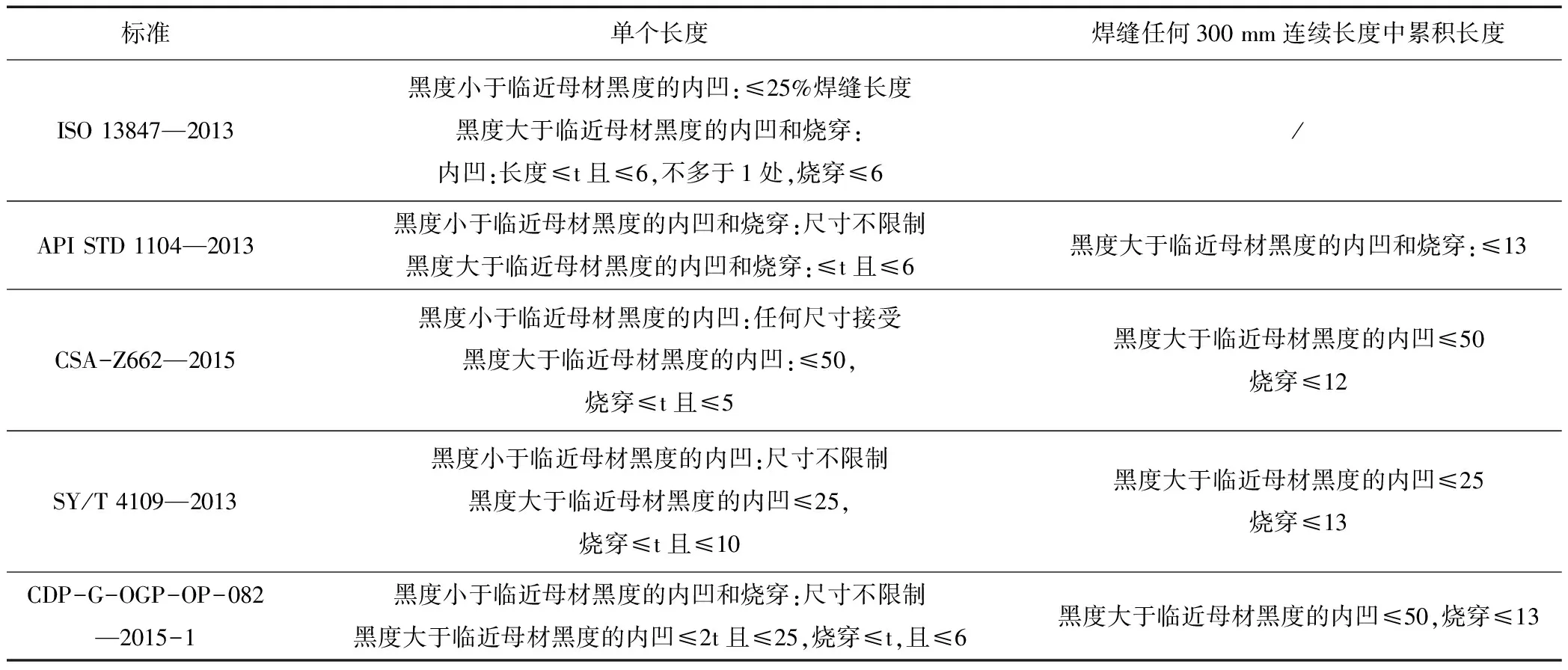
表3 管道環(huán)焊縫射線檢測根部內(nèi)凹和燒穿驗收準則 mm
2.5 咬邊
表4為咬邊的驗收準則, ISO 13847—2013與API STD 1104—2013對單個咬邊的長度、深度不做限制,但規(guī)定焊縫任意300 mm連續(xù)長度中的累計長度≤50 mm, CSA-Z662—2015規(guī)定對深度小于(0.5 mm與6%壁厚中的最小者)的咬邊,不限制其尺寸,除此之外的其他咬邊的單個長度與深度不超過50 mm,焊縫任意300 mm連續(xù)長度中的累計長度與ISO 13847—2013及API STD 1104—2013相同。
SY/T 4109—2013與CDP-G-OGP-OP-082—2015-1關于焊縫咬邊的驗收準則完全一致,只控制內(nèi)焊縫咬邊,以影像黑度區(qū)分大小咬邊,當影像黑度小于或等于較薄側母材黑度時,內(nèi)咬邊長度不計,當影像黑度大于較薄側母材的黑度時,內(nèi)咬邊≤25 mm,該指標比國外對此有要求的標準嚴格,任意300 mm連續(xù)長度中的累計長度的規(guī)定,與3項國外標準一致;但與ISO 13847—2013及API STD 1104—2013相比,這2項國內(nèi)標準并未對外咬邊的長度與咬邊累計長度做出規(guī)定。

表4 管道環(huán)焊縫射線檢測咬邊驗收準則 mm
咬邊產(chǎn)生于焊縫邊緣的熔合區(qū),熔合區(qū)從組織和力學性能方面來講,為接頭中最薄弱處,加上焊縫余高以及錯邊導致的應力集中,容易導致管道承載能力的下降,在內(nèi)壓和外力的作用下容易開裂,因此應對其深度和長度嚴格限制。環(huán)焊縫根部焊道較外焊道窄,對于根部焊縫邊緣的咬邊,在同一厚度截面上外焊縫的余高存在,僅從焊縫影像的黑度判斷無法體現(xiàn)出焊縫咬邊的深度及其引起的應力集中而導致焊縫承載能力的下降,加之錯邊的存在容易造成焊縫邊緣的開裂。因此,建議對SY/T 4109—2013與CDP-G-OGP-OP-082—2015-1進行修訂,增加對外咬邊長度、咬邊累計長度、咬邊深度及錯邊存在情況下對咬邊的限制。
由于焊縫內(nèi)咬邊不易觀察和測量,其深度只能通過射線底片的顯示判定,建議借鑒加拿大管道系統(tǒng)標準CSA-Z662—2015,對咬邊的深度采用薄片上的刻槽進行對比確定,應通過比較咬邊底片的黑度和比對薄片中已知槽深的黑度來確定咬邊深度,從而對咬邊的深度進行定量評判,保證焊縫的質(zhì)量。
3 結論與建議
總體而言,我國高壓大口徑天然氣管道現(xiàn)場焊接環(huán)焊縫的射線無損檢測缺陷容限指標比較嚴格,內(nèi)容相對完善,但在管道現(xiàn)場施工和在役檢測中也發(fā)現(xiàn)過環(huán)焊縫焊縫中存在缺陷。對SY/T 4109—2013與CDP-G-OGP-OP-082—2015-1射線檢測缺陷容限指標修改建議如下:
1)修改CDP-G-OGP-OP-082—2015-1標準中關于未焊透的驗收指標,使之與SY/T 4109—2013保持一致;
2)SY/T 4109—2013和CDP-G-OGP-OP-082—2015-1標準中關于燒穿和焊縫內(nèi)凹的驗收指標顯著低于國外標準,建議進行修改;
3)在SY/T 4109—2013與CDP-G-OGP-OP-082—2015-1中增加對外咬邊長度、咬邊累計長度、咬邊深度及錯邊存在情況坡味熔鎬度、下對咬邊的限制,并參照CSA-Z662—2015中所規(guī)定的方法來對焊縫內(nèi)咬邊進行測量。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12