21000TEU舵鰭分段建造精度研究與應用
2019-01-21 05:43:44蔡傳文王鈺倉楊
海峽科技與產業 2018年8期
蔡傳文 王鈺 倉楊
江南造船(集團)有限責任公司,上海 201913
舵鰭分段是船舶結構的重要組成部分,連接著船舶操作裝置舵葉,它具有兩大功能:保持船舶預定航向的能力和改變方向的能力,其對分段建造精度至關重要。本文重點分析目前國內最大的集裝箱船21000TEU船的舵鰭分段的相關工藝及精度控制[1]。
1 研究背景
2016年4月初,21000TEU集裝箱船舵鰭分段主體結構開始建造,該船分段以舵機平臺為基面反造,采用全懸掛扭曲舵,舵筒由國外生產廠家建造成型,加工無余量,參考先前建造18000TEU類似分段控制經驗進行控制,同時舵筒裝配方案也采用分段階段點焊固定搭載階段焊接的方式,該方案雖然能有效預防搭載階段產生的累積誤差,但是高空狹小空間焊接作業導致船塢周期延長,極大影響船舶建造速度。為了進一步縮短船塢周期,降低造船成本,改善工人勞動強度和作業環境,采取對后續分段實施全部焊接。這對我們精度管理人員有了更高的要求,不僅要細化精度控制方案,過程管理也要更加嚴謹細致。
2 舵鰭分段建造基準的研究與應用
由于受分段建造工藝流程和現場吊運能力制約,分段在主體建造后需進行移位,重新調整水平后裝配舵筒和假舵,如果沒有統一的參考基準,舵筒和假舵是無法準確定位的。
2.1 舵鰭分段建造基準與搭載定位基準的研究
根據軸舵系搭載定位時以0號肋骨進行拉線照光的特點,為保證軸舵系搭載后的最終精度符合要求,舵鰭分段以FR0號肋線和圓孔中心線為基準進行建造。具體實施方法是在平臺板拼板施工階段,需要采用圓孔中心線和FR0肋位線作為參考基準,并將該兩條線向艏艉和左右延伸,便于艏艉封板定位及反駁外板開孔線。
2.2 舵筒定位基準的研究
舵筒的準確定位是舵鰭分段精度控制的重點,需要舵筒定位點的準確劃制,但在建造過程中許多舵筒外協廠家生產的舵筒洋沖點存在錯位問題,甚至有的整個端口都沒有洋沖中心點。為了保證舵筒準確定位,需要利用全站儀參考面模式進行二維測量,結合三維數據收集分析,準確地找出舵筒定位中心。同時根據舵筒三維數據和分段主體數據進行模擬裝配,對分段主體甲板和外板開孔精準修割,排除裝配干涉,以順利保障舵筒一次吊裝成功。
2.3 假舵(艉鰭)定位基準的研究
由于假舵分為前后兩個部分進行裝配,裝配過程中容易出現精度偏差的情況,必須在胎架建造階段制定出上下口位置的中心線作為基準,艉鰭三維測量結束后通過模擬裝配,保證下端口水平度前提下預先將上端口余量進行修割,避免二次吊裝作業。
3 反變形控制與剛性加強固定的研究
根據設計要求,分段和總段階段控制舵筒上口和下口的精度誤差≤2mm,結合舵鰭分段肋板結構較多、立角焊工作量大、精度要求高的特點,需進行反變形加放的研究和必要的加強固定。
3.1 反變形加放的研究
舵鰭分段主體部分以舵機平臺為基面反造,縱橫結構較多,立角焊接工作量較大,同時外板為散貼裝配焊接,為了防止焊接收縮量過大造成主體分段變形,需要對分段主體建造水平實施反變形控制,在胎架施工過程中,以FR0號位置為節點,向艉做低10mm,進行反變形量加放。
3.2 剛性加強固定的研究
舵鰭分段移位后直接擱置在塢墩上進行舵筒和假舵的定位,且塢墩與分段之間還有墊木,無法保證分段主體的水平度,同時舵筒(重量64t)合攏后必然會出現沉降問題,必須增加四角和圓孔周圍剛性支撐,保證分段主體水平后才能控制舵筒軸心垂直度。
另外,舵筒與分段主體存在多處對接縫,焊接過程產生的收縮勢必會對舵筒垂直度造成影響。由于舵筒內徑為無余量形式,且設計要求舵筒軸心垂直度誤差要求控制在2mm以內,所以焊接收縮產生的偏移量必須為0mm,在取消6mm對接坡口間隙并結合對稱施焊的工藝方法的同時,必須對舵筒下口位置前后左右進行斜撐固定,上口位置增加定位馬板數量,防止舵筒下口位置中心偏移[2]。

圖1 剛性支撐優化
4 施工過程中的精度監控
舵鰭分段作為重點管理分段,從胎架鋪板到舵筒定位焊接必須緊密跟蹤,及時發現問題,準確調整,如果將問題累積到最后才去處理,那么精度無法滿足要求,產品質量無法保證[3]。舵筒焊接方法采用CO2襯墊單面焊,焊接時需由兩名焊工進行對稱焊接,減少單邊收縮變形,舵筒焊接順序見圖2。在焊接過程中要有專人進行精度監控,當舵筒的中心線與軸線中心線前后左右偏離值超出±6mm時,測量人員應立即通知焊工采取措施,調整焊接順序。尤其在焊接1/3板厚的焊縫時,要邊焊接邊測量,嚴格控制舵筒中心線的變形。
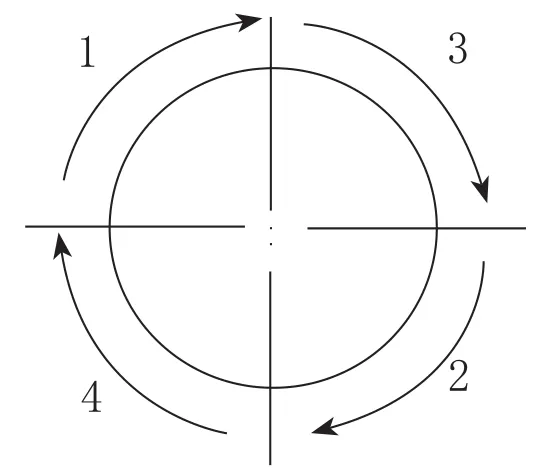
圖2 焊接順序示意圖
5 結語
舵鰭分段建造通過統一的參考基準進行結構裝配,保證了外板開孔、舵筒定位、假舵定位的順利施工,可以減少工作誤差,提高生產效率。施工過程中反變形的成功加放與剛性加強固定的有效控制,減少了因焊接變形導致的精度偏差。
最終21000TEU舵鰭分段裝配焊接周期大幅縮短,軸舵系搭載后滿足船東要求。可以看出其建造成本和周期顯著降低,產品質量和生產效率明顯提升。其主要原因在于我們采取科學的建造技術精度控制方案,這對超大型集裝箱品牌的建設具有非常重要的意義。
猜你喜歡
南大法學(2021年3期)2021-08-13 09:22:32
阿來研究(2021年1期)2021-07-31 07:39:04
中華詩詞(2020年1期)2020-09-21 09:24:52
中國自行車(2018年9期)2018-10-13 06:17:10
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
金色年華(2016年13期)2016-02-28 01:43:27
山西大同大學學報(社會科學版)(2015年6期)2015-01-22 07:22:22
