數控車床主軸熱變形誤差檢測及改善措施
2019-01-19 08:02:16史安娜曹富榮劉斯妤馬曉波
制造業自動化 2019年1期
史安娜,曹富榮,劉斯妤,馬曉波
(1.沈陽理工大學 機械工程學院,沈陽 110159;2.沈陽機床(集團)有限責任公司,沈陽 110142)
0 引言
隨著數控機床高精密加工技術的廣泛應用,對數控機床加工表面質量、加工精度方面的要求也日益提高,機床的高速化、精密化成為一個不可阻擋的發展趨勢。在精密加工中,熱變形誤差在高端數控機床誤差中占到[1],越精密的機床,熱誤差在機床總誤差中所占的比重越大,熱誤差已成為影響機床加工精度的主要誤差來源。主軸作為高精密數控加工中心機床的最重要零部件之一,其熱變形是構成機床總熱變形的最重要的影響因素,它的性能好壞對機床加工產品的質量、加工精度的影響很大。因此,主軸的熱變形誤差的檢測對機床加工精度的保證極其重要,是高速高精密機床要考慮的關鍵問題之一。
在主軸系統熱特性研究方面,近年來國內外眾多學者開展了研究,并取得了一定的研究成果。
M.Mori等人運用正交試驗法進行主軸箱的優化設計以減小熱變形,并且該方法的準確性也得到了實驗驗證[2]。J.Jedrzejewski等人構建了數控機床熱源的數學模型,對機床整機熱流進行了詳細分析,實現了溫度場與熱變形關系的精確預測[3]。Tiago Cousseaua等人對車床主軸系統進行了研究,建立了高精度數控車床主軸的軸向、徑向誤差補償模型,解決了由于主軸系統熱變形引起的數控車床加工精度下降的問題[4]。馬立新等人將五坐標龍門加工中心主軸系統作為研究對象,通過邊界條件修正、模型修正等手段對其熱特性進行了研究[5]。張奎奎等人進行了某龍門機床主軸系統的有限元建模以及熱態特性分析[6]。姜杉等人利用有限元仿真得到主軸系統的穩態溫度場分布信息,以及系統達到熱穩定所需要的時間[7]。
以CAK3665經濟型數控車床的主軸為研究對象,對車床運行時主軸關鍵點的溫升以及XZ平面主軸熱變形進行三次測量,掌握并了解車床在運轉過程中的實際工況,如熱平衡時間、主軸在不同時間內的各向熱變形大小、方向等信息,并對三次測量結果進行比較,提出改善機床熱變形誤差的方案。研究工作有利于后續對車床主軸進行優化設計以及熱變形補償奠定了基礎。
1 傳熱學經典理論
根據熱力學能量守恒定律,機床主軸系統的能量方程可表達為:

式中,Q為熱量,W為機械做功,?PE為系統勢能,?KE為系統動能,?U為系統內能。
在機床切削加工過程中不具有系統勢能與動能變化,?PE=?KE=0,Q-W=?U。因此,主軸系統的熱傳遞速率q=dU/dt,等于主軸系統內能的變化。
主軸與主軸系統內部以及機床其他部件都存在熱傳導,周圍介質與主軸系統表面接觸由于溫差形成熱對流。因此,綜合牛頓冷卻方程和傅里葉定律來描述主軸系統的熱對流和熱傳導可得:

式中,q為熱傳遞速率,q′為熱流密度(W/m2),h為對流換熱系數(W/m2.℃),TS為主軸系統的表面溫度,TB為周圍的空氣溫度,k為導熱系數(W/m.℃),熱量流向溫度降低的方向。
機床在運行期間主軸系統的內能、溫度及熱邊界條件和熱流率隨時間明顯變化,屬于瞬態熱系統,可將瞬態熱平衡表達為:

2 實驗設計
數控車床在加工零件的過程中,外部熱源(如環境溫度、陽光照射等)與內部熱源(如電動機、軸承、液壓系統、摩擦件、齒輪以及切削熱等)對其工作精度造成重要的影響。實驗在沈陽機床集團CAK3665數控車床上進行,這類系列型號的精密車床在結構上存在良好的一致性,所以實驗結果存在一定的可信度。在車床精加工過程中,由于切削用量小,切削力也相對較小,從而由切削運動引起的熱量也很少。因此,實驗時不考慮切屑與切削運動造成的影響,而實驗主要在空切削的狀態下進行。
機床在冷態下開始實驗,為了保證實驗的初始條件良好,應當測試之前12小時之內機床沒有工作,并且整個測試期間不準中途停車。實驗所用機床的最高轉速為4000r/min,此處在主軸端部安裝檢棒以后,為了保證機床在測試過程中高速運行時絕對安全,運用中速2000r/min的轉速進行溫升以及熱變形實驗。實驗總共持續540min,主軸連續運行270min,接下來的270min內停車冷卻。
利用FLIR紅外熱像儀測溫技術對主軸關鍵點進行溫升測試,以最終車床主軸前后軸承法蘭盤處的最高溫升作為考核指標,主軸溫升測試系統裝置如圖1所示。熱變形實驗主要測量車床連續運作時主軸旋轉中心線在XZ平面內的最大線位移與角位移。車床卡盤裝卡Ф45×300mm的檢棒進行測量,3個傳感器分別裝在主軸檢棒的外側和右端,與機床切削外圓和端面時刀具與工件的相對位置相同,打表后進行檢測,每隔1秒測量一次數據,每60次篩選出一個點繪圖。熱變形方向規定為,X方向:向刀架為負,Z方向:向右為正。車床在升溫與降溫過程中的主軸變形曲線圖中,系列1表示主軸X軸方向線位移,系列2表示主軸X軸方向角位移,系列3表示主軸Z軸方向線位移。主軸熱變形測試裝置以及儀器布置如圖2所示。
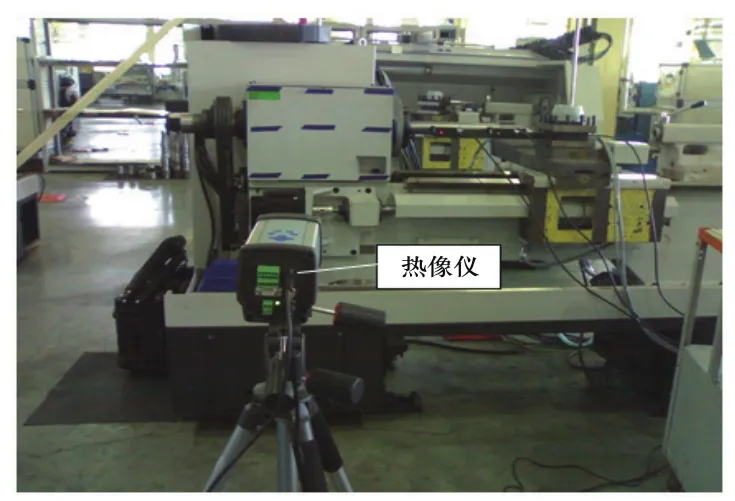
圖1 主軸溫升測試裝置以及儀器布置圖
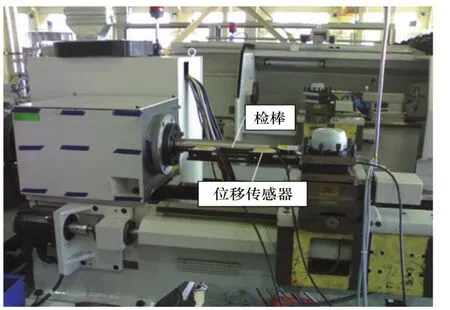
圖2 主軸熱變形測試裝置以及儀器布置圖
3 實驗結果分析
第一次測量時主軸中速溫升及熱變形測試結果如表1所示,車床在升溫與降溫過程中的主軸變形曲線如圖3所示。由此可知,當主軸以中速2000r/min連續運轉270min時達到穩定溫升,前軸承法蘭盤處的最高溫升為7.83℃,后軸承法蘭盤處的最高溫升為9.28℃。X方向熱變形為9.31μm,角位移2.40μm/250mm,方向向著刀架;Z方向熱變形19.56μ m,方向向右。
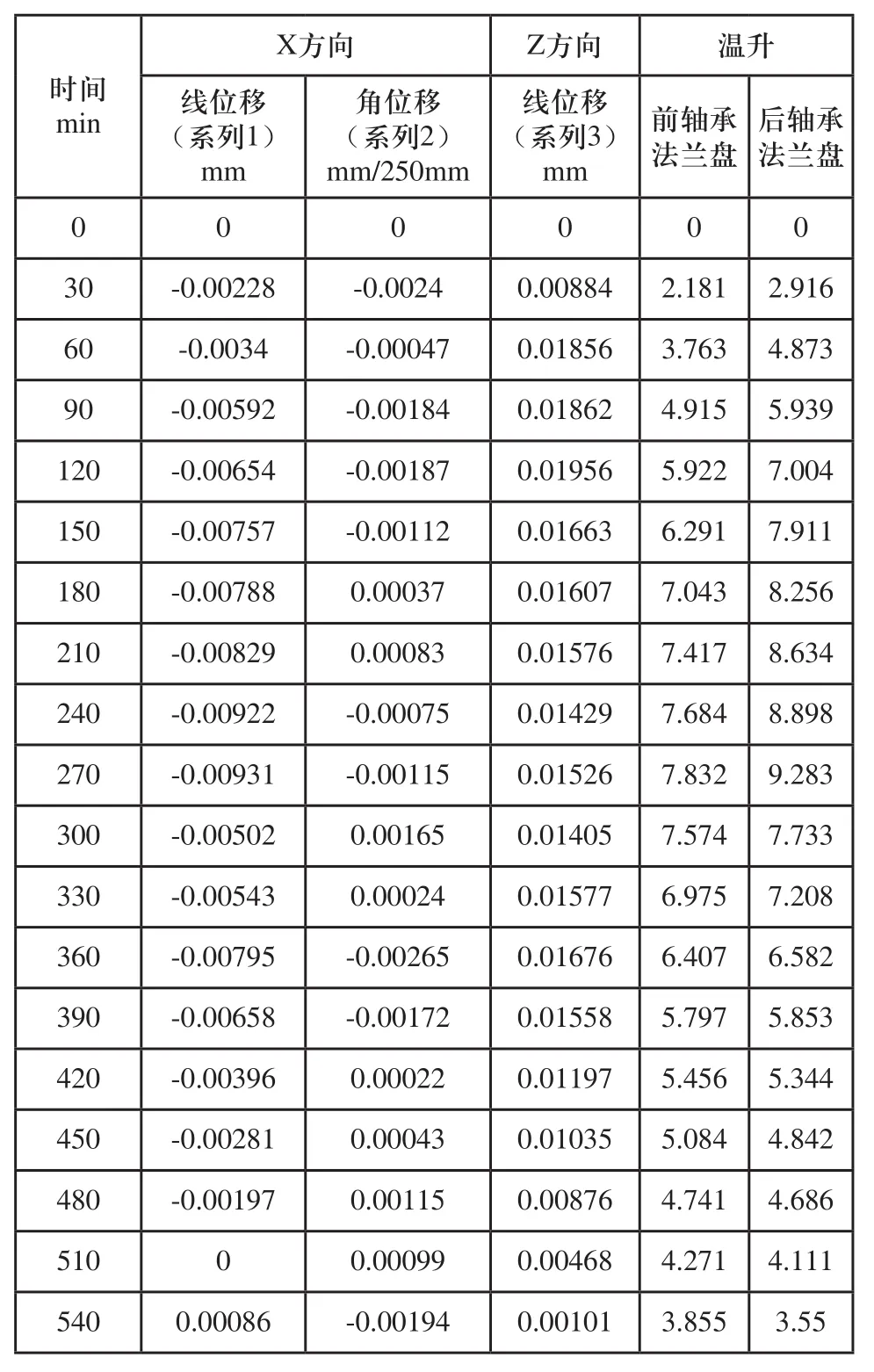
表1 第一次測量主軸中速溫升及熱變形測試結果

表2 第二次測量主軸中速溫升及熱變形測試結果
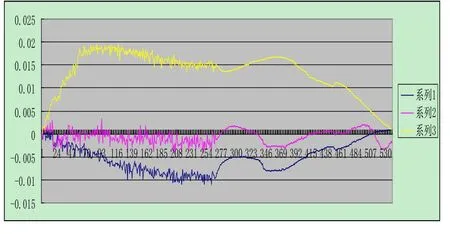
圖3 第一次測量主軸熱變形時間曲線
第二次測量時主軸中速溫升及熱變形測試結果如表2所示,車床在升溫與降溫過程中的主軸變形曲線如圖4所示。由此可知,當主軸以中速2000r/min連續運轉270min時達到穩定溫升,前軸承法蘭盤處的最高溫升為10.8℃,后軸承法蘭盤處的最高溫升為11.54℃。機床中速連續運行270min達到穩定溫升,X方向熱變形為6.28μm,角位移7.88μm/250mm;Z方向熱變形24.91μ m。
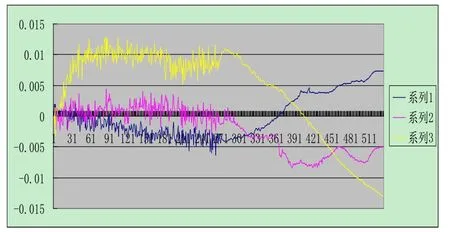
圖4 第二次測量主軸熱變形時間曲線
第三次測量時主軸中速溫升及熱變形測試結果如表3所示,車床在升溫與降溫過程中的主軸變形曲線如圖5所示。由此可知,當主軸以中速2000r/min連續運轉270min時達到穩定溫升,前軸承法蘭盤處的最高溫升為11.05℃,后軸承法蘭盤處的最高溫升為14.28℃。X方向熱變形為13.14μ m,角位移4.95μ m/250mm;Z方向熱變形19.83μ m。
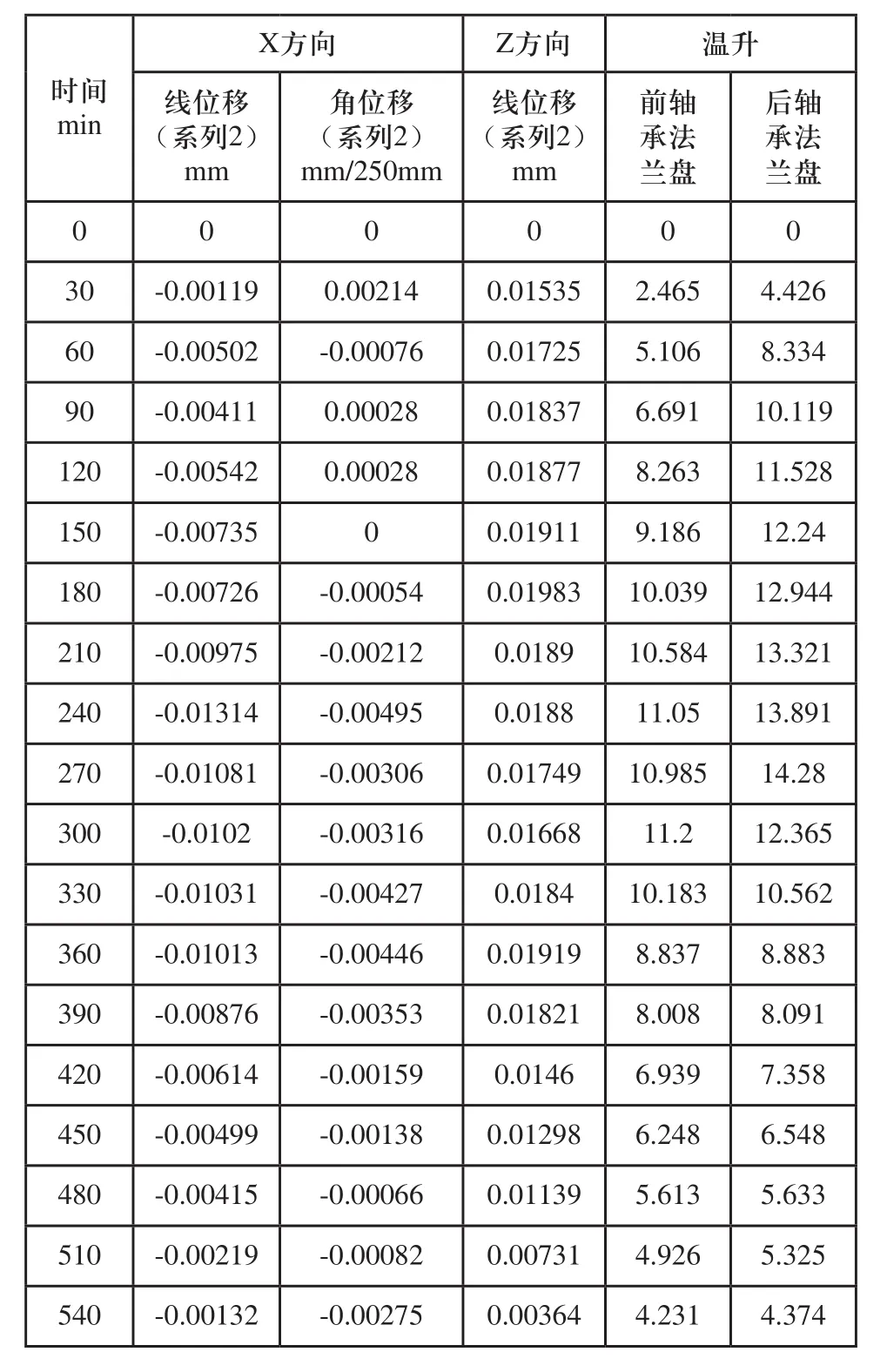
表3 第三次測量主軸中速溫升及熱變形測試結果
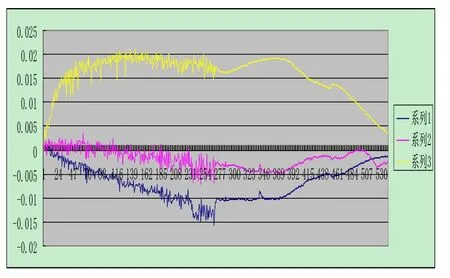
圖5 第三次測量主軸熱變形時間曲線
綜合以上三次測量結果,實驗總共持續540min,機床以中速2000r/min連續運轉270min時達到穩定溫升,前、后軸承法蘭盤處的最高溫升匯總如表4所示。根據三次測量結果發現,由于三次實驗的環境溫度不同,因此主軸的溫升穩定后,前、后軸承法蘭盤處每次測量的最高溫升值也不相同,并且每次測量中后軸承法蘭盤處的最高溫升值較前軸承法蘭盤處更高。
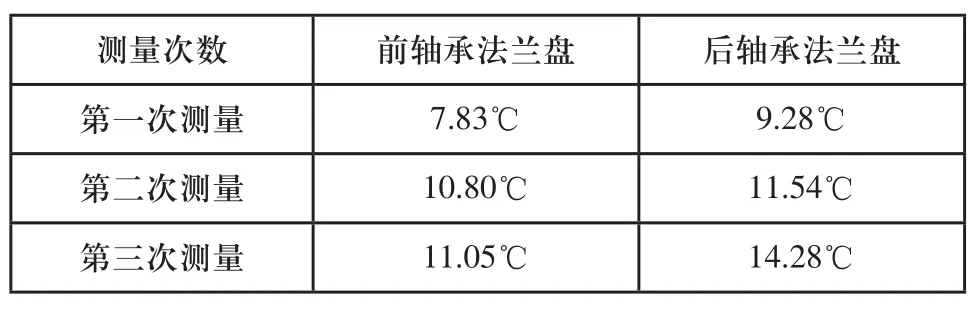
表4 前、后軸承法蘭盤處的最高溫升匯總
在整個測試期間主軸XZ平面內的最大熱變形匯總如表5所示。由表得出,通過測量結果進行對比,在每次測量過程中,主軸Z向熱伸長較X向熱變形更大,說明溫度對主軸軸向的熱伸長誤差的影響大于主軸徑向的熱變形誤差,提高主軸軸向的熱態精度是提高該數控車床加工精度的主要目標。
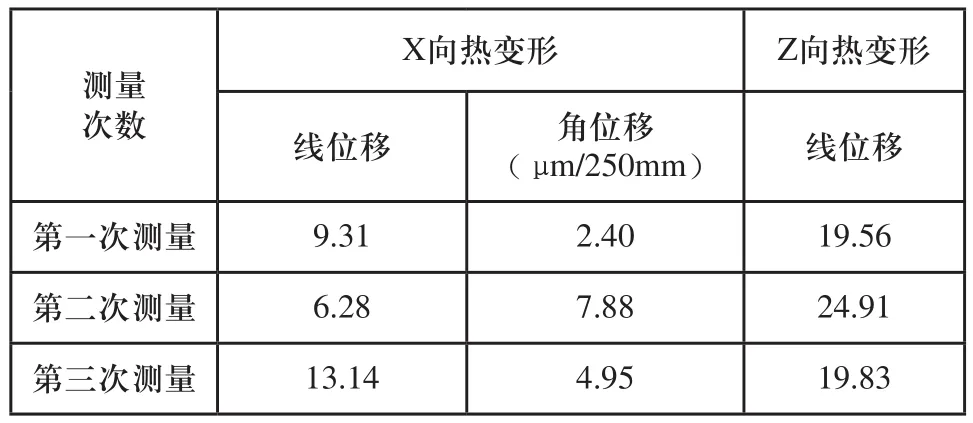
表5 主軸熱變形匯總
4 主軸熱變形的改善措施
由以上實驗和分析可知,車床在工作過程中受到各種熱源作用,使得車床各零部件發熱,車床主軸將產生變形,進而會導致車床加工精度下降。因此,改善主軸的熱變形,對提高車床加工精度、加工效率顯得至關重要,提出以下措施:
1)減小軸承預緊力。適當減小軸承預緊力,以降低主軸溫升與減小軸向(Z向)伸長量。
2)改善軸承的冷卻潤滑系統的參數。如壓縮空氣的流速、壓縮空氣的壓力。
3)熱對稱結構設計。在對車床主軸部件進行結構設計時,盡量使主軸系統的熱源、散熱面積、導熱途徑以及零件質量等對主軸軸線對稱,以減小系統的熱變形。
4)熱變形補償。選擇最佳的溫度點,獲得溫度場分布信息以及熱變形趨勢,進而構建相應的熱誤差補償模型,并將其嵌入到數控系統之中,使其在工況下建立軟件補償方案,減小主軸熱變形對機床加工誤差的影響。
5 結束語
將CAK3665數控車床的主軸作為研究對象,對車床主軸的熱變形誤差進行了檢測與研究。
1)運用傳熱學經典理論闡述了主軸系統的熱源分布以及傳熱方式,通過紅外測溫技術和激光測距技術可方便測量主軸溫升與熱變形。
2)被測車床連續運轉270min時達到穩定溫升,由于三次測量的環境溫度不相同,使得各次測量的前、后軸承法蘭盤處的最高溫升值也不相同。并且每次測量中后軸承法蘭盤處的最高溫升值較前軸承法蘭盤處更高。
3)溫度對主軸軸向的熱伸長誤差的影響大于主軸徑向的熱變形誤差,提高主軸軸向的熱態精度是提高該數控車床加工精度的主要目標。
4)通過對比測量結果,提出改善車床主軸熱變形誤差的措施,有利于提高車床熱性能與加工精度。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
