機蓋外板拉伸模排氣孔對成形質(zhì)量的影響
2020-03-18 08:36:36董佳
模具制造 2020年1期
關(guān)鍵詞:分析
董 佳
保定市精工汽車模具技術(shù)有限公司(河北保定 071000)
1 引言
汽車企業(yè)為了降低成本則會在現(xiàn)有的資源上最大限度的提高生產(chǎn)節(jié)拍,沖壓車間的生產(chǎn)效率是關(guān)鍵的制約因素之一。沖壓生產(chǎn)線是高速的沖壓過程,節(jié)拍可達(dá)16次/min。在如此快的節(jié)拍下生產(chǎn),拉伸模的排氣問題所影響到的外觀件的不可修復(fù)的質(zhì)量缺陷及影響到的自動化生產(chǎn)問題就成為沖壓車間的一大難題。下面將通過幾種車型的機蓋外板的成形,分析氣腔的形成過程及排氣狀態(tài),并計算出模具應(yīng)有的排氣孔大小及數(shù)量,避免模具制造后期的無法增加排氣孔的尷尬情況。
2 案例分析
如圖1所示,機蓋外板凹坑嚴(yán)重影響整車外觀,導(dǎo)致整車無法正常投產(chǎn)。通過各工序排查,發(fā)現(xiàn)拉伸工序即出現(xiàn)了此缺陷,且在拉伸模的壓件過程中聽到嗤嗤聲,初步判斷此凹坑為排氣所致。

圖1 機蓋凹坑
上模型面增加完排氣孔后,制件表面出現(xiàn)排氣孔壓傷(見圖2a)。然后上模型面制造0.5mm型面避讓后,制件又出了現(xiàn)避讓的輪廓(見圖2b)。從圖2可明顯看出此避讓的輪廓為下模氣體上頂造成的。
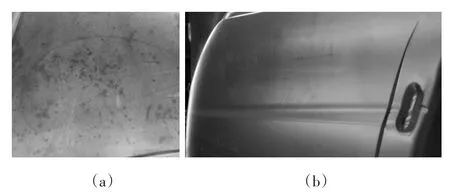
圖2 上模增加排氣孔、避讓后導(dǎo)致的缺陷
針對這種情況,需要在下模凹形底部增加排氣孔以消除凹坑,但下模打排氣孔,排氣孔會直接與板料接觸,出現(xiàn)壓痕,且可能會反復(fù)整改,在此,可以通過排氣的詳細(xì)計算來減小整改對模具的損傷,及整改次數(shù)。
3 排氣過程分析
首先通過CAE分析,根據(jù)成形各個階段的斷面圖查看氣腔的形成過程。板料首先與下模型面上的兩條棱線接觸(見圖3),這時板料與下模之間形成氣腔。上模繼續(xù)下行至到底前11mm時,上模棱線與板料接觸并開始擠壓內(nèi)部空氣,直至模具閉合,空氣被排空。
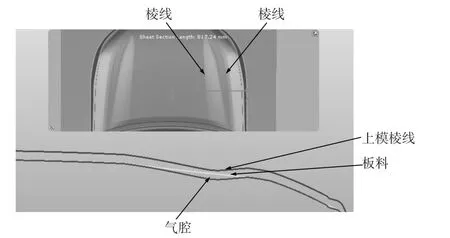
圖3 CAE分析剖面圖
通過CAD軟件計算氣腔內(nèi)體積V=0.001m3,如圖4所示。通過查看設(shè)備參數(shù),得知現(xiàn)在離到底時間還有t=0.15s,也就是需要在0.15s排出0.001mm3的空氣,才能防止氣體對板料產(chǎn)生副作用。設(shè)定下模最底部的排氣孔總面積為A,空氣通過排氣孔時的速度為v。在空氣排出過程中,當(dāng)排氣速度不夠,上模對內(nèi)部空氣擠壓造成的壓強大于板料對下模的棱線壓應(yīng)力時,空氣會從棱線與板料之間擠出,如向制件內(nèi)部排擠,空氣會滯留在模具與板料之間,上模下降到底后,則會導(dǎo)致缺陷產(chǎn)生。

圖4 氣腔內(nèi)空氣體積
根據(jù)CAE分析可得到板料對下模棱線的壓應(yīng)力(見圖5),設(shè)壓應(yīng)力為P。當(dāng)壓應(yīng)力與空氣內(nèi)部壓強P空氣平衡時,則排氣通暢,此時P=P空氣。

圖5 板料對模具棱線的壓應(yīng)力
可根據(jù)動壓強方程,空氣內(nèi)部壓強可得:

式中 ρ——空氣密度
假設(shè)空氣被擠成長度為s,截面為A的形狀,則長度s為:

把速度方程v=s/t代入式(2)得:

公式(3)代入公式(1)得排氣孔面積A:
根據(jù)式(4)可知排氣孔截面面積與空氣密度、排氣量成正比,與排氣時間、板料對模具的壓應(yīng)力成反比。
通過圖5可發(fā)現(xiàn),板料對下模棱線的壓應(yīng)力最小位置為0.4MPa。此處正好與制件內(nèi)部相連,當(dāng)排氣孔排氣壓強大于此處時,氣體流向內(nèi)部。把工況數(shù)值帶入式(4)計算,排氣孔截面A=12,000mm2,如果打直徑φ8mm的排氣孔需要打250余個。在這么小的面積打如此數(shù)量的排氣孔顯然是不可行的。通過剖面圖分析板料對下模棱線產(chǎn)生的壓應(yīng)力,如圖6所示。

圖6 受力分析圖
向下的應(yīng)力σ1則為板料對下模棱線的壓應(yīng)力,等于板料成形時內(nèi)部兩側(cè)拉應(yīng)力σ的合力。根據(jù)受力分析圖可見,壓應(yīng)力σ1與夾角α和板料內(nèi)部拉應(yīng)力σ成正比。夾角α由板料造型決定,此車型夾角達(dá)到了174°,這只有前期造型SE階段才可以調(diào)整的。內(nèi)部拉應(yīng)力σ則是由機床對模具壓邊圈提供的底缸壓力及拉伸筋阻力決定,也就是在制件不開裂的情況下減小拉伸筋R角或是提高底缸壓力,均可以減小缺陷的產(chǎn)生。
反過來查看第一個案例中產(chǎn)品的造型,板料對棱線的壓應(yīng)力最小處雖為2.2MPa(見圖7),但從此位置排出后氣體會直接從壓邊圈與下模之間的縫隙排出。如此處仍未排出的氣體則需要內(nèi)部壓強突破9MPa才可以排放到產(chǎn)品內(nèi)部,根據(jù)數(shù)值計算排氣孔體積為330mm3,直徑φ6mm的排氣孔僅僅需要12個,這就是為什么此案例通過制造排氣孔后可順利解決缺陷的原因。

圖7 下模棱線受力示意圖
4 總結(jié)
由以上分析的公式,不僅可以在前期產(chǎn)品開發(fā)階段避免此類造型,還可以在模具設(shè)計階段設(shè)計出排氣孔的位置,這樣就可以在排氣孔位置減小模具壁厚來減小排氣孔的深度(減小排氣孔內(nèi)部面積)。通過這樣預(yù)防及設(shè)計便可以縮短制造周期,降低模具制造成本。通過排氣分析,同樣可以計算自動化生產(chǎn)過程中的上模帶料、下模吸件等自動化生產(chǎn)問題。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(社會科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
