斷面減縮率對冷拔直線導軌加工質量的影響研究
2019-01-10 08:59:52李金良趙昌海
機械制造 2018年12期
□ 李金良 □ 趙昌海 □ 胡 偉
燕山大學 機械工程學院 河北秦皇島 066004
1 研究背景
滾動直線導軌副由于具有較高的互換性、導向精度及極高的運動效率等優點,在各種自動化設備中得到越來越廣泛的應用。評價滾動直線導軌副精度的一個重要指標是直線導軌安裝后的導向精度[1],它在滾動直線導軌副中起決定性的作用,直接決定整個滾動直線導軌副所能達到的運動精度,因此,直線導軌的精度要求越來越高。
直線導軌生產的工藝流程為:棒料→制作夾頭→熱處理→矯直→酸洗→磷化→皂化→多道次冷拔→直線導軌熱處理→矯直→鋸切→鉆孔→調質處理→磨削→熱處理→矯直→檢驗。
冷拔工藝在直線導軌的生產工藝流程中有舉足輕重的作用,并且直線導軌的冷拔加工一般需要多個道次,冷拔質量的好壞直接影響后續加工的工作量和直線導軌的精度。
由于直線導軌的截面為左右對稱、上下不對稱的異型面,因此在對直線導軌冷拔模進行設計時,不僅要根據冷拔的道次合理選擇各道次的斷面減縮率,確定冷拔配模的模具錐角、定徑帶長度、入口帶長度及角度等幾何參數,而且要考慮合理的過渡截面形狀。在異型鋼冷拔加工過程中,過渡截面形狀與斷面減縮率的選取相關,每一個過渡截面的形狀都對應一個斷面減縮率,通常將過渡截面形狀與斷面減縮率放在一起進行研究分析。
筆者研究了斷面減縮率對直線導軌冷拔加工質量的影響規律,根據影響規律確定第三道次冷拔的斷面減縮率及其對應的過渡截面形狀,并對其它道次的斷面減縮率進行合理分配。
2 坯料及冷拔道次確定
筆者選取HGH20CA型直線導軌為研究對象,其截面形狀及尺寸如圖1所示。
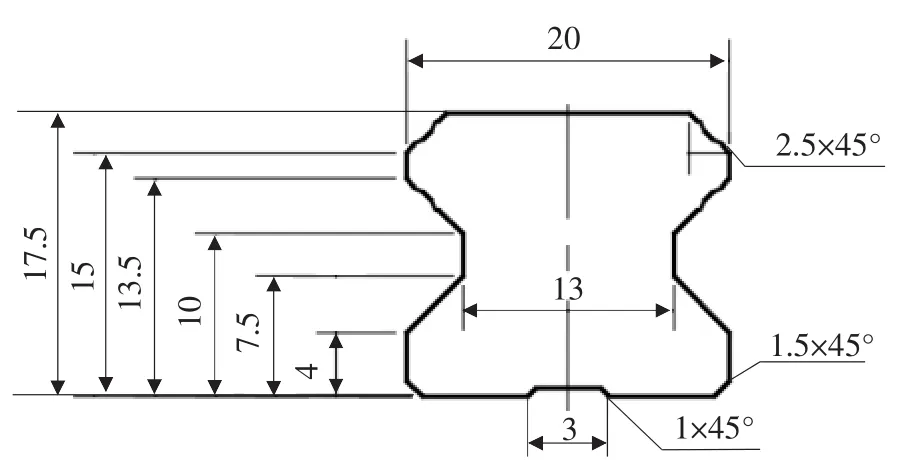
▲圖1 直線導軌截面形狀與尺寸
異型鋼冷拔坯料選擇所遵循的主要原則是:成品型材的外形應包括在坯料外形之中,并適當大于成品截面的外接圓。這樣做的主要目的是為后續冷拔加工留出余量,使冷拔加工能夠順利進行[2-3]。
基于直線導軌的截面形狀及加工成本考慮,參照GB/T 702—2017《熱軋鋼棒尺寸、外形、重量及允許偏差》,最終選擇直徑為28 mm的棒料作為直線導軌冷拔加工的坯料。在后續過渡截面形狀設計時,需要在設計之初確定坯料與最終直線導軌截面形狀的關系,即兩者形心重合。兩者幾何關系如圖2所示。
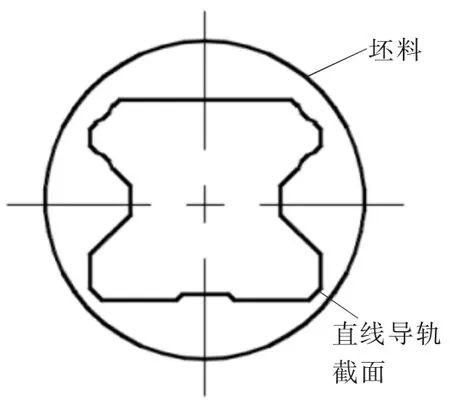
▲圖2 坯料與直線導軌截面形狀幾何關系
在冷拔道次確定時,需要根據材料冷塑性加工性能,對冷拔道次進行合理設計。
筆者研究的直線導軌材料為20GrMo合金結構鋼。20GrMo合金結構鋼冷塑性加工性能良好,淬透性較高,無回火脆性,在加工中不容易產生冷裂傾向。20GrMo合金結構鋼的主要力學性能中,抗拉強度為885 MPa,屈服強度為685 MPa,伸長率為12%,斷面收縮率為 50%[4]。
在本次研究中,直線導軌最終的截面面積Sm為301.5 mm2,所選擇的坯料截面面積S1為615.44 mm2,因此棒料的最大延伸因數 λΣ為[5]:
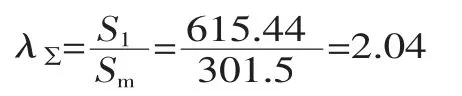
冷拔道次N為:
式中:λP為平均道次延伸因數,與材料性能有關,對于合金鋼通常,取 1.2~1.5,本文取 1.3。
經以上計算圓整后,冷拔道次N為3次。
合金鋼的特性使直線導軌在每道冷拔加工后的殘余應力一般都較大,為了減小殘余應力對后續冷拔加工的影響,在冷拔的三個道次之間都需要進行退火處理。經過退火處理后的直線導軌還可以減小冷拔加工過程中冷作硬化的影響。
直線導軌總的斷面減縮率rz為:

所以三個道次的冷拔平均斷面減縮率ra為:

3 過渡截面形狀確定
異型鋼截面形狀復雜,采用數學方法[6]計算工作量較大,而采用等勢場法,則可以節約設計的時間。根據電場模擬的基本理論,材料在成形過程中內部質點流動趨勢與電勢場中等勢線的分布規律具有相似性,利用等勢場法進行過渡截面形狀的設計,將要加工的坯料和直線導軌的截面輪廓作為兩個導體,根據兩者的幾何關系建立相關面域,分別在兩條輪廓線上施加不同的電壓,這樣在它們之間就會形成相應的電勢場,通過后續數據處理就可以得到不同電壓下的電勢線,這些電勢線可以作為直線導軌在冷拔加工過程中的過渡截面形狀[7-8]。
等勢場法仿真在ANSYS有限元軟件中進行。
3.1 建模及材料設置
在建立模型時,將坯料與成品直線導軌截面形狀按相應的幾何關系繪制在一起,應用布爾命令將兩者之間的區域設置為面域,并保存為通用格式。將模型所設置的面域作為導體,在仿真中為了得到不同電壓下的等勢線,將導體的電阻率設置為1×10-7Ω·m,并選擇單元類型為PLANE230電場單元。
3.2 網格劃分
在仿真時,為了保證最終得到的過渡截面形狀的精確性,劃分網格時對直線導軌最終截面輪廓附近的網格進行細化,最終劃分的網格數為36 971,節點數為114 143,節點數較多是為了保證得到的每一處電壓對應電勢線的準確性。網格劃分模型如圖3所示。
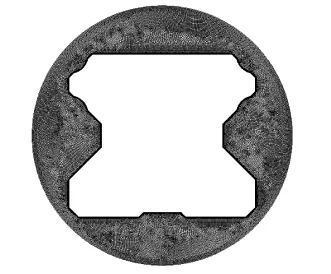
▲圖3 網格劃分模型
3.3 載荷施加與求解
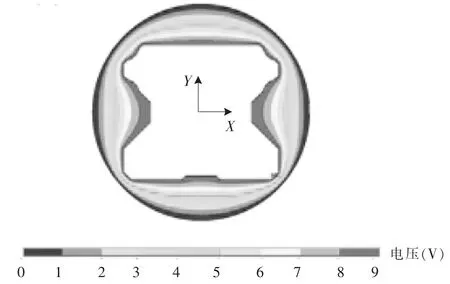
▲圖4 0~9 V電勢線
等勢場法主要利用電勢差得到每一電壓所處的電勢線。在坯料與直線導軌截面輪廓線上分別施加9 V和0 V的電壓,得到0~9 V的電勢線,如圖4所示。在后續數據處理時,如果需要得到某一電壓處的截面形狀,那么只需要對處于對應電壓的節點坐標進行提取,應用工程繪圖軟件完成對應電壓處電勢線的繪制及處理即可。
直線導軌需要三次冷拔道次完成,三次冷拔道次對應三個過渡截面形狀。
結合各冷拔道次斷面減縮率的分配結果,第一道次最終截面形狀為4.5 V處電勢線,第二道次最終截面形狀為1.5 V處電勢線,第三道次最終截面形狀為0 V處電勢線。
直線導軌三次冷拔道次的最初與最終截面形狀如圖5所示。
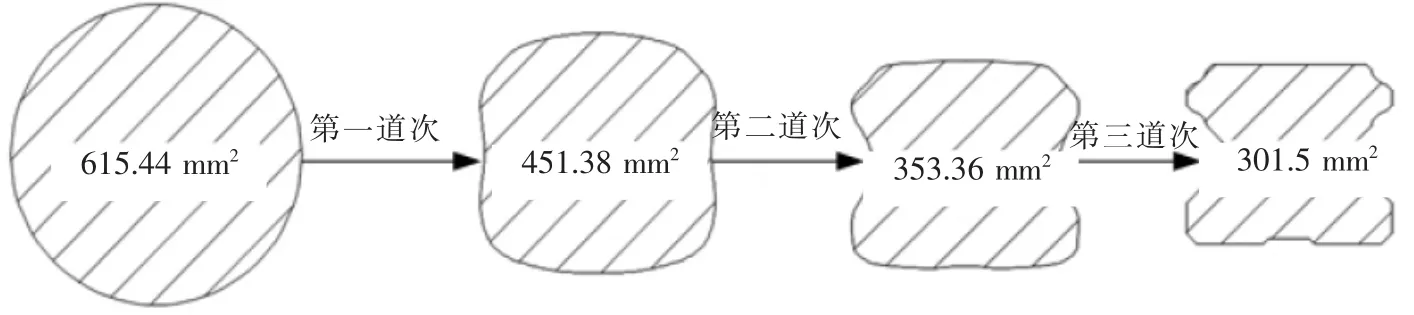
▲圖5 冷拔道次截面形狀
4 冷拔仿真模型與試驗
筆者采用Deform-3D軟件進行直線導軌的冷拔加工動態仿真。仿真的對象為直線導軌冷拔過程的穩定階段,在這個階段,直線導軌冷拔速度恒定,不會對冷拔直線導軌產生沖擊。
考慮到Deform-3D軟件一般不將速度載荷直接施加在所加工的制品上,因此在模型建立時設置一個夾具與棒料配合。
在Solid Works軟件中建立仿真模型,如圖6所示。仿真模型由三部分組成,分別為夾具、冷拔直線導軌、冷拔模具。
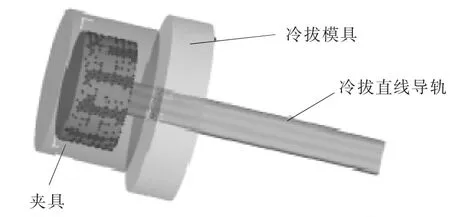
▲圖6 直線導軌冷拔仿真模型
在設置仿真模型時,選擇直線導軌的材料類型為彈塑性體,材料為20GrMo合金結構鋼,將冷拔模具與夾具設置為剛體。環境溫度設置為20℃。
將冷拔模具固定,給夾具一個初始速度,帶動直線導軌運動,完成冷拔加工。試驗設置冷拔速度為100 mm/s。通過各個部件之間的配合約束直線導軌的位置,設置模具與直線導軌、夾具與直線導軌之間的接觸關系均為剪切摩擦,摩擦因數為0.15。
在網格劃分時,由于直線導軌頭部的圓柱形部分不參與加工,而只起到與夾具配合的作用,因此在細化網格時不對這部分細化。
Deform-3D軟件在網格細化時需要選擇網格細化權重,筆者選擇表面曲率的權重為0.25,溫度分布的權重為0,應變分布與應變速率分布的權重都選擇為0.125,網格窗口選擇為0.5 mm。另外,在網格窗口選項中設置網格窗口內外的尺寸比為0.05。最終完成網格劃分,細化之后網格數為111 707。直線導軌網格劃分模型如圖7所示。
試驗的目的是為了得到斷面減縮率對加工質量的影響規律,并對三個道次的斷面減縮率進行合理分配。在試驗中,為了節省時間,筆者選取直線導軌冷拔的第三道次進行有限元仿真研究。在第三道次的冷拔加工中,直線導軌的最初截面形狀為第二道次的最終截面形狀,第三道次最終截面形狀則是成品直線導軌的截面形狀。
由斷面減縮率的計算式可知,斷面減縮率由最初和最終的截面面積確定。在試驗中,可以根據最初截面對應電壓所處的電勢線得到過渡截面形狀的輪廓及斷面減縮率。
具體試驗數據見表1。
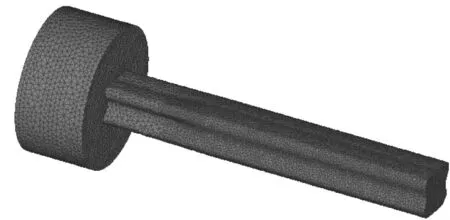
▲圖7 直線導軌網格劃分模型
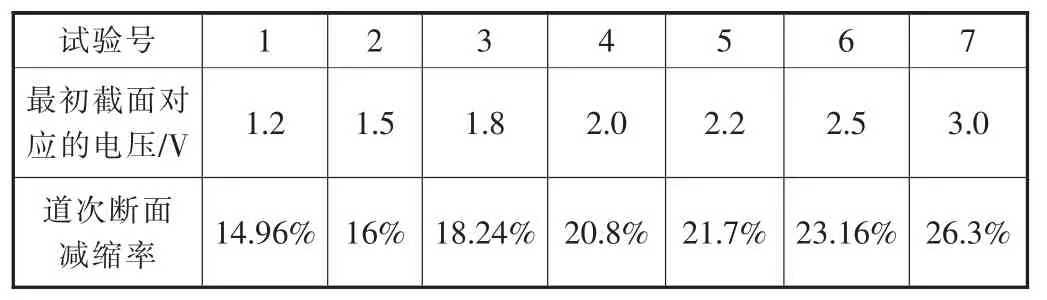
表1 仿真試驗數據
由表1可知,試驗設計了七組方案,分別選擇了不同電壓處的電勢線作為第三道次的最初截面形狀,所對應的斷面減縮率從14.96%增大到26.3%。除了道次間的斷面減縮率外,還有其它因素會對直線導軌的加工質量產生影響[9],筆者的試驗僅研究道次斷面減縮率單一因素對直線導軌加工質量的影響,不考慮其它因素的影響,因此將其它影響參數設為定值,具體數值見表2。

表2 試驗其它參數
5 仿真結果分析
5.1 拔制力
拔制力作為冷拔加工工藝設計中的一個重要參數,不僅對冷拔設備的選取有很大參考價值,而且是評價模具壽命的一個重要指標。隨著拔制力的增大,模具的受力情況變差,造成磨具磨損加劇,影響磨具的使用壽命。
圖8所示為在后處理模塊中得到的拔制力隨斷面減縮率的變化曲線。由圖8可知,隨著道次斷面減縮率的增大,拔制力也逐漸增大,這是由于隨著斷面減縮率的增大,相應道次加工的材料增多而導致的。
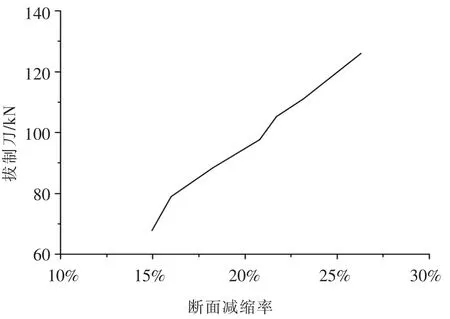
▲圖8 拔制力變化曲線
5.2 直線度
為了觀察在冷拔加工之后直線導軌總體的變形趨勢,定義直線導軌截面的上下方向為Y方向,左右方向為X方向,選取直線導軌的軸線,在軸向方向60 mm長度上取軸線在Y方向的位移,并處理數據,得到圖9所示各仿真試驗數據采集點Y方向位移隨軸向距離的變化曲線[10]。由這些曲線可以看出,在冷拔加工完成后,Y方向的偏移數值隨軸向距離的增大而減小,會使直線導軌變彎。
對圖9數據進行處理,得到Y方向直線度與斷面減縮率之間的關系曲線,如圖10所示。由圖10可知,在其它工藝參數相同的情況下,隨著斷面減縮率的增大,直線度由小變大,直線導軌的直線度變差。
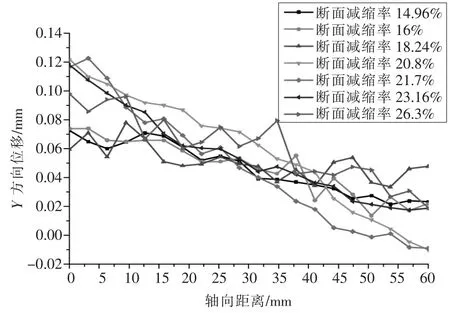
▲圖9 Y方向位移變化曲線
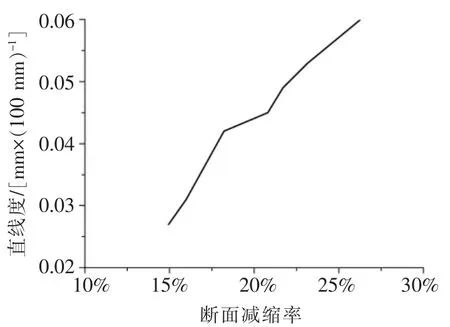
▲圖10 Y方向直線度變化曲線
5.3 殘余應力
在冷拔加工過程中,由于材料不均勻的塑性變形或相變,很容易產生殘余應力。殘余應力會引起直線導軌發生翹曲或扭曲變形,所以殘余應力也是冷拔直線導軌加工質量的一個重要參考指標。基于各組試驗中直線導軌底面殘余應力隨位移分布的數據,取這些數據中的最大值,得到底面溝槽等效殘余應力最大值隨斷面減縮率的變化曲線,如圖11所示。
由圖11可知:在道次斷面減縮率為18.24%時,直線導軌的底面殘余應力最大值最小;在道次斷面減縮率為16%時,對應的直線導軌底面殘余應力最大值取得第二小值。
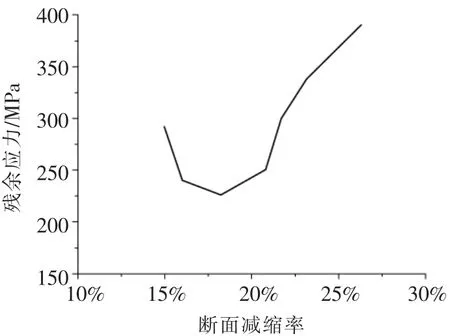
▲圖11 殘余應力最大值變化曲線
6 冷拔道次斷面減縮率分配
通過上述分析,結合斷面減縮率對拔制力、直線度、殘余應力的影響規律,確認在1.8 V電壓處截面所對應的殘余應力最小,但是直線度較差,因此最優的道次斷面減縮率選擇為16%,此時所選用的第三道次最初截面形狀為1.5 V電壓處的電勢線。結合道次斷面減縮率選擇的經驗法,對第一和第二道次的斷面減縮率進行分配,最終得到三個道次的最初和最終截面形狀,見表3。

表3 道次截面形狀
7 結束語
筆者設計了七組不同斷面減縮率的試驗,對冷拔直線導軌第三道次進行有限元仿真,通過數據處理可以得到以下結論:①隨著斷面減縮率的增大,拔制力的最大值逐漸增大;②隨著斷面減縮率的增大,直線度數值逐漸增大,直線度變差;③ 隨著斷面減縮率的增大,底面溝槽的殘余應力最大值先減小后增大,在斷面減縮率為18.24%時殘余應力最大值最小。
上述研究結論可以作為冷拔直線導軌生產時的技術參考。