某車門內板沖壓工藝設計與優化
2019-01-09 08:48:34陸滕君韓永志黃永生
鍛壓裝備與制造技術 2018年6期
陸滕君,孫 曉,韓永志,黃永生
(安徽江淮汽車集團股份有限公司 技術中心,安徽 合肥 230601)
在汽車整車產品中,覆蓋件是市場生命周期最短、變化最頻繁的。由于汽車覆蓋件具有形狀復雜、結構尺寸大、精度高、表面質量要求嚴格等特點,它的模具設計與制造一直是整車開發的“瓶頸”環節。所以覆蓋件產品質量的開發能力己成為汽車制造企業實現汽車自我開發和提高市場競爭力的關鍵所在[1]。
覆蓋件沖壓成形一般經過落料、拉延、整形、修邊、翻邊等工序完成。通常根據零件造型、精度要求、設備情況、工期長短等限制條件編制沖壓工藝方案。其中拉延工序最為關鍵。由于拉延工序設計需要從“覆蓋件產品-翻邊件-修邊件-拉延件-落料毛坯”的工藝逆向回溯,實際上幾乎涉及了覆蓋件沖壓的全部工藝。所以,對覆蓋件拉延模設計關鍵技術進行研究,不但可以解決覆蓋件拉延模設計中存在的難點問題,而且將對其他工序模具的設計具有示范作用[2]。
1 現有工藝概況
沖壓件一般需經過拉延/修邊+沖孔/整形(或翻邊)+沖孔等工序才能得到合格產品。對于稍微復雜的鈑金件,通過拉延僅能得到沖壓件大概輪廓,經過后序的修邊沖孔,再配合整形翻邊等工序才能得到最終零件。整形翻邊等工藝可以降低拉延深度,簡化拉延模面的形狀,提高成形性,也就是提高了模具制造的可實現性及易操作性。如圖1~4所示,以本公司某車門外板為例,展示普通沖壓外覆蓋件的工藝流程。

圖1 OP10拉延
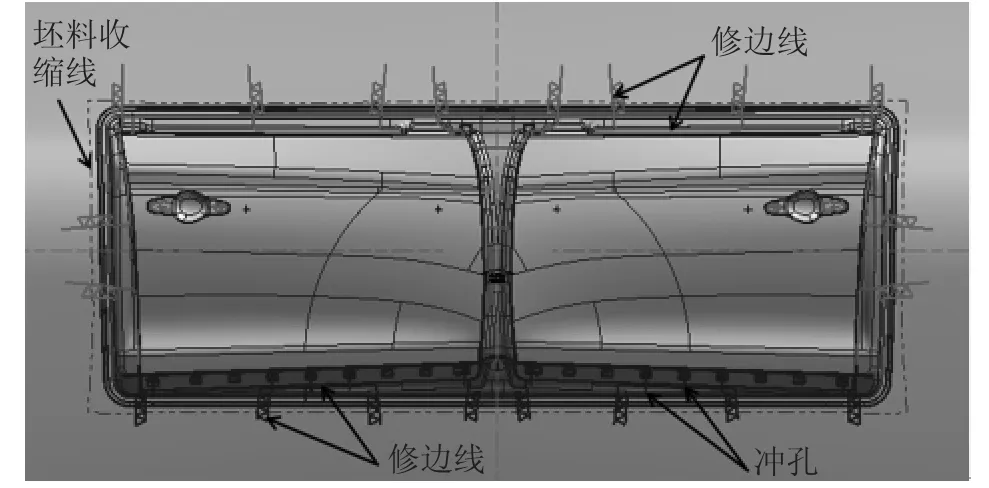
圖2 OP20修邊+沖孔

圖3 OP30修邊+沖孔+側沖孔
此車門外板采用4步工序實現了零件的制造過程,因車門外板拉延深度較小,型面相對簡單,因此采用的是一次拉延成形的方法,配合后面的修邊、沖孔、翻邊工序而成,如圖5所示(零件的翻邊后期用于與門內板包邊)。

圖4 OP40翻邊+沖孔+側沖孔+側修邊
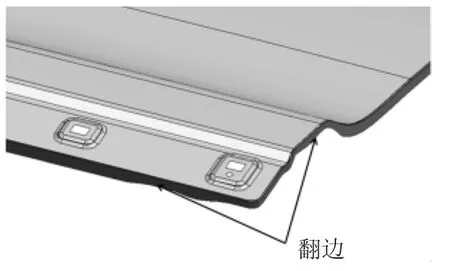
圖5 OP40翻邊
這種一次拉延的沖壓工藝方案是通過拉延得到基本的零件輪廓,后期的整形、翻邊等都是對R角的微小型面進行小范圍改變,這種工藝方法在實際生產中廣泛應用,但同時也存在如下缺點和不足:
(1)一次拉延工序得到幾乎整個零件的全部形狀特征,后工序主要是修邊、沖孔、翻邊,以及對局部的(小面積的)難以一次成形的型面做整形,得到零件。此工藝比較死板,靈活變動的空間較小,限制了工藝設計的多樣性。
(2)因為是一次拉延得到了零件的基本形狀,所以拉延深度是固定的,零件的造型決定了拉延深度的大小,也就決定了成形的可實現性。對于拉延深度較大的零件就存在拉延狀態不穩定及拉延開裂的風險。
(3)拉延深度較大的零件拉延工序存在拉毛風險,為減少拉毛的概率,對于拉延模質量要求較高,比如硬度、光潔度都要提升一個等級,同時也要加強模具的日常保養維護,增加了制造成本。
2 帶料整形沖壓工藝設計
本文結合公司某款新車型車門內板的開發實例,講述側圍外板工藝及結構設計,重點說明帶料整形工藝的設計形式及使用方法。
本工藝方法采用拉延/帶料整形+修邊+沖孔/整形+修邊+沖孔/側沖孔+翻孔+沖孔的工藝排布,特點在于,拉延工序沒有得到完全的零件形狀,只是得到了零件的部分形狀,而拉延深度方向上的另一部分形狀通過第二序整形、修邊得到。從而降低了拉延深度。
本工藝方法通過拉延以及大面積帶料整形兩種成形方式二次成形,有效解決了拉延深度較大零件的成形問題,降低了成形風險,提升了工藝設計的靈活性。

圖6 零件數模
2.1 沖壓件工藝分析
本例中某卡車車門內板,尺寸1600mm×1100mm×130mm,拉延深度深,拉延深度112mm,型面復雜。很明顯通過常規的沖壓工藝方法很難得到高品質的零件。
2.2 帶料整形沖壓工藝設計
本工藝方法采用拉延/帶料整形+修邊+沖孔/整形+修邊+沖孔/側沖孔+翻孔+沖孔四序得到零件,下面分別對本工藝逐步介紹。通過對比可知,本文所述方法與常規沖壓工藝區別在于:
(1)OP10拉延,因為增加了大面積帶料整形,拉延模面設計必然有相應改變;
(2)OP20帶料整形+修邊,保留廢料并大面積整形。
本文將分別對以上兩步工序做重點介紹。
2.2.1 OP10拉延
如圖7、8所示為本發明的第一個工序OP10拉延工序模面圖。
拉延模一般由以下幾個要素構成:拉延方向(即沖壓方向),工藝補充部分,壓料面等。
(1)拉延方向是確定拉延件的第一要素。如圖8所示即本拉延模的拉延方向,合理的成形方向應符合如下原則:①保證凸模能將工件需成形部位在一次成形中完成,不應有凸模接觸不到的死角或死區。②成形開始時,凸模兩側的包容角盡可能做到基本一致,使由兩側流入凹模的材料保持均勻。且凸模開始成形時與毛坯的接觸地方應靠近中間,以免成形過程中材料竄動而影響表面質量。

圖7 OP10

圖8 OP10拉延模沖壓方向
(2)工藝補充部分。為了實現成形,彌補工件在沖壓工藝中的缺陷,對覆蓋件成形往往在工件本體部分以外,增添必要的材料,如將覆蓋件上的翻邊展開,缺口補滿等,即加上工藝補充部分構成一個沖壓成形件。
工藝補充部分是成形件不可缺少的組成部分,它的確定直接影響到成形以及成形后修邊、整形、翻邊等工序的方案。因此,必須慎重考慮工藝補充部分[3]。
(3)拉延筋。汽車覆蓋件模具拉延模具中,拉延筋的作用有以下幾方面:①增加進料阻力;②控制進料阻力;③擴大壓邊力的調節范圍。
(4)壓料面。如圖2所示,壓料面是凸模輪廓線外面的大面積的較平緩的平面部分,壓料是拉延過程中非常重要的功能,坯料就是沿壓料面逐漸流入模具型腔的。因此壓料面的設計要有利于材料的流動,保證制件在各個截面上變形均勻(拉延深度一致)。壓料面設計時優先采用單曲面,以保證壓料面的光順。
(5)凸模輪廓線。拉延凸模外形輪廓線,分界線以里是凸模,分界線以外是壓邊圈,在圖2標識中凸模輪廓線是以粗實線的方式來表示。
(6)拉延初始坯料線。就是拉延模初次試模時的坯料線,除特殊情況外一般均采用方形,梯形等,以前都是通過取若干截面測量線長的方法確定拉延初始坯料大小,現在可以使用Dynaform反算拉延模的模面得到一個近似形狀,再取直為方形坯料[4]。
2.2.2 OP20帶料整形+修邊+沖孔
OP20的工序內容主要是整形+修邊+沖孔,如圖9中俯視圖所示,圖示右側為門內板的窗框部分,在這個工序對窗框外側的廢料進行修邊,窗框內側及窗洞下側部分通過沖孔來去除部分廢料,圖示左側為門內板的窗框以下部分,此部分外側廢料沒有通過修邊去除,保留廢料,本工序中對此區域進行帶料整形,因為在OP10拉延序中為降低拉延深度,減少破裂風險,未全部得到零件的造型,而是通過本工序的整形,來得到零件所需要的型面。圖示粗線標記的區域為整形區。在上工序的拉延件上的壓料面部分,在零件外緣作出下凹造型的整形工藝補充,通過整形得到完整的零件造型.加強了零件的剛性,到達合格的板材減薄率,這樣的整形方式有其明顯的優勢。窗框以下部分大面積整形,將拉延未得到的部分通過整形來得到,同時進行修邊沖孔,去除廢料,提高了整形的成型性能,提升了可操作性。
通過圖9中工序件的放大對比圖可知,粗線標記的整形區域經過了沿沖壓方向向下的整形,完成零件的成形,后序只須去除多余廢料即可得到零件。
2.2.3 OP30及OP40
OP30工序內容為整形+修邊+沖孔,如圖11所示,進一步去除多余廢料,修邊去除零件外側的多余廢料,沖孔去除窗框部分廢料以及得到零件上的部分孔。此工序中整形是修邊后進行,整形針對整個門框上邊緣外側的法蘭面,為提高法蘭面的面差精度而設置。OP40工序內容為側沖孔+翻孔+沖孔,沖孔、側沖孔得到零件要求的孔位,翻孔得到帶翻邊的孔。至此得到最終零件。

圖9 OP20帶料整形+修邊+沖孔

圖10 整形前后對比斷面圖

圖11 OP30整形+修邊+沖孔及整形前后對比
3 結束語

圖12 實物圖
通過對車門內板沖壓工藝的分析,采用拉延以及大面積整形兩種成形方式二次成形工藝方法,有效解決了拉延深度較大零件的拉延模具的缺陷,提升了工藝設計的靈活性,降低了拉延模深度,降低了拉延成形的風險,降低了對拉延模的質量要求及日常保養要求,從而降低了制造成本。
通過實物的在線生產,本工藝很好地實現了產品的精度及品質要求,零件無起皺、開裂等質量缺陷,合格率95%,很好地滿足了裝車精度要求。同時降低了拉延深度,減小了模具磨損,減輕了模具保養壓力,提高了模具壽命。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40
