Cr12鋼與YG8硬質(zhì)合金焊接接頭組織及性能研究
2019-01-08 08:25:32羅云萌馬濤曹峻
機械制造與自動化 2018年6期
關(guān)鍵詞:焊縫
羅云萌,馬濤,曹峻
(1. 陜西鐵路工程職業(yè)技術(shù)學(xué)院,陜西 渭南714000; 2. 如東縣科學(xué)技術(shù)局,江蘇 如東 226400)
0 引言
YG8硬質(zhì)合金是一種硬度相對于陶瓷、金剛石等略低,但比高速鋼要高得多,而韌性相對于高速鋼略低,但比陶瓷、金剛石及立方氮化硼好得多的一種組合材料。其使用粉末冶金方式生產(chǎn),由難熔金屬化合物與粘結(jié)金屬所構(gòu)成[1],硬質(zhì)合金具有高硬度、高強度、耐磨性、耐高溫、抗腐蝕、抗氧化和膨脹系數(shù)小等一系列優(yōu)點。硬質(zhì)合金在刀具行業(yè)具有不可替代的地位。當(dāng)今已普遍應(yīng)用于制造各類硬質(zhì)刀具、開挖采掘、石油鉆井、地質(zhì)勘測等方面,以及各種模具、量具和耐磨損機械零件[2]。絕大多數(shù)硬質(zhì)合金在實際使用中均作為鑲嵌件,通過釬焊的方式固定在用工具鋼等高強鋼制造的工具的工作部位,由工具鋼來承受沖擊載荷,充分運用硬質(zhì)合金和鋼的各自的優(yōu)點,大大削減材料成本、構(gòu)件,使用技能和壽命大大提升。本文選用抗磨性能較高的Cr12鋼作為與硬質(zhì)合金釬焊連接的鋼基體;采用CuMnCo釬料,研究真空釬焊時釬縫寬度對接頭組織與性能的影響。通過彎曲試驗,并結(jié)合顯微分析手段,分析釬縫產(chǎn)物和釬焊接頭形成的機理,得出最佳釬縫寬度。
1 試驗條件及方法
1.1 工藝參數(shù)
為了防止在釬焊加熱途中硬質(zhì)合金及基體金屬被氧化,同時為了避免母材中某些合金元素的揮發(fā)而降低材料性能,真空度選擇不宜過高,一般為5×10-2Pa以上[3]。本文選用CuMnCo釬料,要求真空度同樣不宜過高,以避免釬料組分過多的揮發(fā)。結(jié)合所使用釬焊設(shè)備、母材和釬料的特性,確定釬焊工藝的冷態(tài)真空度在7×10-3Pa以上,熱態(tài)真空度在5×10-2Pa以上。加熱的速度確定在11 ℃/min。
1.2 試驗方法
測量在最佳釬焊溫度1 070 ℃下不同釬焊釬縫寬度(0.05mm,0.10mm,0.20mm、0.30mm和0.40mm)時焊接的釬焊接頭抗彎強度,以分析釬焊間隙對接頭性能的影響,確定最佳的釬縫寬度。
a) 釬焊接頭設(shè)計
結(jié)合三點彎曲試驗的特點,采用對接的釬焊接頭形式,硬質(zhì)合金放在Cr12鋼上,中間為CuMnCo釬料,并用Mo絲控制釬縫的寬度。
b) 三點彎曲試驗
參照GB-T14452-93標(biāo)準A型試樣,將釬焊后試樣線切割為長約34mm、寬5±0.25mm、高5±0.25mm的條狀小試樣進行三點彎曲試驗,測定釬焊接頭的抗彎強度。
c) 釬縫組織的金相分析
真空釬焊試驗完成后獲得的接頭經(jīng)磨床加工及線切割,制備金相試樣。釬焊接頭的金相制備過程如下:
1)在涂有W3.5金剛石研磨膏的鑄鐵上將焊件試樣接頭部位磨平,分別采用W3.5及W1.5的金剛石研磨膏將試樣在拋光機上拋光,以拋光面上無明顯劃痕為宜。
2)采用預(yù)先配制NaOH10g-50mLH2O溶液與K3Fe(CN)610g-50mLH2O按1:1比例混合使用,金相試樣腐蝕的時間為60s。
3)Cr12鋼側(cè)金相試樣采用3%的硝酸酒精溶液腐蝕至鋼側(cè)顏色泛黃即可。
4)焊縫組織試樣則選用FeCl35g-HCl15mL-H2O100mL溶液腐蝕15s左右。
2 實驗結(jié)果
2.1 接頭的三點彎曲試驗結(jié)果
表1為不同釬縫寬度對釬焊接頭抗彎強度及斷口部位的影響。
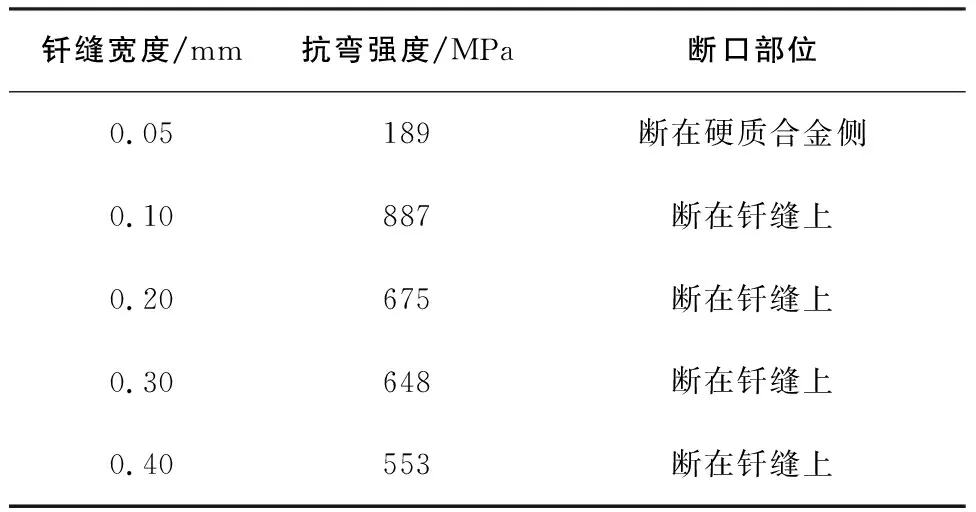
表1 不同釬縫寬度對釬焊接頭抗彎強度及斷口部位的影響
如表1所示,在0.10mm釬縫寬度條件下,釬焊接頭具有最高的抗彎強度。
2.2 釬縫界面區(qū)微區(qū)超景深掃描
圖1(a)-圖1(e)為各釬縫寬度下接頭兩個界面區(qū)顯微組織金相照片,左側(cè)是鋼側(cè),右側(cè)是硬質(zhì)合金側(cè)。
由圖1可以很明顯看出,硬質(zhì)合金與鋼兩側(cè)界面區(qū)內(nèi)有一定的反應(yīng)產(chǎn)物形成。當(dāng)間隙為0.05mm時反應(yīng)產(chǎn)物貫穿了整個焊縫,隨著接頭間隙的增大,反應(yīng)產(chǎn)物越來越不明顯。因此,對界面區(qū)內(nèi)產(chǎn)物及釬縫中心區(qū)的元素構(gòu)成進行分析有助于確定界面區(qū)產(chǎn)物的類型及釬焊接頭形成機理。
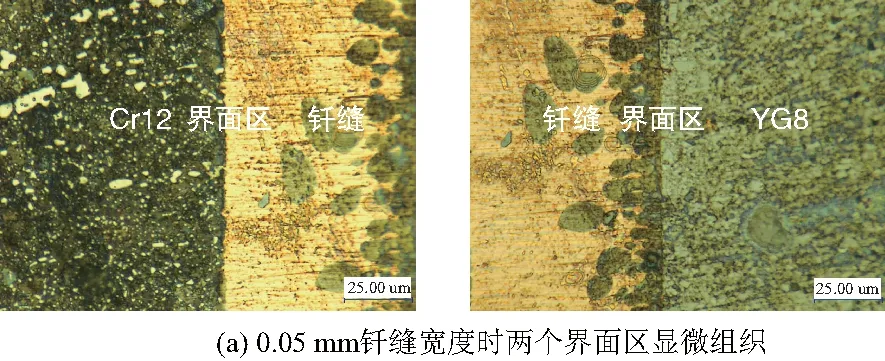
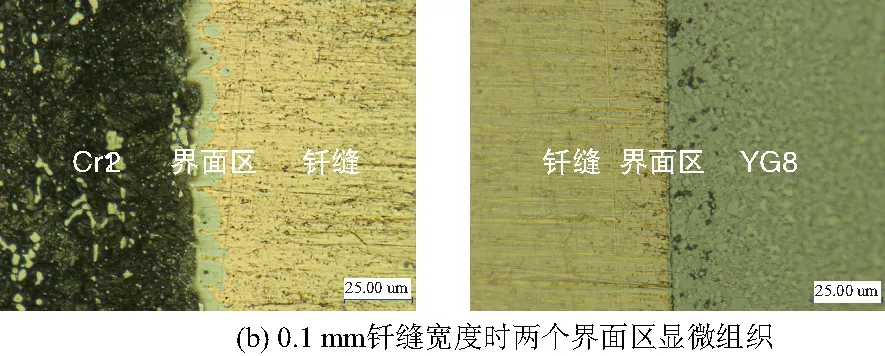
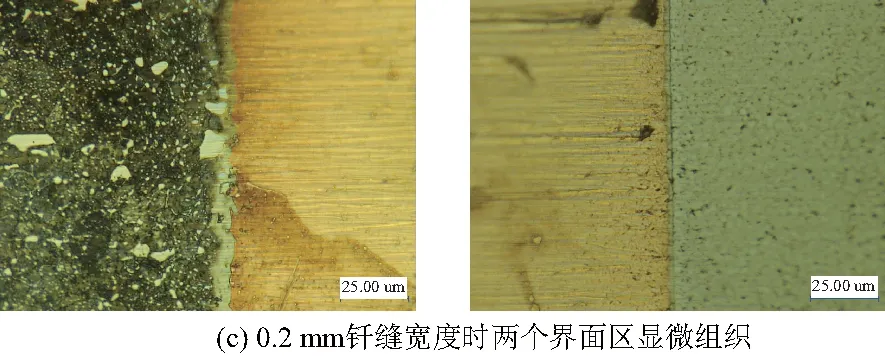
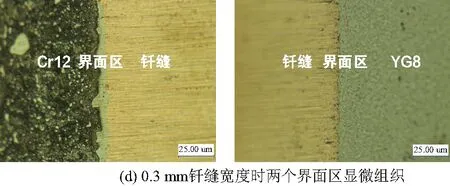
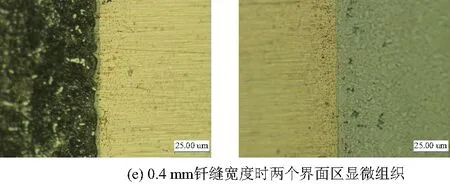
圖1 各釬縫寬度接頭界面區(qū)顯微組織
2.3 釬焊接頭元素能譜分析
表2為Cr12鋼側(cè)區(qū)域主要質(zhì)量分數(shù)。
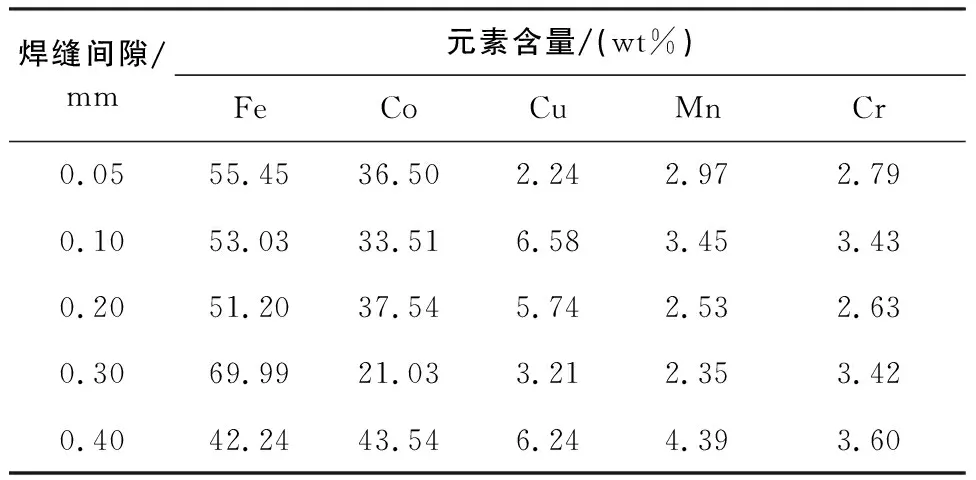
表2 各釬焊寬度釬縫顯微組織中Cr12側(cè)主要質(zhì)量分數(shù)
由表2所知,這一側(cè)析出了大量的Fe-Co相固溶體,提高了焊縫的冶金性能。
表3為各釬焊溫度下YG8硬質(zhì)合金側(cè)界面區(qū)反應(yīng)產(chǎn)物的主要質(zhì)量分數(shù)。
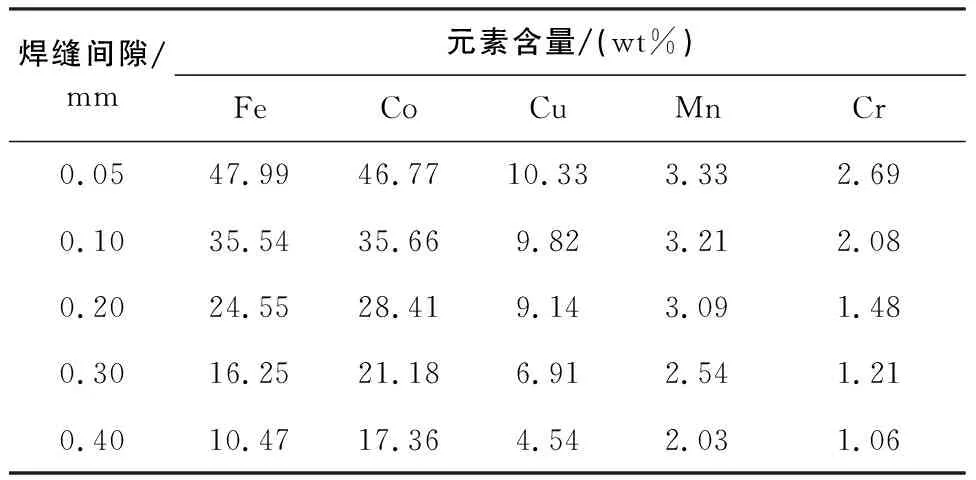
表3 各釬寬度度釬縫顯微組織中YG8側(cè)主要質(zhì)量分數(shù)
由表3所知隨著焊縫間隙的變大,Fe元素和Co元素的含量明顯降低,因此Fe和Co元素的擴散明顯減小,析出的Fe-Co相固溶體也減少,焊縫的冶金性能也隨之降低。
表4為各溫度下釬縫組織中心區(qū)主要質(zhì)量分數(shù)。
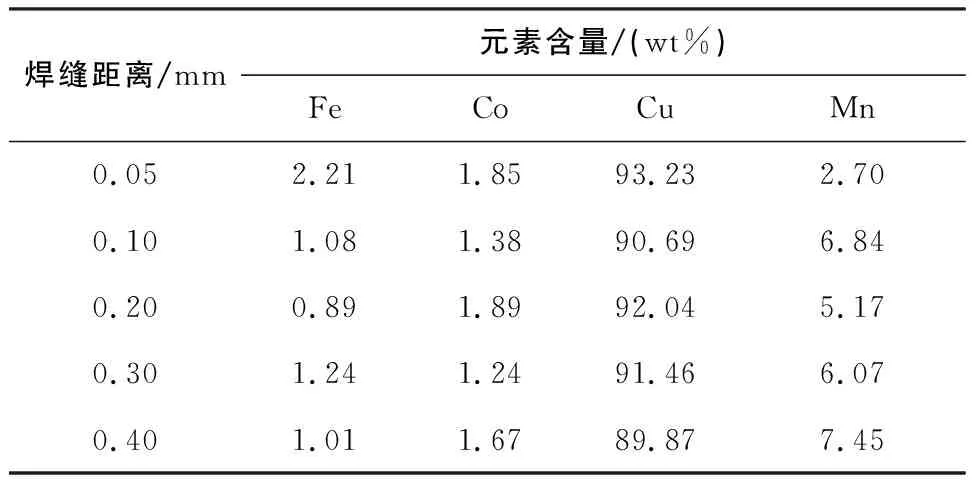
表4 各釬焊寬度釬縫顯微組織中焊縫區(qū)主要質(zhì)量分數(shù)
從表4中可以看釬縫組織中心區(qū)主要合金元素是6%左右的Mn,主要元素是含量92%左右的Cu,形成均勻的Cu-Mn基固溶體組織,具有良好的塑性,能有效釋放硬質(zhì)合金側(cè)的焊接接頭殘余應(yīng)力。
3 結(jié)語
當(dāng)釬縫寬度逐漸增大時,析出的Fe-Co相固溶體也隨之減少,并且只在釬料的界面區(qū)形成,冶金結(jié)合能力較好,殘余應(yīng)力也逐漸得到更好的釋放。但釬縫寬度過大時,由于Fe和Co元素需要長程擴散才能形成Fe-Co相固溶體,因此固溶體的量較少,冶金結(jié)合能力也較弱,焊件在受壓時,容易在釬縫處斷裂。最后確定Cr12鋼和YG8硬質(zhì)合金的真空釬焊最佳參數(shù)為:采用CuMnCo釬料,在1 070 ℃溫度下,釬縫寬度控制在0.1mm,所得到的焊件抗彎強度最高,組織性能最好。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
