鋁-鎂異種金屬對接攪拌摩擦焊斷裂行為分析
2019-01-08 08:25:30周春東周琦孫宏宇
機械制造與自動化 2018年6期
關鍵詞:焊縫
周春東,周琦,孫宏宇
(1. 常州大學 懷德學院,江蘇 常州 213016; 2. 南京理工大學 材料科學與工程學院,江蘇 南京 210094)
0 引言
攪拌摩擦焊(FSW)是一種新型固相連接技術,利用攪拌頭與焊件擠壓摩擦生熱和材料塑性變形熱軟化材料,將高度塑性變形的材料逐漸沉積在攪拌頭的背后,獲得攪拌摩擦焊焊縫[1-3]。與熔焊相比,焊接溫度一般低于焊件材料熔點,合金元素燒損傾向低;焊縫平整,變形小;無需填充材料,節約資源。目前,在輕金屬-鋁合金焊接領域應用成熟。
鋁合金和鎂合金是目前最具應用前景的輕型有色金屬材料[4-5]。但是,由于鋁合金和鎂合金都屬于共晶合金,而且線膨脹系數大、熔點低、導熱系數高,采用傳統的熔焊方法進行焊接時,容易產生熱裂紋、氣孔、合金元素燒損和焊縫區軟化等問題,嚴重阻礙了鋁合金和鎂合金在各個工業領域的使用[6-7]。而攪拌摩擦焊低熱輸入特點決定了其在異種材料焊接領域抑制脆性相生成的優勢,通過攪拌摩擦焊獲得性能良好的焊接接頭,充分發揮鎂、鋁合金各自的性能優勢,這將進一步擴大鎂合金作為結構件在高新技術領域的應用。但鎂/鋁異種金屬攪拌摩擦焊的研究依然十分迫切,鎂/鋁攪拌摩擦焊接頭中常見孔洞、隧道等缺陷,同時鋁鎂金屬間化合物的生成也降低了接頭的力學性能,所以鎂鋁異種金屬攪拌摩擦焊仍然需要進一步的深入研究。
前期以6mm厚的6061鋁合金和AZ31鎂合金板材的異種材料攪拌摩擦焊接試驗為基礎,通過大量實驗驗證在旋轉速度為900r/min,焊接速度為50mm/min時獲得表面成型良好的對接焊縫,但是其焊接強度較低。為分析其低強的原因,本文利用掃描電子顯微鏡、EDS能譜儀、X射線衍射儀等手段研究其焊縫的斷裂行為及其機理。
1 試驗材料及方法
采用6061鋁合金和AZ31B鎂合金作為試驗材料,試板尺寸為300mm×70mm×6mm,其質量分數分別見表1和表2。試驗前先用砂紙將鎂板和鋁板打磨干凈,除去表面氧化膜,再分別用丙酮和酒精擦拭待焊部件油污部位。然后用夾具將對接的兩板固定,采用根部直徑為6.2mm,端部直徑為4.3mm,軸肩直徑15mm,長度為5.7mm,帶有螺紋的錐形攪拌針進行鎂/鋁異種金屬的攪拌摩擦焊試驗。利用掃描電鏡觀察斷口形貌和能譜分析并用XRD對斷口物相進行分析。

表1 鋁合金6061的質量分數 %

表2 鎂合金AZ31B的質量分數 %
2 結果與分析
2.1 焊縫成型
試驗主要研究焊接工藝參數、攪拌頭前進側材料和攪拌頭偏置對焊縫成型及性能的影響。通過大量的工藝試驗表明,當鎂板置于攪拌頭前進側時,焊縫存在大量溝槽缺陷,無法獲得成型良好的焊縫。而鋁板置于前進側時,當攪拌頭旋轉速度為900r/min,焊接速度為50mm/min時,可獲得成型較好的焊縫。相同條件下,攪拌頭偏置鎂側1mm時,焊縫表面出現裂紋,而攪拌頭偏置鋁側1mm可獲得成型最佳的焊縫,如圖1所示。
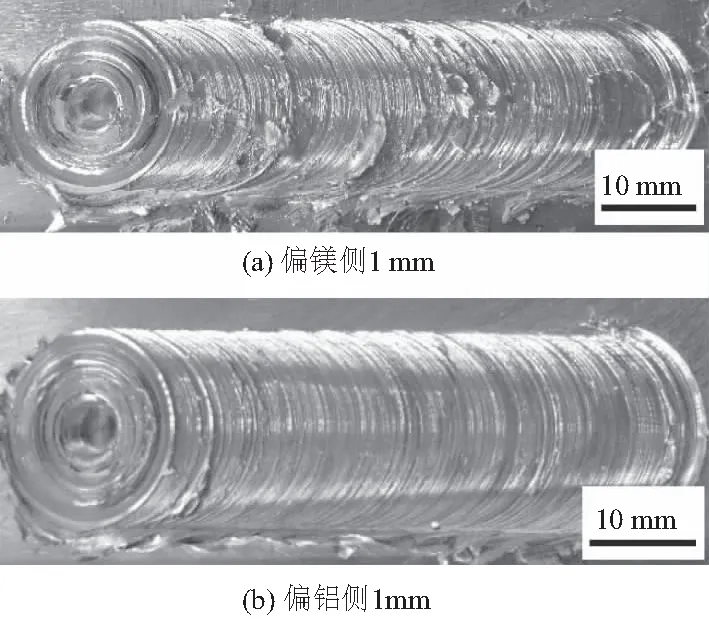
圖1 焊縫成型圖
2.2 接頭斷口形貌分析
采用掃描電鏡及自帶的能譜儀對試驗中前進側為鋁,轉速為900r/min,焊接速度為50mm/min,攪拌頭偏向鋁合金1mm和鎂合金1mm兩組樣品的焊縫鋁側斷口進行掃描得到斷口的微觀結構特征。
圖2(a)為偏向鋁合金的焊縫斷口放大12倍的形貌圖,可以明顯看出焊縫底部存在孔洞。斷口中部和上部存在呈周期性排列的“片層餅”狀結構[8-9],相鄰的間隔大約為1mm,這可能與攪拌摩擦焊焊縫內部S線的形成機理[10]相關。由于攪拌頭旋轉擠壓帶動材料流動,在焊接方向形成周期性的材料堆積填充,形成周期性的結合薄弱區,最終斷口出現沿焊接方向周期性排列的“片層餅”結構。
圖2(b)為偏向鎂合金的焊接斷口放大12倍的形貌圖,無明顯周期性特征結構存在,說明斷裂形貌還與基體金屬和及其成分有關。除焊縫底部組織致密,其他區域存在大量孔洞和絲狀拉拔結構。其缺陷形成機理可能是由于攪拌頭偏向鎂側,鎂板攪入焊縫量增加,鎂塑性較差,隨攪拌頭旋轉填充的金屬量不足,導致大量孔洞出現。部分塑性較好的區域,由于鎂合金均勻附著在鋁基體上,結合攪拌頭攪拌作用,形成絲狀疏松連接,拉伸斷裂后形成圖示絲狀拉拔結構。
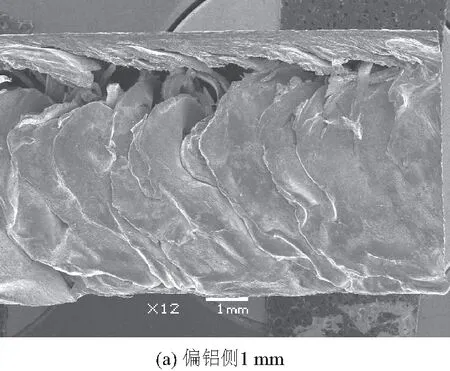
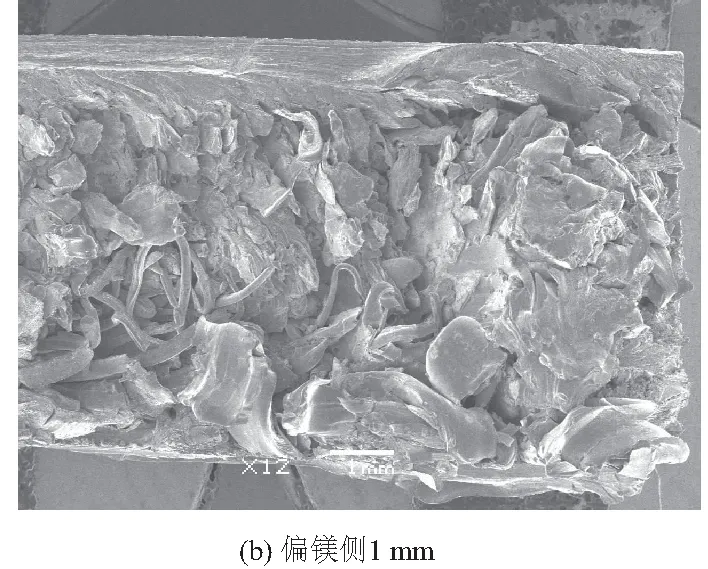
圖2 焊縫斷口放大圖×12倍
圖3(a)-圖3(d)是偏鋁側焊件斷口選取2個不同區域的放大圖。由上向下放大倍數依次為×100、×500、×2 000。可以看出不同區域斷口形貌差別較大,同一試樣的不同區域的斷裂形式也存在很大的差異。圖3(a)為焊縫底部的100倍放大圖,可以看出焊縫底部金屬呈流線拉長結構,是由攪拌針頂部的旋轉擠壓所致。圖3(c)為攪拌針頂部旋轉攪拌形成的孔洞附近的2 000倍放大圖。由孔洞附近的放大圖可以看出斷口表面非常粗糙,附著大量團絮狀物質,可能是由于鋁鎂焊接時塑性差異引起鎂粉或金屬間化合物附著鋁基體。圖3(b)和圖3(d)為韌性斷裂和脆性斷裂特征圖,韌性斷口圖上有大量深淺不一的韌窩,韌窩的存在表明該區域的塑性較其他區域好。脆性斷口表面相對平整,存在明顯的河流花樣、解理臺階等特征,沒有任何韌窩或類韌窩的存在。微觀形貌表明焊接殘余應力在垂直焊接方向上存在分力,使得材料沿解離面發生了穿晶斷裂,斷裂形式為脆性斷裂[11-12]。該處脆性斷裂可能是鎂/鋁材料散熱系數及熱膨脹系數差異導致焊縫冷卻過程中殘余應力值迅速上升,并且在鋁/鎂異種金屬接頭中脆性金屬間化合物的雙重作用下發生脆斷。
圖3 偏鋁側斷口放大圖
圖4(a)-圖4(d)是偏鎂側的焊件斷口選取2個不同區域的形貌圖,由上向下放大倍數依次為×30、×100、×1 000。由焊縫斷口圖4(a)可以看出焊縫存在較多的非致密塊體結構,塊體結構之間為孔洞缺陷,表明由于攪拌頭偏向鎂合金一側,導致焊縫中鎂合金含量增加,鎂的流動塑性較差,使得焊縫攪和的金屬的流動塑性降低,導致焊縫金屬不能隨攪拌頭旋轉擠壓完全填充而出現孔洞、隧道等缺陷。圖4(c)為焊縫根部斷口100倍放大圖,可以看出焊縫底部金屬呈流線拉長結構,是由攪拌針頂部的旋轉擠壓所致。圖4(c)和圖4(d)為焊縫中部塊體結構100倍和1 000倍放大圖,可以看出其斷口表面同樣附著著大量的團絮狀物質,其可能是由于鋁/鎂焊接時塑性差異引起鎂粉或金屬間化合物附著鋁基體所致,最終使得焊縫中斷口特征為脆性斷裂。

圖4 偏鎂側斷口放大圖
綜合以上分析可以得出如下結論:1) 偏鋁側1mm的焊縫斷口大部分區域為脆性解理斷裂,少數區域為微孔聚合斷裂;2) 偏鎂側1mm的焊縫斷口主要為脆性解理斷裂,鎂鋁混合不均勻,孔洞較多。故攪拌頭偏向鋁合金板1mm時的焊接效果從斷口分析看要優于攪拌頭偏向鎂合金板1mm。
2.3 XRD物相分析和斷口EDS能譜分析
對攪拌頭偏置鋁合金板試件和偏置鎂合金板試件焊縫進行XRD檢測分析,結果表明焊縫中除了Mg、Al單相外還存在鎂/鋁金屬間化合物,主要包括Mg2Al3和Mg17Al12。結合鎂/鋁合金相圖可知,鋁/鎂元素比例滿足共晶相成分比例,溫度在450℃左右時,易出現Mg2Al3共晶組織;溫度在437℃左右時,易出現Mg17Al12共晶產物,而鋁/鎂異種金屬攪拌摩擦焊焊接溫度也恰好在這一溫度區間,因而出現Mg2Al3和Mg17Al12金屬間化合物。鋁/鎂金屬間化合物的產生還可能與鋁/鎂材料粘塑性攪和時原子的擴散有關。
為了進一步分析焊縫斷口中的金屬間化合物種類、組合及分布情況,采用點掃描的方式對偏鋁側焊件和偏鎂側焊件2組焊縫斷口界面不同的位置進行能譜分析。在偏鋁側和偏鎂側2個斷口試樣上分別選擇8個點進行點掃描點,其掃描位置如圖5所示,其中圖5(a)和圖5(b)為偏鋁側斷口試樣,圖5(c)和圖5(d)為偏鎂側斷口試樣。
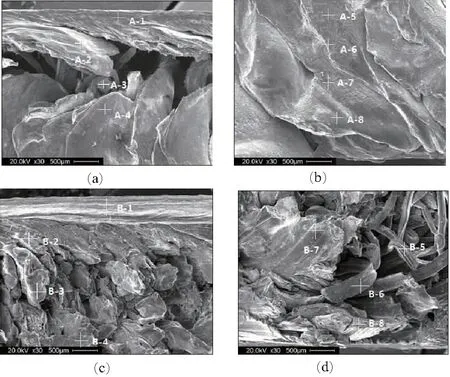
圖5 焊縫斷口點掃描位置圖
偏鋁側試件斷口能譜掃描圖結合鎂鋁二元相圖得到的掃描點成分如表3所示。可以看出焊縫內部主要產生了Al、Mg2Al3及其混合相,并且Al相占一大部分,這與攪拌頭偏向鋁合金板一側,焊縫中元素分布不均勻有關,脆性相的存在與2.2中偏鋁側斷口的脆性斷裂特征相吻合。A-1、A-2、A-3位于焊縫底部,材料流動性較軸肩區差,生成脆性相Mg2Al3;A-4、A-5、A-6位于攪拌針影響的區域,攪拌頭的攪拌作用使鎂/鋁充分混合,主要生成Mg2Al3和Al+Mg2Al3共晶組織;A-7和A-8位于軸肩附近區域,攪拌頭軸肩旋轉擠壓作用帶動材料充分混合,同時軸肩與材料之間的摩擦熱量較高,加快鎂/鋁原子的相互擴散,故生成Al+Mg2Al3的共晶組織。
偏鎂側試件斷口能譜掃描圖結合鎂鋁二元相圖得到的掃描點成分如表4所示。與偏鋁側斷口能譜掃描結果相比,焊縫內的Mg元素的含量大大增加,主要生成共晶組織Mg+Mg17Al12、少量的Mg2Al3和共晶組織Al+Mg2Al3,金屬間化合物的種類較偏鋁側焊縫試件斷口多。B-1為單相Al,B-1位于焊縫底部,焊縫底部鎂/鋁攪和程度較低,斷口位置可能偏向鋁側,因而該點處能譜分析結果為單相鋁;B-2、B-4、B-5、B-6雖然位于攪拌頭的影響區域,但是由于攪拌頭偏置鎂合金板側,焊縫中鎂含量增加,而鎂元素含量的增加為金屬間化合物Mg17Al12提供了足夠的成分,因而焊縫斷口中多數區域能譜分析結果顯示出現Mg17Al12相。而鎂合金分布較少的區域側優先形成了Al+Mg2Al3共晶組織,如B-3、B-7和B-8。 攪拌頭偏置鎂合金板側時,焊縫中鎂含量的增加,降低了焊縫金屬的流動性,導致焊縫中出現孔洞、隧道等缺陷,同時大量的Mg17Al12、Mg2Al3和Mg+Mg17Al12,增加了接頭脆性,導致在焊縫表面易出現裂紋缺陷[13-14]。
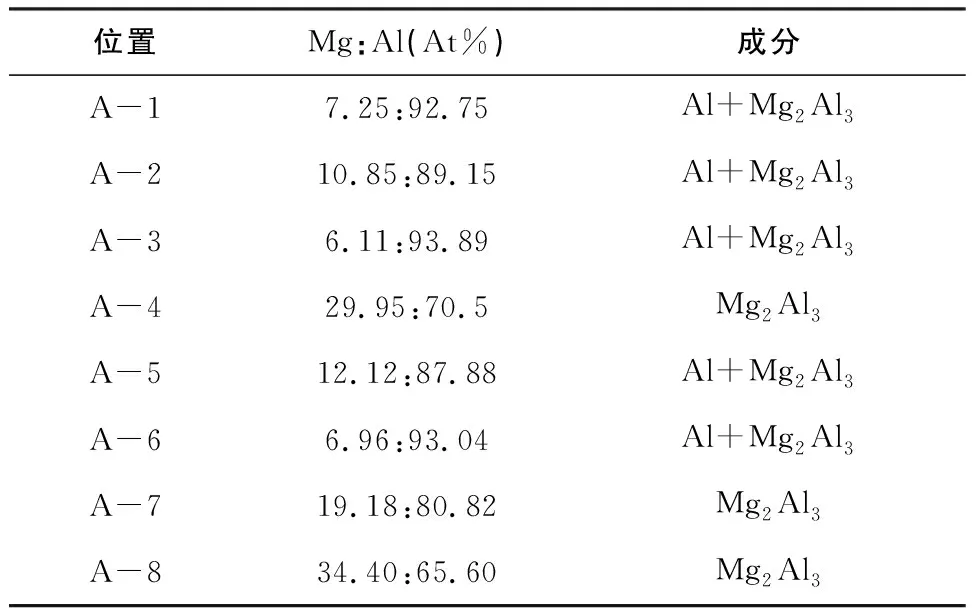
表3 偏鋁側試件能譜測試結果質量分數 %

表4 偏鎂側試件能譜測試結果質量分數 %
3 結語
1) 鎂作為前進側或攪拌頭偏向鎂側時,焊縫表面有飛邊、焊縫內部有孔洞、隧道缺陷,而鋁板為前進側,焊接速度為50mm/min,轉速為900r/min時,焊縫成型良好,偏置鋁側1mm時成型最佳。
2) 攪拌頭偏置鋁側1mm時,焊縫斷口存在呈周期性排列的“片層餅”狀結構,相鄰的間隔大約為1mm。攪拌頭偏向鎂板1mm時,焊縫存在大量孔洞和絲狀拉拔結構。
3) 焊縫XRD物相分析和斷口EDS能譜掃描表明焊縫中含有大量的脆性相Mg2Al3、Mg17Al12,大量的脆性相決定了斷口形貌圖中斷裂面主要以解理斷裂為主,有少量的韌窩存在,脆性相的存在嚴重降低了接頭質量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
