船舶數字化制造的測量技術創新
2019-01-07 05:10:18林嘉睿邾繼貴
中國測試 2018年12期
林嘉睿,郭 烽,齊 峰,張 饒,邾繼貴
(1.天津大學 精密測試技術及儀器國家重點實驗室,天津 300072; 2.江南造船(集團)有限責任公司,上海 201913)
0 引 言
近年來,隨著國家對船舶制造業的支持力度不斷加強,我國造船完工量、新接單量、手持訂單量三大指標均居世界首位,已成為世界第一造船大國[1]。但是,由于整體技術水平的不足,我國造船行業相比于日韓等造船強國依然處于粗放型發展模式,效率利潤率較低,缺乏核心競爭力[1]。傳統的勞動、設備密集型制造模式急需向知識密集型進行轉變[2-4]。隨著新一代信息技術的快速發展及與先進制造技術的不斷深入融合,全球興起了以智能制造為代表的新一輪產業變革,其中數字化船舶制造技術作為智能制造的關鍵一步指導著船舶行業制造模式的發展[5-10]。數字化造船技術是在數字化技術與船舶制造技術融合的背景下,實現對產品信息、工藝信息和資源信息進行數字化描述、分析、決策和控制,從而達到均衡、高效、科學生產的目的,使得船舶制造企業得到最大的經濟效益[8]。數字化造船技術體現在船舶制造工業的加工、焊接、裝配等多個環節,能夠有效地提高生產效率和自動化水平,同時保證了整個工程的精度與可靠性[10]。
先進測量技術作為數字化制造模式各種信息獲取的支撐技術[11-13],伴隨著數字化造船技術的不斷發展與造船模式的改變,其中的精度控制已經成為船舶制造領域“區域化造船”、“殼舾涂一體化”等造船新模式的核心理念[11],對貫穿于整個造船工藝流程的測量技術,尤其是能實現大量程、高精度、高效率的大尺寸精密測量技術提出了迫切需求。精度控制以無余量為核心,通過先進工藝技術和科學管理,對船舶制造全過程進行分析和控制,最大限度減少現場修整工作量,提高生產效率,保證產品質量[11-13]。目前,由于測量技術水平落后,我國傳統造船業在精度控制方面存在著檢測效率低、測量高度依賴人工且無法實現多部門高效數據共享、分段船體合攏過程無法動態監控等問題[12-13]。
由于現代船舶制造多采用“巨型總段建造”工藝,使得船舶制造涉及到的空間尺度涵蓋十幾米甚至上百米的空間范圍,是介于傳統精密測量和一般工程測量的尺寸范圍。該尺度上傳統精密測量技術的量程、應用條件、相對精度無法滿足要求;而一般工程測量的絕對精度又遠遠達不到工業制造所要求的精度水平。實現同時兼顧工程測量的大尺寸與傳統精密測量的高精度是亟待解決的關鍵難題,這就對大尺寸測量提出了新的要求與挑戰[14-17]。以全站儀為代表的傳統測量儀器由于無法實現并行多任務測量,測量效率問題日益凸顯。為了實現船舶制造模式轉型,提高生產效率,必須推進高效率數字化測量方法。
室內空間測量定位系統由于其可拓展性與多任務并行測量特性,能夠克服大尺度與高精度之間的矛盾,契合數字化船舶制造對于測量的需求。近年來,天津大學精密測試技術及儀器國家重點實驗室研制出了室內空間測量定位系統(workshop measurement positioning system,wMPS),提出了一種基于三維測量場的整體結構化測量思路,已在一些裝備制造及裝配領域進行了應用[17-19],并結合造船工藝在分段制造和整體船塢測量方面開展應用研究。
本文主要介紹以wMPS為代表的分布式測量手段、整體結構化測量方法及其關鍵技術,尤其針對船舶制造復雜現場遇到的遮擋、擾動問題,提出并研究了包括布局優化、快速組網、自適應測量以及擾動預警補償等相關測量方法、技術,為該新興網絡測量系統在船舶數字化制造打下應用基礎。
1 船舶制造測量技術現狀與發展
1.1 我國船舶制造業測量技術現狀
切割、加工、焊接和船體裝配是船舶制造中的主要流程,對中間部件加工的精度控制和對各部件裝配過程進行整體在線監控是保證最終船舶制造質量可靠的前提[11-12]。
現階段船廠多采用圖1所示的測量儀器與技術。例如運用尺子、樣板樣箱、水準儀等測量儀器對關鍵中間部件進行一、二維測量;利用全站儀完成各部件裝配過程中的特征點三維測量任務[9-12]。

圖1 現階段船舶制造業測量手段
以船舶曲形鋼板制造工藝為例,現有測量手段通過測量樣板、樣箱與待測曲面貼合間隙來間接測量曲形鋼板的形狀是否符合生產要求。該方法并不能給出待測物體詳細的數字化參數與三維模型,也就無法很好地將數據反饋給設計制造部門來指導修正相關工序提升生產精度。傳統測量工具如尺、吊錘、水準儀等的測量由于大量依賴人工精度難以保證,僅能測量二維信息,無法與三維設計圖紙有效統一,更無法將測量結果在各部門間有效實時共享[12],不能滿足數字化制造要求。作為現階段船舶制造大尺寸測量的主要儀器[12-13],全站儀設站方便和靈活,量程較遠,精度在毫米級別。但隨著船舶數字化制造逐步推進,以全站儀為代表的傳統單站式測量系統的局限性逐漸顯露:首先,其設備功能只能覆蓋自身測量空間,在大型復雜船舶制造現場,需依靠頻繁轉站來解決視線遮擋問題,效率較低且易累積轉站誤差,無法解決大量程與高精度之間的矛盾[15-17];其次,這種單站極坐標測量系統只能實施單目標測量,不能滿足并行多任務測量的需要,在動態狀態監控應用上明顯受限。
1.2 整體結構化測量思路
wMPS借鑒全球定位系統(GPS)概念,將并行傳感測量定位方法引入到工作空間范圍。如圖2所示,wMPS以精密旋轉結合多激光掃描,構建覆蓋全周立體空間測量場。系統的發射基站發射兩束旋轉掃描激光和一束同步脈沖激光形成傳感覆蓋信息。遠端接收器根據基站光電脈沖間隔與轉速匹配關系識別信號來源,并通過同步光-掃描光相位關系計算基站掃描旋轉角度,從而實現單站角度變換及多角度交會定位以完成空間三維坐標測量[18-22],是一種高精度、高效率的多任務自動化測量系統,近幾年成功地在航天、航空等工業測量定位領域中實現應用。

圖2 wMPS測量示意圖
wMPS主要包括發射站、接收器、信號處理器以及配套測量附件,其測量原理如圖3所示。
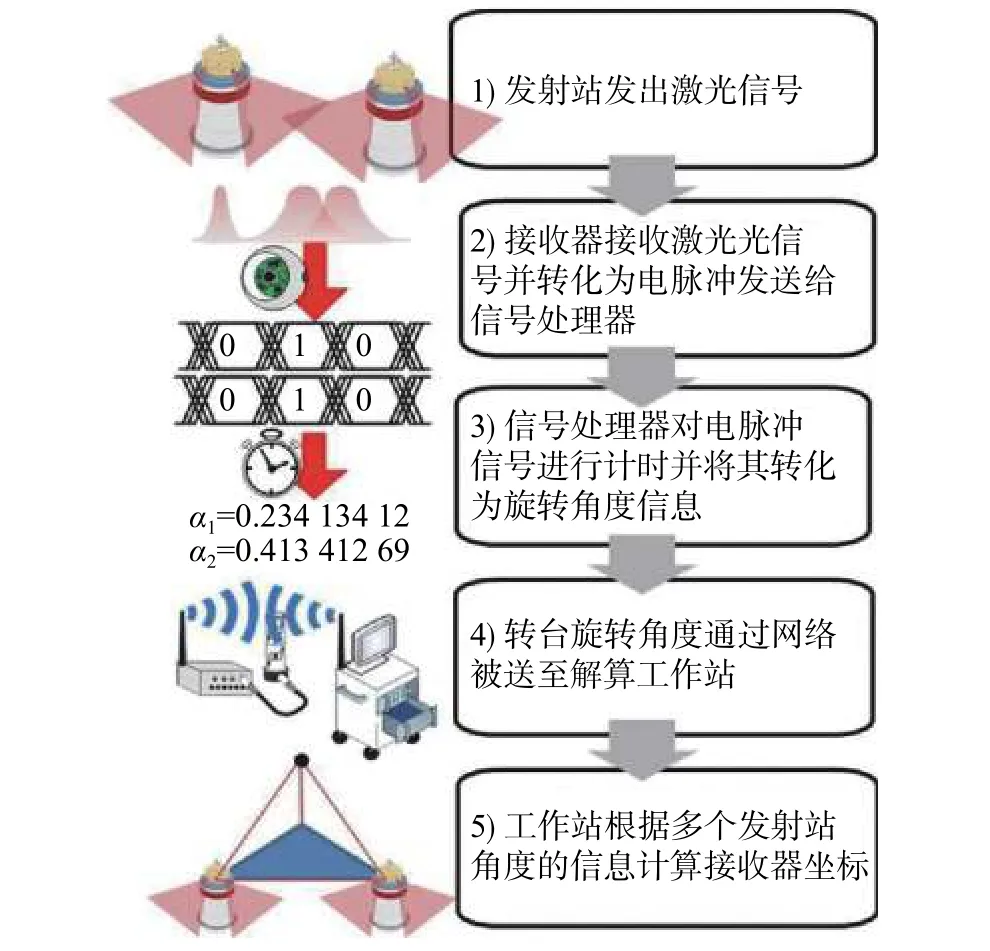
圖3 wMPS測量原理
以wMPS為典型的分布式測量系統能夠突破單站設備功能局限,構建出一種多站立體網絡結構、多觀測量融合、可并行多任務的大空間整體測量定位新方法,能很好滿足上述船舶數字化制造對測量的要求,逐步形成了多站分布式的整體結構化測量新思路,即利用測量單元以網絡式結構進行擴展,在不損失精度前提下覆蓋更大的測量空間[15-19,21-22]。另外,整體結構化測量模式通過多觀測量交會,在擴展量程的同時還可依靠高精度幾何約束、冗余測量平差方法來提高測量精度[22-24]。
在船舶數字化制造過程中,測量任務主要包括關鍵點檢測、超差檢測、分段對接、總段對接[12]。以船臺對接裝配為例,如圖4所示,船臺合攏是船舶制造環節中耗時最長,也對船舶整體質量有重要影響的環節,由于采用分段制造的手段(分段裝配、焊接變形),所以各部件尺寸偏差較大,需要在合攏時在船臺上做進一步的調整。利用室內空間測量定位系統可以實現對船臺下分段的快速多點動態跟蹤測量,通過大量高精度測量數據對各部件進行快速精確調整,控制和掌握各部件的尺寸精度,大大提高生產效率,實現了裝配工作的自動化和數字化[8]。
2 整體結構化測量場關鍵技術研究
整體結構化三維測量場在船舶制造領域的應用不斷發展與完善[18-21],針對現場復雜環境和條件,衍生出了一些關鍵技術研究,旨在提高測量精度與使用效率,優化整體性能。

圖4 船臺合攏示意圖
2.1 測量系統布局設計
在船舶制造現場,分布式系統中的發射站空間構型影響著整體測量精度,不同于單站式點對點覆蓋方式,wMPS發射站的有效測量區域取決于旋轉激光發射、接收范圍[20-21]。如圖5所示,發射站測量時的有效范圍是一個固定角度旋轉發散區域,從而在上下形成一個圓錐形掃描盲區,需要通過合理布站,覆蓋盡量多的待測區域。根據發射站和接收器的結構參數以及交會系統誤差特性,進行計算機數值仿真即可對測量方案進行評估,并在現場調整發射站布置,減小因空間構型引起的測量誤差[25-27]。

圖5 wMPS發射站的測量區域
在布局設計方案中,以測量精度、覆蓋范圍、儀器成本為主要考慮因素建立評價函數,通過數值仿真分析現場測量誤差,如圖6所示。

圖6 測量場布局與誤差仿真
2.2 復雜空間的快速組網技術
大型船舶制造工業現場環境惡劣,隨著制造裝配任務的進行,往往會出現不同程度的遮擋情況。測量場可采用固定發射站、移動發射站配合使用的方案來解決制造過程中的遮擋問題。其中,固定發射站覆蓋主要測量區域,移動發射站用于配合填補固定發射站受限或者遮擋的測量區域。此時,移動發射站處于臨時組網狀態,周圍空間受限,傳統的基準長度標定方法便無法完成自動定向[28-30]。
為解決移動發射站的快速定向組網問題,借鑒工程測量領域的后方交會思想[31],研究了發射站后方交會定向方法[32]。如圖7所示,該方法通過激光跟蹤儀/全站儀構建與現場環境和制造流程無縫集成的高精度外部三維控制約束,將移動發射站快速的匹配至整體測量場,完成網絡的快速重構。同時還可通過測量場與坐標場約束的不同配置,優化組網定向參數,實現網絡在線差分補償,進一步提高系統精度。

圖7 wMPS網絡組網方式
2.3 自適應測量技術
在環境復雜惡劣的測量現場,“巨型分段、總段制造技術”使得待測工件體積巨大,同時由于待測部件之間互相遮擋很難具有理想交會條件,再加上可允許布局的空間比較狹小,給實際測量帶來了極大的不便。
為了解決上述問題,將光電掃描角度測量技術與空間后方交會理念相結合,研究了一種基于多接收器測量靶的自適應測量方法[33]。多接收器測量靶上設置不少于6個接收器,各個接收器以及接觸式測頭通過激光跟蹤儀提前進行標定。測量時,通過測量靶接收器足夠多的光平面約束方程,結合已知的接收器相對幾何關系,解算出測量靶到發射站之間的位姿關系,獲得測靶接觸式測頭所處三維坐標,實現了發射站的單站適應性測量,如圖8所示。
以此為基礎進行拓展,當接收器所接收到光信號不僅來自同一個站時,通過已知的各個發射站坐標系之間位姿關系,可以將不同發射站所發射的光平面轉換到一個坐標系下,實現“偽交會”測量。當光平面數量超過待求參數數量時,即可通過對超定方程組的解算得到測量靶與儀器間的位姿關系[33-34]。通過以上方法實現了單站測量、多站交會測量和“偽交會”測量等自適應測量方式,并在軟件上進行有機統一,有效解決測量遮擋問題,提高了系統在惡劣環境下的適用性[34]。

圖8 單站適應性測量原理
2.4 整體測量網姿態監控與補償
測量過程中穩定的系統結構是高精度測量的重要保障。大型船舶制造現場環境惡劣且存在大量振動源(高負載吊車和大型電機等),容易導致發射站相對姿態發生變化,長期蠕變對精度將造成較大影響。針對工業現場環境下長期穩定測量的問題,通過基準量對測量系統進行監測與補償是比較有效的方式,例如利用空間中基準參考點或者補償測量元件等。
圖9所示的是一種基于傾角傳感器的發射站自補償方案[35-36]。精確標定發射站坐標系與剛性連接的雙軸傾角傳感器坐標系之間的關系,通過實時傾角傳感量,對發射站姿態進行監測。當姿態改變較大時,需要對發射站重新標定;當姿態變動較小時,對位姿進行在線補償來維持測量的準確。

圖9 基于傾角傳感器的新型發射站結構圖
3 結束語
以wMPS為基礎的整體結構化網絡測量方法,已經成為當前船舶數字化制造的有效精度控制方法。本文在分析了現階段船舶制造測量技術的基礎上,介紹了新興分布式網絡化測量系統wMPS的系統結構和傳感機理,闡述了整體結構化網絡測量新思路及其關鍵技術,總結了該方法在船舶數字化制造中的一系列測量技術創新與解決方案。
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
艦船科學技術(2022年2期)2022-03-29 01:12:44
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中國船檢(2017年3期)2017-05-18 11:33:09
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
