熱輸入對激光焊接800 MPa級微合金化碳錳鋼接頭顯微組織和力學性能的影響
2019-01-02 07:09:02,
機械工程材料 2018年12期
,
(1.四川交通職業技術學院,成都 610031; 2.安徽工業大學材料科學與工程學院,馬鞍山 243002)
0 引 言
800 MPa級微合金化碳錳鋼是一種應用較廣的高層建筑用鋼,具有易焊接、抗震性好、力學性能良好等優點。該微合金化碳錳鋼在使用時需要通過焊接來連接,如果焊接工藝選取不當或者焊接工藝參數控制不好,會極大地影響焊接件的綜合力學性能,從而對整體結構安全造成隱患[1]。雖然采用常規電弧焊、等離子焊等方法焊接微合金化鋼具有生產成本低、操作方便等優點,但是熱影響區會產生軟化、晶粒顯著粗化等問題,難以獲得高質量焊接接頭。激光焊接具有熱輸入小、加熱冷卻速率快以及熱影響區窄等優勢[2],可以有效解決上述問題。在激光焊接過程中,熱輸入是影響激光焊接接頭組織與性能的重要技術參數,通過調整焊接速度可以實現對熱輸入的控制。對800 MPa級微合金化碳錳鋼而言,當焊接速度小于2 cm·s-1或者大于3 cm·s-1時,激光焊接接頭的成形質量較差[3],因此將焊接速度控制在2~3 cm·s-1(對應熱輸入為1.27~1.90 kJ·cm-1)范圍內進行研究。作者在1.27,1.52,1.90 kJ·cm-1熱輸入下分別對800 MPa級微合金化碳錳鋼板進行了激光對接焊,研究了熱輸入對焊接接頭顯微組織和力學性能的影響,為激光焊接工藝在微合金化鋼中的推廣應用提供參考。
1 試樣制備與試驗方法
1.1 試樣制備
母材為800 MPa級微合金化碳錳鋼板(厚度5 mm),由唐山鋼鐵集團有限責任公司生產;焊接材料為ER80-G焊絲,直徑1.4 mm,市售。母材和焊絲的化學成分如表1所示。根據國際焊接學會(IIW)推薦的碳當量計算公式計算得到試驗鋼板和焊絲的碳當量分別為0.44和0.54。

表1 試驗鋼板和焊絲的化學成分(質量分數)Table 1 Chemical composition of tested steel plate and welding wire (mass) %
應用線切割方法將鋼板加工成尺寸為120 mm×75 mm×5 mm的試樣,經打磨、清洗、吹干后,采用JKY/315009型高功率光纖激光器對120 mm長邊進行對接焊(間隙為0 mm,無坡口),激光功率3.8 kW,離焦量為-2 mm,焊接速度分別為2.0,2.5,3.0 cm·s-1,對應的熱輸入為1.90,1.52,1.27 kJ·cm-1,保護氣為純度99.99%的高純氬氣,流量為22 L·min-1。
1.2 試驗方法
在焊接接頭焊縫區取金相試樣,在砂紙上逐級打磨,經拋光機拋光后,用4%(體積分數)硝酸酒精溶液腐蝕,在SU5000型高新熱場式場發射掃描電鏡(SEM)上觀察顯微組織。使用Wilson402MVD型顯微維氏硬度計測試顯微硬度,載荷2.94 N,保載時間10 s,以焊縫為中心向兩側母材,每隔0.2 mm取點測試。根據GB/T 228.1-2010,在Instron 5965型萬能拉伸機上進行拉伸試驗,拉伸速度為3 mm·min-1,拉伸試樣的尺寸見圖1(a),厚度為 3 mm,標距為30 mm。根據GB/T 229-2007,在Instron ceast 9000系列擺錘式沖擊試驗機上進行-40 ℃沖擊試驗,沖擊試樣的尺寸見圖1(b),開V型缺口,缺口分別位于母材和焊縫,缺口深度2 mm。用SU5000型高新熱場式場發射掃描電鏡觀察沖擊斷口形貌。
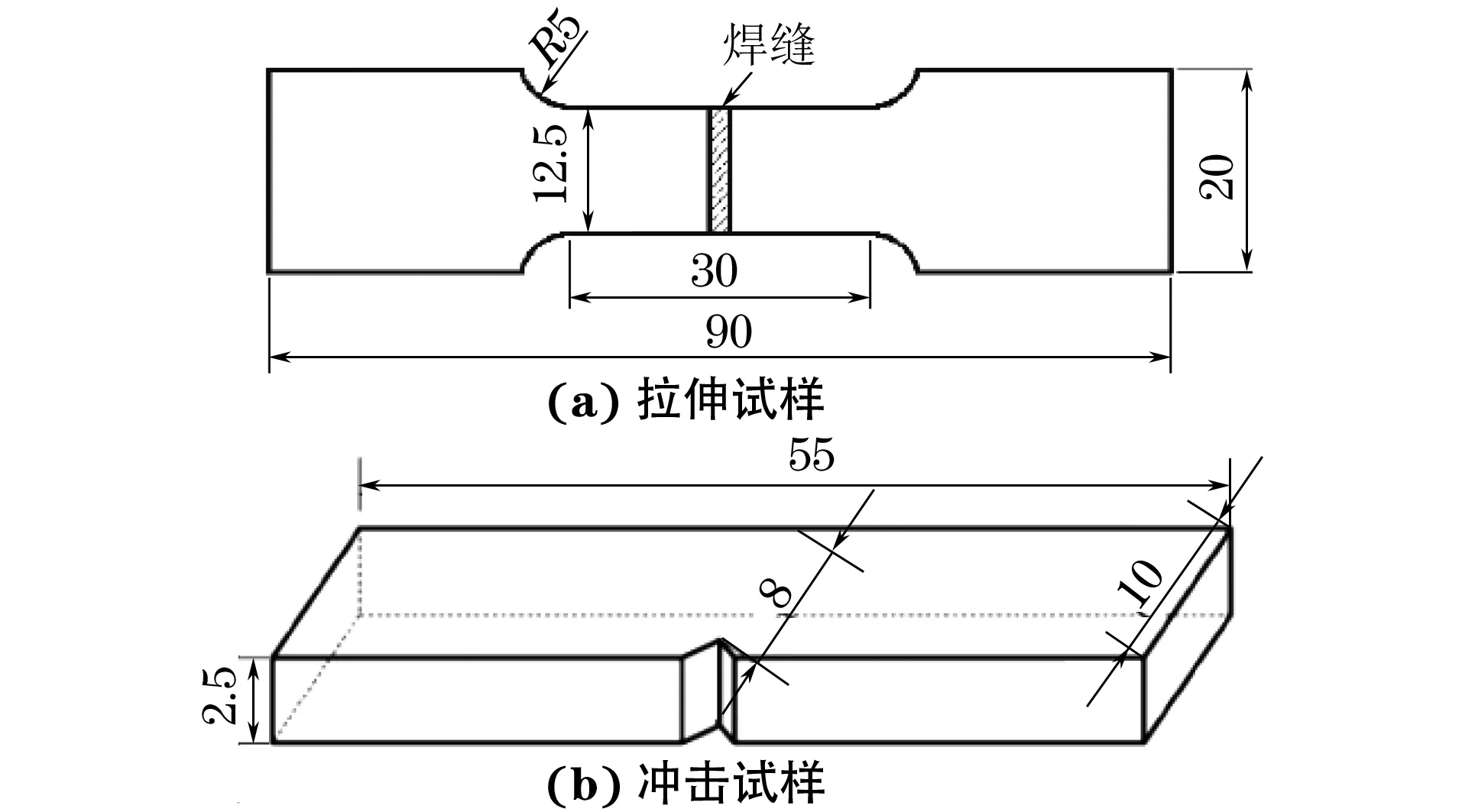
圖1 拉伸和沖擊試樣的形狀和尺寸Fig.1 Shapes and dimensions of tensile and impact specimens
2 試驗結果與討論
2.1 宏觀形貌
由圖2可見:在不同熱輸入下,焊接接頭上下表面均較為平整,未見局部堆積、飛濺、未焊透和裂紋等缺陷;當熱輸入為1.27,1.52 kJ·cm-1時,焊接接頭上下表面均未出現塌陷,成形較好,而當熱輸入增加至1.90 kJ·cm-1時,焊接接頭上表面出現深度約為1 mm的塌陷,成形質量相對較差;隨著熱輸入的增加,焊接接頭上下表面焊縫的寬度增加,且下表面焊縫寬度小于上表面的。這主要是因為在激光焊接過程中,焊縫的寬度與熱輸入有直接關系:在較低的熱輸入下,熔化的金屬較少,凝固后的焊縫寬度較小[3]。
2.2 顯微組織
由圖3可見,由于熱影響區粗晶區冷卻速率較快,在3種熱輸入下焊接接頭熱影響區粗晶區的組織都為板條馬氏體(LM),原始奧氏體晶界如圖中白色線條所示。根據GB/T 6394-2002,對距表面1.5 mm處的熱影響區粗晶區的晶粒尺寸進行統計。當熱輸入為1.27,1.52,1.90 kJ·cm-1時,熱影響區粗晶區的平均晶粒尺寸分別為9.3,10.6,12.1 μm。
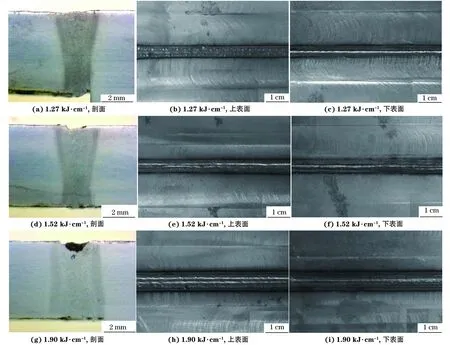
圖2 不同熱輸入下激光焊接接頭的宏觀形貌Fig.2 Macroscopic morphology of laser welded joints under different heat inputs: (a,d,g) profile; (b,e,h) upper surface and (c,f,i) lower surface
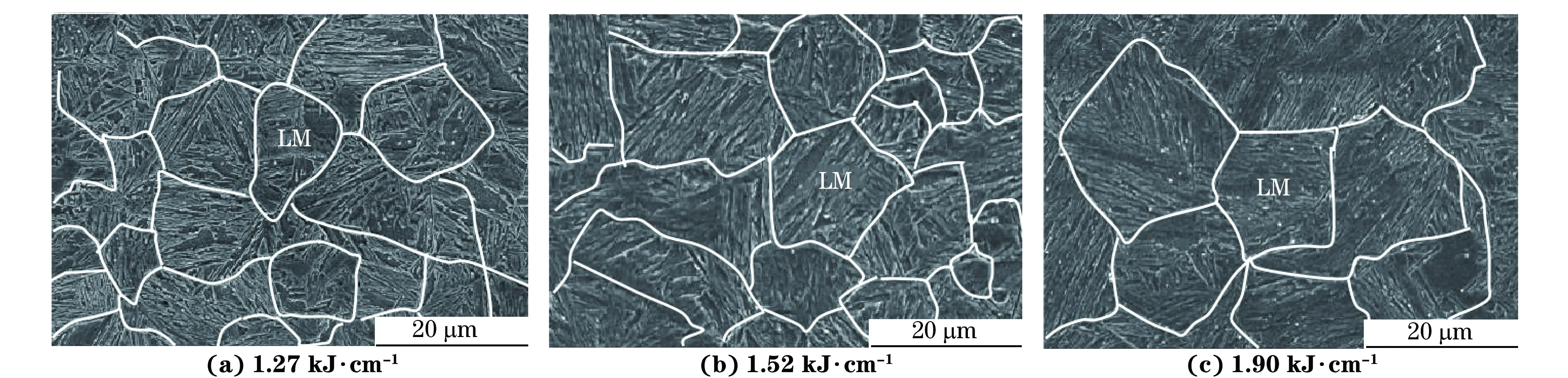
圖3 不同熱輸入下激光焊接接頭熱影響區粗晶區的顯微組織Fig.3 Microstructures of coarse-grained heat affected zone of laser welded joints under different heat inputs
由此可見,隨著熱輸入的增加,熱影響區粗晶區的晶粒尺寸不斷增大,這主要是因為熱輸入的增加提高了峰值溫度,延長了高溫停留時間,從而使晶粒發生粗化[4]。
由圖4可見:在3種熱輸入下,焊接接頭熱影響區細晶區的顯微組織均由尺寸約3 μm的細晶鐵素體(F)和在鐵素體晶界處的馬氏體-奧氏體(M-A)組元組成;隨著熱輸入的增加,熱影響區細晶區的晶粒尺寸并未明顯增大,且都明顯小于粗晶區的,這主要是因為細晶區遠離焊縫,受熱輸入的影響較小[5]。
由圖5可見,在3種熱輸入下,焊接接頭熱影響區混晶區的組織均由尺寸不等的鐵素體和M-A組元組成,且都沿鋼板軋制方向呈帶狀分布,這主要是因為軋制帶上的缺陷能夠成為形核點和擴散通道。在熱影響的作用下,碳元素沿軋制帶擴散至奧氏體中,冷卻時析出細小的鐵素體,而沒有溶入奧氏體的鐵素體發生粗化[6],從而形成尺寸不等的鐵素體。當熱輸入增加至1.9 kJ·cm-1時,M-A組元明顯粗化。
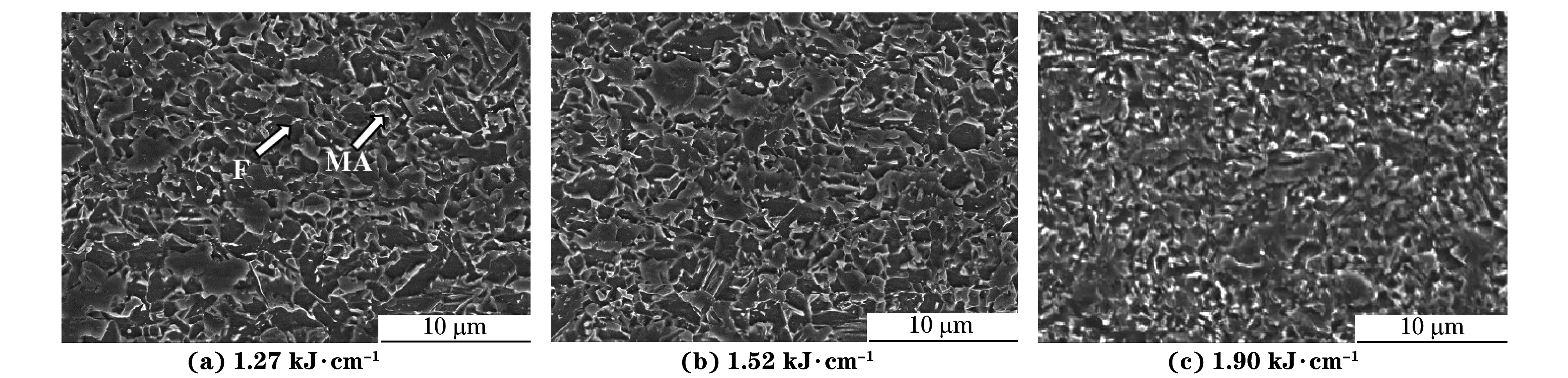
圖4 不同熱輸入下激光焊接接頭熱影響區細晶區的顯微組織Fig.4 Microstructures of fine-grained heat affected zone of laser welded joints under different heat inputs
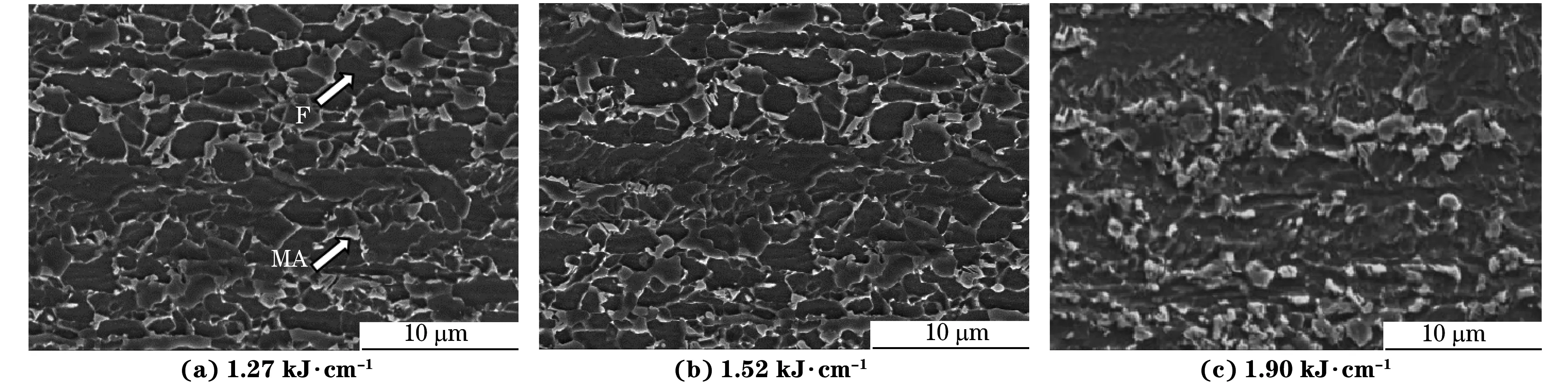
圖5 不同熱輸入下激光焊接接頭熱影響區混晶區的顯微組織Fig.5 Microstructures of mixed-grained heat affected zone of laser welded joints under different heat inputs
由圖6可以看出,當熱輸入為1.27,1.52 kJ·cm-1時,焊縫區組織都為板條馬氏體,較低熱輸入下的板條馬氏體的交織程度相對較輕;當熱輸入增至1.90 kJ·cm-1時,除板條馬氏體外,焊縫中還形成了少量粒狀貝氏體(GB)以及在原奧氏體晶界處的鐵素體組織。在較低熱輸入(1.27,1.52 kJ·cm-1)下,焊縫冷卻速率較快,凝固過程中的鐵、碳原子來不及擴散而形成了板條馬氏體組織;在較高熱輸入(1.90 kJ·cm-1)下,焊縫冷卻速率變慢,碳原子擴散能力增強,導致在奧氏體晶界形成了鐵素體以及沿晶界向內生長的粒狀貝氏體[7]。

圖6 不同熱輸入下激光焊接接頭焊縫區的顯微組織Fig.6 Microstructure of weld zone of laser welded joints under different heat inputs
2.3 顯微硬度
圖7中BM為母材,HAZ為熱影響區,WS為焊縫區。由圖7可見:在3種熱輸入下,焊接接頭的截面硬度分布均呈馬鞍形,焊縫硬度最高,其次為熱影響區的,其中熱影響區粗晶區的硬度高于細晶區的(靠近焊縫為粗晶區);隨著熱輸入的增加,焊縫區和熱影響區粗晶區的顯微硬度呈現逐漸減小的趨勢。結合圖4、圖6分析可知:隨著熱輸入的增加,焊縫中出現了硬度相對較低的鐵素體和粒狀貝氏體,導致焊縫硬度降低;粗晶區中的組織雖然都是板條馬氏體,但是其晶粒長大,造成硬度減小[8]。
2.4 拉伸和沖擊性能
母材的室溫抗拉強度為815 MPa,屈服強度為742 MPa,伸長率為22%,-40 ℃沖擊功為20.5 J。在3種熱輸入下,焊接接頭的室溫拉伸斷裂位置均位于母材區。由表2可以看出,在3種熱輸入下,焊接接頭的抗拉強度、屈服強度均高于母材的,斷后伸長率與母材的相當或略低于母材的;隨著熱輸入的增加,焊接接頭的屈服強度增大,而抗拉強度和斷后伸長率變化較小;隨著熱輸入的增加,焊縫區的沖擊功先增大后降低,當熱輸入為1.52 kJ·cm-1時最大;當熱輸入為1.27 kJ·cm-1時焊縫的沖擊功低于母材的。
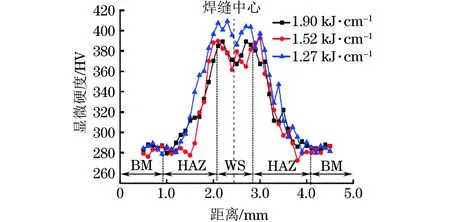
圖7 不同熱輸入下激光焊接接頭的截面顯微硬度分布Fig.7 Cross-section microhardness distribution of laser weldedjoints under different heat inputs
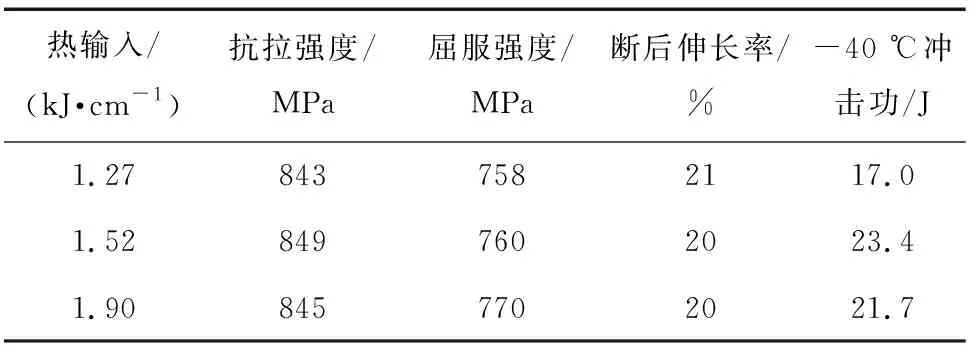
表2 不同熱輸入下激光焊接接頭的拉伸和沖擊性能Table 2 Tensile and impact properties of laser welded jointsunder different heat inputs
2.5 沖擊斷口形貌
由圖8可以看出,在焊接接頭焊縫區的沖擊斷口上均存在纖維區和放射區(如位置A所示),且在斷口邊緣處出現了剪切唇(如位置B所示),未見脆性斷裂區的存在,呈現韌性斷裂特征。
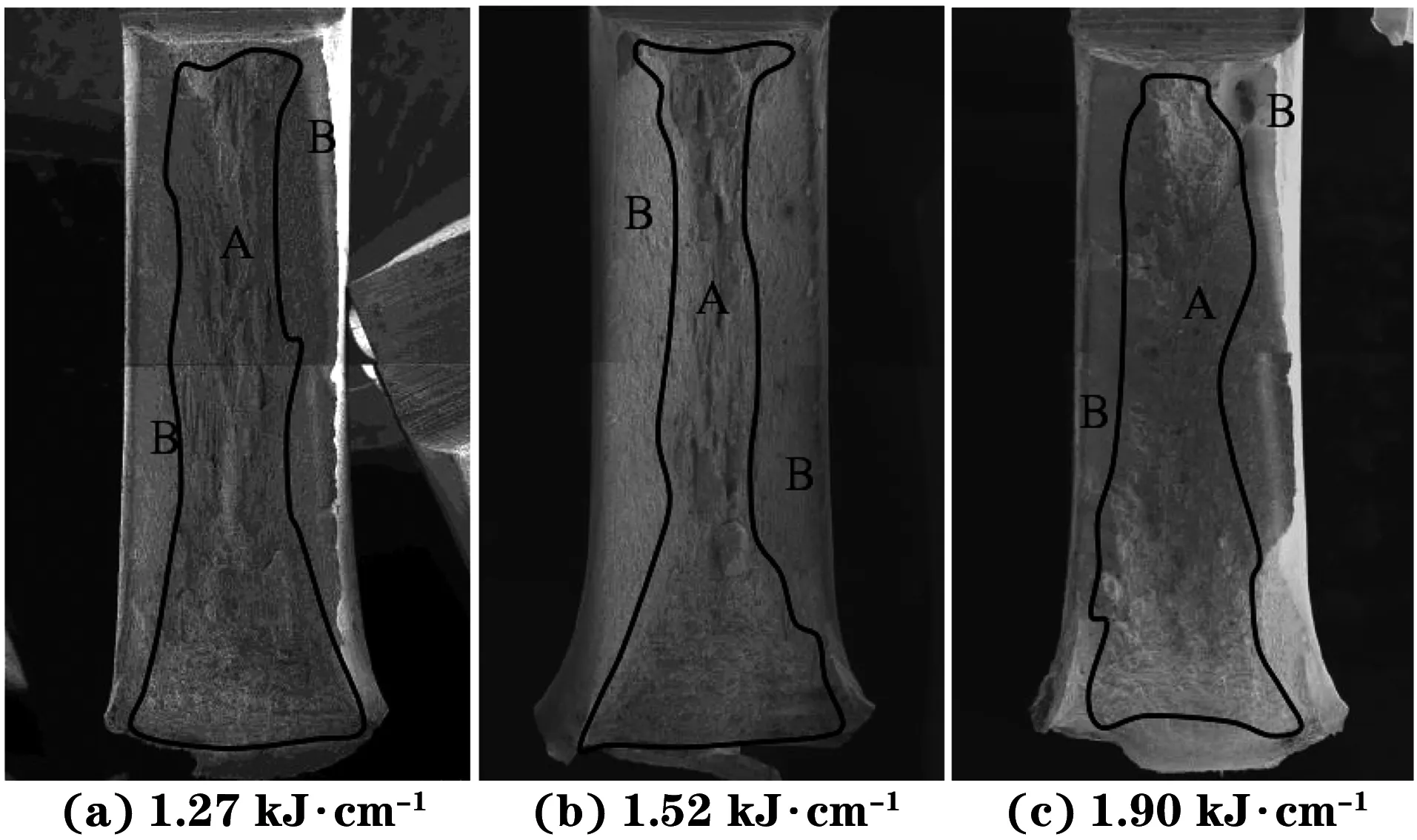
圖8 不同熱輸入下激光焊接接頭焊縫區的沖擊斷口宏觀形貌Fig.8 Macroscopic morphology of impact fracture in weldzone of laser welded joints under different heat inputs
由圖9可以看出:當熱輸入為1.27 kJ·cm-1時,焊縫區沖擊斷口中可見少量細小的等軸狀韌窩以及大量尺寸較大且較淺的拋物線狀韌窩,這是因為在較小的熱輸入下,熔池凝固時的冷卻速率較快,組織均勻性相對較差[9],導致形成了尺寸不一的韌窩;當熱輸入增加至1.52 kJ·cm-1時,沖擊斷口可見大量細小韌窩,說明焊縫的韌性很好,這是因為此熱輸入適中,焊接熔池的冷卻速率適宜,焊縫區硬脆性較小[10];當熱輸入增加至1.90 kJ·cm-1時,沖擊斷口由等軸狀韌窩和拋物線狀韌窩組成,且等軸狀韌窩的分布較為均勻,拋物線狀韌窩的尺寸有所減小,這說明焊縫的沖擊韌性比熱輸入為1.27 kJ·cm-1時的好,這是因為此時的熱輸入較高,焊接熔池冷卻速率較慢,使得焊縫組織中除形成板條馬氏體外,還形成了韌性相對較好的粒狀貝氏體+鐵素體組織[11]。
3 結 論
(1) 在3種熱輸入下,激光焊接接頭焊縫區的上下表面較為平整,未見局部堆積、飛濺、未焊透和裂紋等缺陷,但當熱輸入為1.90 kJ·cm-1時,焊縫區出現了塌陷。
(2) 熱輸入對焊接接頭不同區域顯微組織的影響很小,3種熱輸入下焊縫區和熱影響區粗晶區的顯微組織均為板條馬氏體,熱影響區細晶區的為細晶鐵素體和M-A組元,混晶區由尺寸不等的鐵素體和M-A組元組成;隨著熱輸入的增加,熱影響區粗晶區的晶粒尺寸增大,細晶區的晶粒尺寸未明顯增大。
(3) 在3種熱輸入下,激光焊接接頭的截面硬度分布均呈馬鞍形,焊縫區的硬度最高,熱影響區的次之,其中熱影響區粗晶區的硬度高于細晶區的;熱輸入對焊接接頭拉伸性能的影響較小,接頭均在母材區發生斷裂;在3種熱輸入下激光焊接后,焊接接頭焊縫區的沖擊斷口都為韌性斷口,隨著熱輸入的增加,焊縫區的沖擊功先增大后降低,當熱輸入為1.52 kJ·cm-1時最大,為23.4 J。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38