基于Fluent壓光機加熱輥的熱流耦合數(shù)值模擬分析
2019-01-02 01:07:32毛廷廷鄭甲紅王亞雄劉杰林
中國造紙 2018年11期
關鍵詞:模型
毛廷廷 鄭甲紅 李 均 王亞雄 陳 靜 劉杰林
(陜西科技大學機電工程學院,陜西西安,710021)
壓光機是用于提高紙面光澤度的設備,應用于壓光上光工藝[1]。軟壓光機開發(fā)于20世紀80年代初,最早應用于整飾要求較低和中等要求的紙種,目前的軟壓光機可以獲得以前只能用超級壓光機才能達到的壓光效果,且非常有效、經(jīng)濟。軟壓光機作為造紙機和涂布機的機內或機外整飾設備,由于其性能優(yōu)越、操作簡單、紙幅壓光斷頭少、壓光后成紙質量提高、設備運行效率高而得到迅速發(fā)展。在造紙行業(yè)中,國內外大小廠家廣泛采用的仍然是傳統(tǒng)的油加熱和蒸汽加熱造紙壓光機。壓光機的主要加熱裝置是加熱輥,該輥主要由加熱輥筒、操作側軸頭、傳動側軸頭、進油內管和兩端油路封盤組成。但發(fā)現(xiàn)沿輥面長度各段溫度不均勻,因此使得輥面溫度分布不勻,加熱效率低[2- 7]。針對以上問題,本課題通過Solidworks進行加熱輥三維建模,采用Fluent分析模塊進行網(wǎng)格劃分、邊界條件設置以及熱流耦合分析,分別對壓光機加熱輥外表面溫度的影響進行研究。加熱輥筒作為壓光機加工機床的關鍵部件,在現(xiàn)代造紙加工行業(yè)中占有極其重要的地位,為改善我國造紙行業(yè)現(xiàn)狀做出了突出貢獻[8]。熱流耦合問題越來越受到人們的重視,并逐漸成為人們研究的熱點,其研究不僅有重大的理論意義,而且具有廣泛的實際應用價值。但耦合問題涉及到的內容很多、范圍較廣、耦合機制相當復雜,要想比較全面地解析熱流耦合理論和正確求解其數(shù)值模型,還需要做大量工作。其主要發(fā)展趨勢是:加強熱流耦合理論中流體-溫度場兩場耦合理論的研究。
1 結構與原理介紹
壓光機主要由機架、軟輥、加熱輥、刮刀、引紙系統(tǒng)、弧形輥、張力輥、軟輥端部吹風冷卻、軟輥膠面溫度檢測、傳動系統(tǒng)、液壓系統(tǒng)、熱油系統(tǒng)及控制系統(tǒng)等組成[9- 10]。加熱輥為合金冷硬鑄鐵硬面輥,要求組織細膩、硬度高、傳熱均勻性好、受熱變形小。輥體鑄造時通過成分控制、冷型工裝溫度控制以及鐵水溫度控制來保證材料分布均勻,輥面由表及里依次為:冷硬層、過渡層、灰口層[11]。
本課題中的壓光機硬輥采用導熱油三孔一循環(huán)的原理進行加熱,壓光輥輥徑較大,輥面較長,輥子中間鉆一通孔,在離輥面約60 mm處鉆一串環(huán)狀孔,其直徑30 mm,孔數(shù)為21個,且這些小孔有斜孔與中間空腔溝通。加熱油在這些加熱輥的油道內循環(huán)流動,通過熱傳導的方式進行熱量傳遞。
根據(jù)壓光機加熱輥的實際結構尺寸,忽略細微的加工結構,利用三維建模軟件Solidworks建立壓光機加熱輥與加熱油流體的三維實體模型(如圖1所示),其中,輥筒長L=1500 mm,輥筒半徑r1=300 mm,輥筒空腔半徑r2=142.5 mm,油道半徑r3=15 mm,進油口直徑D0=30 mm,出油口內圓直徑D1=40 mm,出油口外圓直徑D2=90 mm,生成的流體加熱源模型如圖2所示,加熱輥主要由操作側軸頭、傳動側軸頭與中間熱輥筒組成,兩端的油路封盤起轉換油路的作用。當給定加熱油時,加熱油由進油管流入,充滿輥內空腔,由另一端的配油盤分配進入斜孔油道,斜孔油道與加熱輥周圍的環(huán)狀孔相連通,由斜孔進入第一個孔,經(jīng)過油路封盤處與第二孔連通進入第二孔,再通過另一端的油路封盤依次流入第三孔,第三孔與斜孔相連通,加熱油經(jīng)斜孔流過配油盤匯合流出加熱輥,一次循環(huán)結束。
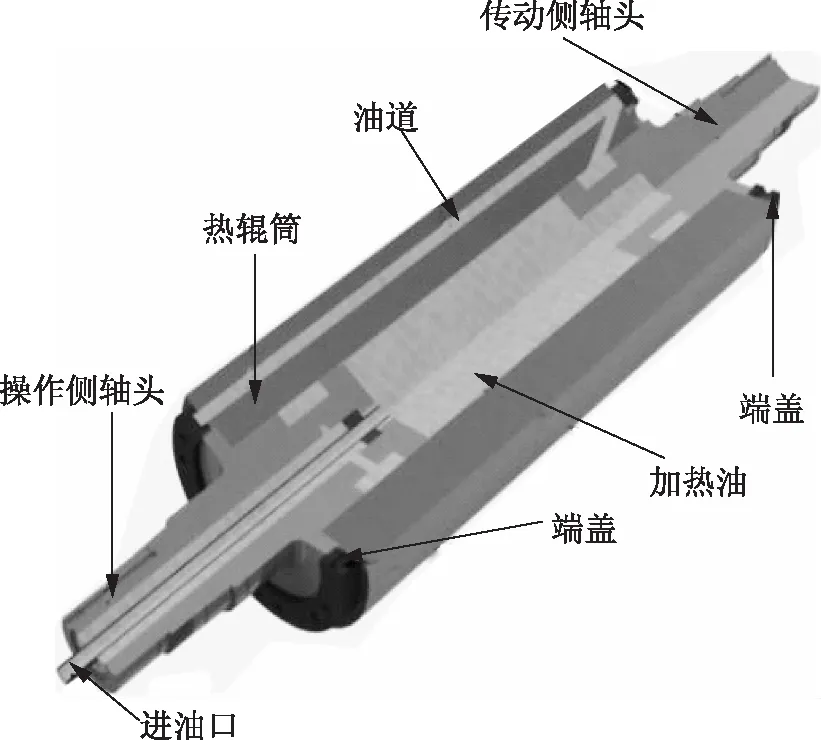
圖1 加熱輥與加熱油流體三維模型
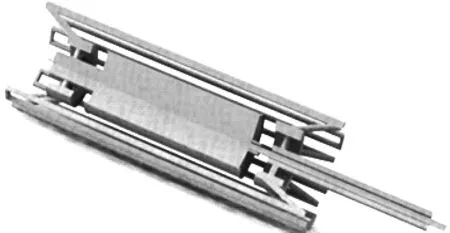
圖2 流體加熱源模型
2 流場的控制方程組
為了更好地理解對流傳遞過程中各主要物理量之間的關系以及邊界條件在其中的作用,并說明對流換熱問題理論求解的基本思路,有必要給出對流換熱過程完整的數(shù)學描述。該數(shù)學描述由質量守恒(即連續(xù)性方程)、動量守恒和能量守恒方程組成。流場中的質量、動量和能量守恒方程組放在一起,稱為控制方程組[12- 14]。
2.1 質量守恒方程
將流體視為連續(xù)介質,根據(jù)質量守恒定律,由此得到不可壓縮流體的質量守恒定律表達式,即質量守恒方程(1)。
(1)
式中,ρ為流體密度;υ為流體軸向速度矢量;u為流體徑向速度矢量;t為流體通道內一個循環(huán)的時間;r為通道半徑;x為流速在x方向的分量。
2.2 動量守恒方程
描述流體運動規(guī)律的動量守恒方程實際上是針對流體的牛頓第二運動定律。按照守恒關系推出動量守恒方程(2)。
(2)
式中,P為靜壓力;g為重力加速度;M為流體黏性系數(shù)。
2.3 能量守恒方程
能量守恒方程用來描述流體發(fā)生對流換熱時的溫度場。穩(wěn)態(tài)時,能量守恒方程可以簡化為方程(3)。
(3)
式中,T為流體溫度;a為導熱系數(shù);y為流體在y方向上的分量。
3 數(shù)值模擬分析
3.1 模型簡化
壓光機加熱輥的結構十分復雜,曲面和不規(guī)則形狀較多,完全把真實的實體模型作為計算模型來進行計算非常困難。因此,根據(jù)計算經(jīng)驗及計算機的運算能力,在保證對計算結果影響不大的前提條件下,為避免在網(wǎng)格劃分時產(chǎn)生網(wǎng)格尺度的巨大差異,對三維實體模型進行了一些簡化處理。由于加熱輥的油路通道為21孔,且采用三孔一循環(huán)的原理進行加熱,所以共分為7個循環(huán)組,每一組都一樣,在分析計算時,可選取加熱輥筒以及流體三維模型的1/7進行分析計算,簡化模型如圖3所示,將簡化后的三維Solidworks模型以.x_t格式導入Fluent進行前處理并進行網(wǎng)格劃分。

圖3 加熱輥與流體的三維簡化模型
3.2 網(wǎng)格劃分
依據(jù)計算流體力學與數(shù)值傳熱理論,采用 Ansys workbench 軟件的Fluent模塊對加熱輥進行仿真分析,首先將需要仿真的流體添加到建立好的三維模型中,即在加熱輥油道內填充加熱油組成完整的流固耦合模型,并導入Fluent仿真模塊,然后將加熱輥以及流體模型進行整體網(wǎng)格劃分,選擇界面左側Outline中的Mesh選項,在Details of “Mesh”下面的Sizing中的Relevance Center中設置為Coarse,其余采用默認設置,在Outlines中的Mesh選項右擊,在彈出的快捷菜單中選擇Generate Mesh命令,完成網(wǎng)格劃分,劃分后的有限元模型如圖4所示,模型中共有249304個節(jié)點、1264991個單元。
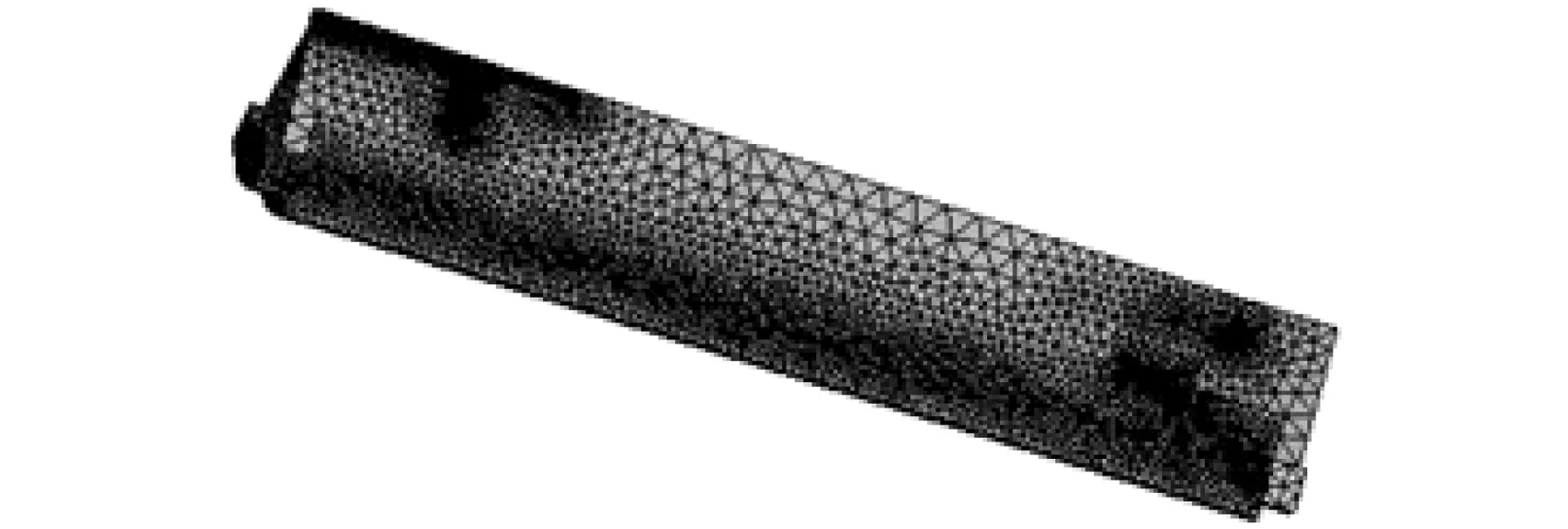
圖4 加熱輥與流體模型的網(wǎng)格劃分
3.3 邊界條件
選擇一個1092型號的小輥體,進行邊界條件設置,雙擊Fluent面板中的Setup,選擇界面左側的Problem Setup中的Models設置為Energy-On,選擇Materials進行材料設置,輥筒采用冷硬鑄鐵材料,加熱介質為混合加熱油,采用穩(wěn)態(tài)計算模式。選擇Boundary Conditions進行邊界條件設置,入口邊界條件采用速度進口,出口邊界條件采用壓力出口,加熱油初始流速為20 m/s,加熱油的入口溫度為200℃。加熱油從內管流入滾筒空腔內以及輥筒壁的21個油道的速度和溫度由輥體油道流動計算結果獲得。輥筒油道出口邊界為壓力出口,在計算中,加熱油在油道內的流動狀態(tài)是三維黏性湍流流動,采用穩(wěn)態(tài)計算模式,湍流模型選擇標準k-ε模型。
4 流體-傳熱耦合數(shù)值計算模型
4.1 溫度場結果分析
當加熱輥筒轉速為1450 m/min時,進行加熱油加熱,采用Fluent模塊對加熱輥及流體加熱油耦合的1/7模型進行分析,同時求解質量守恒方程、動量守恒方程、能量守恒方程和湍流方程得到收斂結果,并對固體部件的溫度場、流體的速度場等進行分析評價[15- 16]。輥筒壁計算結果的溫度分布云圖如圖5所示,從圖5中壓光機輥筒內部的情況可以看出,經(jīng)加熱油加熱后的加熱輥筒溫差較大,油道壁面最高溫度為469.3 K,明顯高于其他區(qū)域,兩端軸頭溫度較低,操作側軸頭的溫度高于傳動側軸頭的溫度,輥筒外壁最高溫度463.4 K,輥筒外表面中間溫度略高于兩端溫度,且三孔一循環(huán)中每個油道的溫度也不同,都存在溫差,表面溫度分布不均勻,存在一定的溫度差。

圖5 輥筒壁溫度場分析
4.2 速度場結果分析
圖6為加熱油速度場分析圖。從圖6中可以看出,加熱輥筒內的加熱油流速分布不均勻,總的趨勢是進口流速較快,流入加熱輥筒內空腔后流速緩慢,從空腔進入傳動側軸頭后速度增大,當流入斜孔油道后由于油道直徑小,速度急劇增加,加熱油在3個孔內依次流動,但在3個孔軸向流動時速度比斜孔油道速度要低,在第一個孔、第二個孔和第三個孔之間都有一個換油路的油路封盤,此處速度都會增大,在從第三個孔流入斜孔時,速度急劇增大,繼而流出加熱輥筒,完成一個循環(huán)回路。
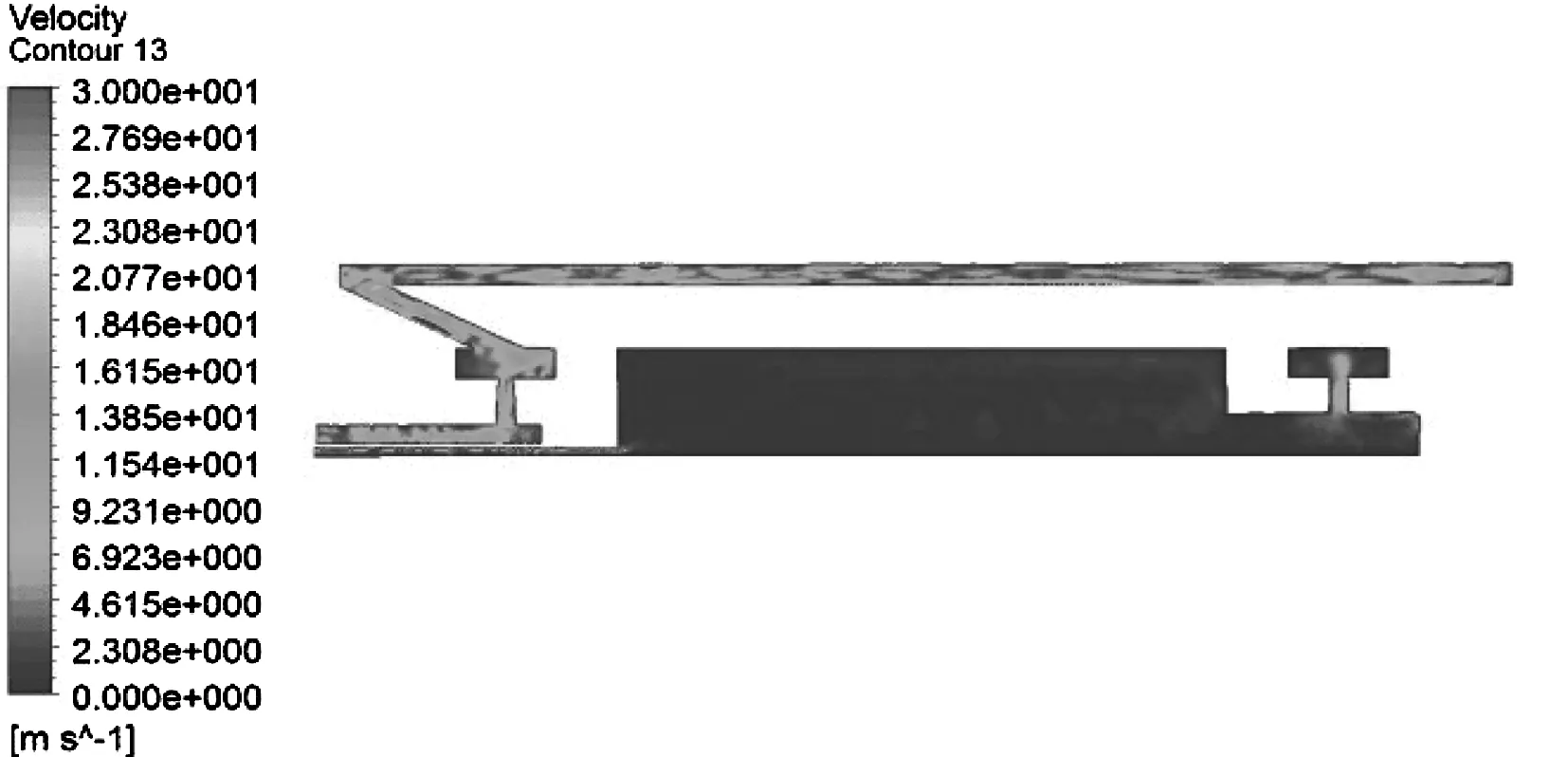
圖6 加熱油速度場分析
5 影響因素研究
加熱油初始速度不變時對升溫的影響以及對加熱輥筒外壁升溫的控制主要通過調節(jié)加熱油的初始溫度進行,但卻忽略了在一定小范圍內加熱油初始溫度不變時加熱油初始速度對升溫的影響,因此可以嘗試在調節(jié)的小范圍內從調節(jié)加熱油初始速度的角度來調節(jié)加熱輥外壁的升溫。在只改變加熱油初始速度的條件下,保持其他初始值和邊界條件不變,通過仿真結果分析得出加熱輥筒外壁溫度的變化趨勢如圖7所示。從圖7可以看出,當初始速度不變時,改變加熱油的初始溫度對輥筒外壁溫度影響非常大,呈直線上升趨勢。當保持初始溫度不變,改變加熱油的初始速度時,輥筒外壁溫度變化不太明顯,呈現(xiàn)先上升后降低的趨勢,因為初始速度較低時,加熱油與外壁的熱對流較強,流體能量損失較嚴重,所以外壁溫度較低,但當初始速度太快時,導致流體對流現(xiàn)象較弱,帶走大量能量,外壁溫度呈下降趨勢。改變加熱油初始溫度和初始速度都可以達到影響加熱輥筒外壁溫度的效果,但是加熱油初始速度的改變對加熱輥筒外壁溫度的改變作用不明顯,改變加熱油初始溫度對輥筒外壁的溫度改變較明顯。由于熱量在徑向方向上的傳導要比在軸向方向上傳導更快,當流速保持不變時,升高加熱油的初始溫度,加熱輥在徑向方向上熱傳導的熱量將增加,最終增強對流換熱[17- 19]。
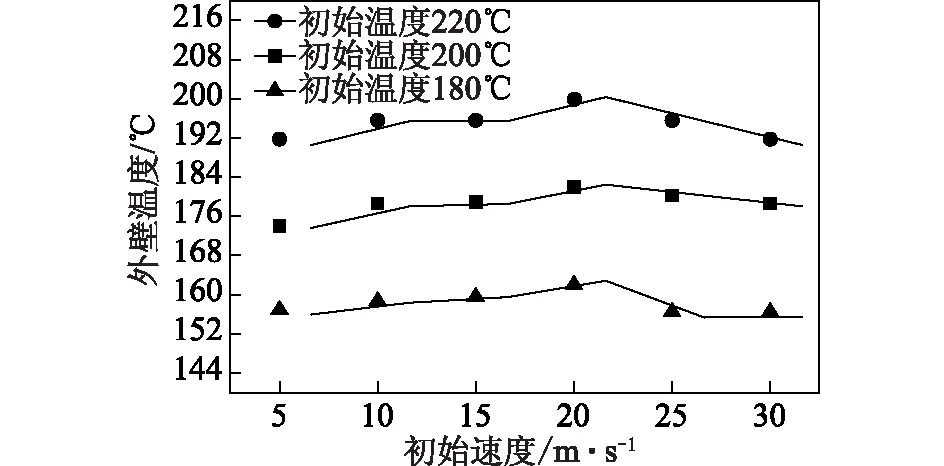
圖7 初始速度與溫度對外壁溫度的影響
6 結 語
本課題通過對加熱輥的結構、尺寸等計算和選擇,采用Solidworks軟件建立加熱輥的三維模型,根據(jù)熱傳導等相關知識,利用Fluent模塊做加熱輥的熱態(tài)分析,來驗證加熱輥結構設計是否合理。
6.1 加熱油的初始溫度與初始速度對加熱輥筒外壁的溫度都有影響,但初始溫度比初始速度的影響較大。
6.2 根據(jù)Fluent軟件對加熱輥筒做熱態(tài)特性分析,得出輥筒外壁最高溫度463.4K,輥筒外表面中間溫度略高于兩端溫度,外壁溫度分布不均勻,加熱效率低,壓光質量不理想。
根據(jù)以上所述,壓光機加熱輥筒有良好的熱態(tài)特性。但是外壁溫度分布不均勻,工作效率低,不能完全滿足設計要求,有待進一步改進,提高壓光效果。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學備考)(2020年9期)2021-01-04 00:25:14
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19