微注射壓縮成型柔性基底微針工藝參數研究
2018-12-28 06:57:14陳壽楷吳大鳴
中國塑料 2018年12期
關鍵詞:工藝
莊 儉,陳壽楷,許 紅,劉 穎,黃 堯,吳大鳴
(北京化工大學機電工程學院, 北京 100029)
0 前言
微針(Microneedls,MNs)技術與傳統透皮貼劑和靜脈注射相比,提供了高效且微創的藥物遞送方式[1-4]。MNs無痛地破壞角質層,從而增強透皮給藥效果。由于皮膚的彈性和韌性,具有剛性基底的微針陣列會產生“釘子床”效應[5],即分散每根針上的力,降低了刺入效果,具有柔性基底的微針可適合皺紋和變形的皮膚,從而提高破壞角質層的效率[6-8]。
微注射壓縮成型[9-10]是將微注射成型和壓縮成型相結合的一種聚合物微小制件成型方法。在其壓縮過程中能夠推動聚合物大分子鏈段運動,聚合物大分子鏈段便能夠進入型腔,克服了傳統注射方法因大分子鏈段纏結不易進入微小型腔的缺點[11]。因此,該方法能夠改善填充效果,制備形狀尺寸高,尖端尺寸小的柔性薄底微針。Xie等[12]利用微注射壓縮成型方法制備柔性聚合物微透鏡陣列,其中涉及的微結構類型尺寸為直徑190 μm的半球形圓孔。Shamloo等[13]針對微注射壓縮成型的工藝參數進行研究,探究了不同參數對于聚乙烯熱性能的影響以及力學性能的改善。但到目前為止,對微注射壓縮成型柔性微尺度制件的工藝研究還鮮見報道。
本文針對微注射壓縮制備柔性基底微針陣列的成型工藝,重點探究微注射壓縮成型微針陣列的工藝參數,通過實驗研究獲取實驗數據,并利用極差分析和方差分析得出成型最佳工藝參數,并利用聚合物分子物理模型解釋各因素對成型效果的影響。
1 微注射壓縮成型的微觀機理
微注射壓縮成型的聚合物充模過程可認為是熔體在薄壁型腔內簡單的伸長流動,而流動的原因主要是通過大分子鏈單體的鏈段位移實現。任意的大分子鏈段包含n個長度為l的鏈段,其每個鏈段運動過程中受到相應的等效應力,定義纏結大分子鏈單體受力產生的變形量等價于分子鏈首、末兩端變形量,且定義纏結大分子鏈末端距矢量為R,其物理模型[14]如圖 1所示。
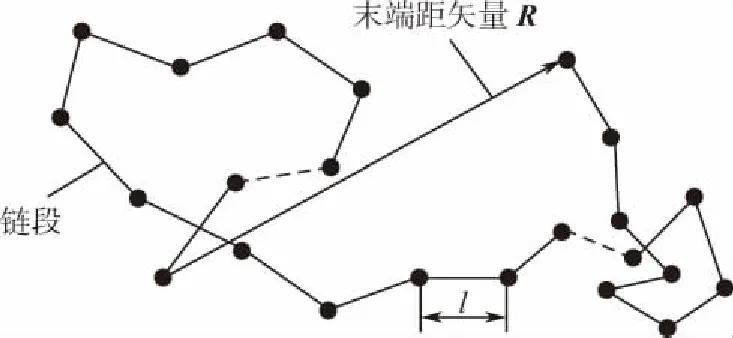
圖1 纏結大分子鏈取向形變物理模型Fig.1 Tangled macromolecular chain orientation deformation physical model
鏈段運動依靠分子之間的取向應力,對于聚合物充模滿足取向應力—形態關系理論模型如式(1)~(3)所示:
(1)
(2)
σ=σ1+σ2
(3)
式中KB——Boltzmann常數
T——熱力學溫度
ξ——聚合物材料有關的模型常數ξ=3/2nl2
λ——材料柔度
C-1——微元對應的Finger應變張量
簡化模型取C-1=0,ζ0=exp(3ξ),取向應力模型[14]大致曲線如圖 2所示。

圖2 恒溫可壓縮熔體充模取向應力-形變關系示意圖Fig.2 Schematic diagram of orientation stress-deformation relationship of constant temperature compressible melt filling
通過上述曲線走勢可知,應力變化在微尺度型腔充模初期和充模后期增加較快,中期相對緩慢。在充模初期,熔體大分子在應力作用下產生變形,但是由于大分子鏈的制約,分子體積受到壓縮而趨于收縮的趨勢,為了克服大分子鏈段的約束,應力增加較快。在充模中期,熔體微元克服大分子鏈段的約束,此段為高彈形變區,產生剪切膨脹變形,在較小的取向應力下就能產生大的應變量。在充模后期,形變達到峰值,若要繼續產生形變則需要更大的取向應力。因此,在充模后期,利用壓縮成型過程,能夠使分子鏈段獲得更大的取向應力,能夠解決大分子鏈段在運動后期因分子鏈纏結造成熔體不易充模的缺點。
2 實驗部分
2.1 實驗原料、模具及設備
微針陣列的微注射壓縮成型材料選用聚丙烯(PP),牌號為MT40S,高流動級別,熔體流動速率為38 g/10 min,玻璃化轉化溫度為130 ℃,熔融溫度為220 ℃,透明度高。此牌號PP適合成型薄片微小結構塑件,且機械性能良好。
本實驗制造的模具為疊層鑲塊式模具,采用這種方式有利于模具的清理和排氣,這也是此模具的特殊之處。模具疊層鑲塊部分由11個疊片構成,疊片間的微小型腔構成了微針的6×10正三棱錐陣列分布,其底部邊長為260 μm,高度為350 μm,模具三維圖如圖 3所示,模具疊片零件圖如圖4所示。

圖3 模具三維圖Fig.3 Three-dimensional image of the mold
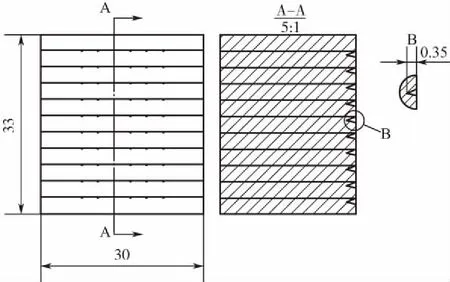
圖4 模具疊片零件圖Fig.4 Lamination part image of the mold
實驗所使用的微注射成型設備為Battenfeld 55/130H B6注塑機,其規格參數: 螺桿直徑22 mm,注射壓力287 MPa,最大注射量120 cm3, 螺桿長徑比(L/D)20, 螺桿轉速500 r/min, 最大鎖模力550 kN。
2.2 實驗過程
本實驗的目的旨在研究不同工藝參數對于微針成型的影響,評估指標為微針成型的高度以及成型形狀,得出最佳成型工藝參數。對于微注射壓縮法成型聚合物微針陣列,其工藝參數主要有熔體溫度、注射速度、注射壓力、模具溫度、二次鎖模時間以及二次鎖模壓力。因此,設計了6因素5水平的L25(56)正交實驗表,各因素各水平代表的具體工藝參數見表1。

表1 各因素各水平代表的具體工藝參數Tab.1 Specific process parameters represented by each level of factors
對于設計的25組中,每次注射壓縮成型的注射量保持一致,即為20 cm3,且每組實驗重復10次。正交實驗得到的實驗結果,利用極差分析以及方差分析得到主要影響因素以及實驗指標與因素的關系,從而獲得成型最佳工藝參數。
2.3 聚合物微針的外形表征
根據正交實驗表中的工藝參數制備微針陣列,制得的微針樣件利用顯微鏡以及SEM觀測具體形態以及尺寸,其顯微鏡及SEM照片如圖5所示。

(a)顯微鏡下微針陣列圖 (b)單個微針尺寸圖 (c)單個微針SEM照片(×250) (d)微針柔性陣列圖5 微針陣列外形尺寸Fig.5 Microneedle array dimensions
圖5(a)為顯微鏡觀測的微針陣列。圖5(b)為測量單個微針的高度,可達322 μm,填充率達到92 %。圖5(c)是通過SEM電鏡放大250倍之后的圖像,可以觀察到整個微針填充效果良好。圖5(d)為PP基底微針陣列呈現整體柔性彎曲的特征,該微針陣列能夠適用皮膚的褶皺以及皺紋,能夠適應于皮膚的各個部位,這個特點也成為了此種微針具有巨大應用潛力所在。
3 實驗結果分析與討論
3.1 極差分析
(4)
分析得出的數據,可以確定PP成型微針的主次順序為注射速度>熔體溫度>二次鎖模壓力>注射壓力>模具溫度>二次鎖模時間,并且得出最佳工藝參數組合為A4B5C5D2E3F4。為了便于直觀地分析各個工藝參數對微針高度形成的影響,以各工藝參數為橫坐標、微針平均高度為縱坐標繪制圖6。
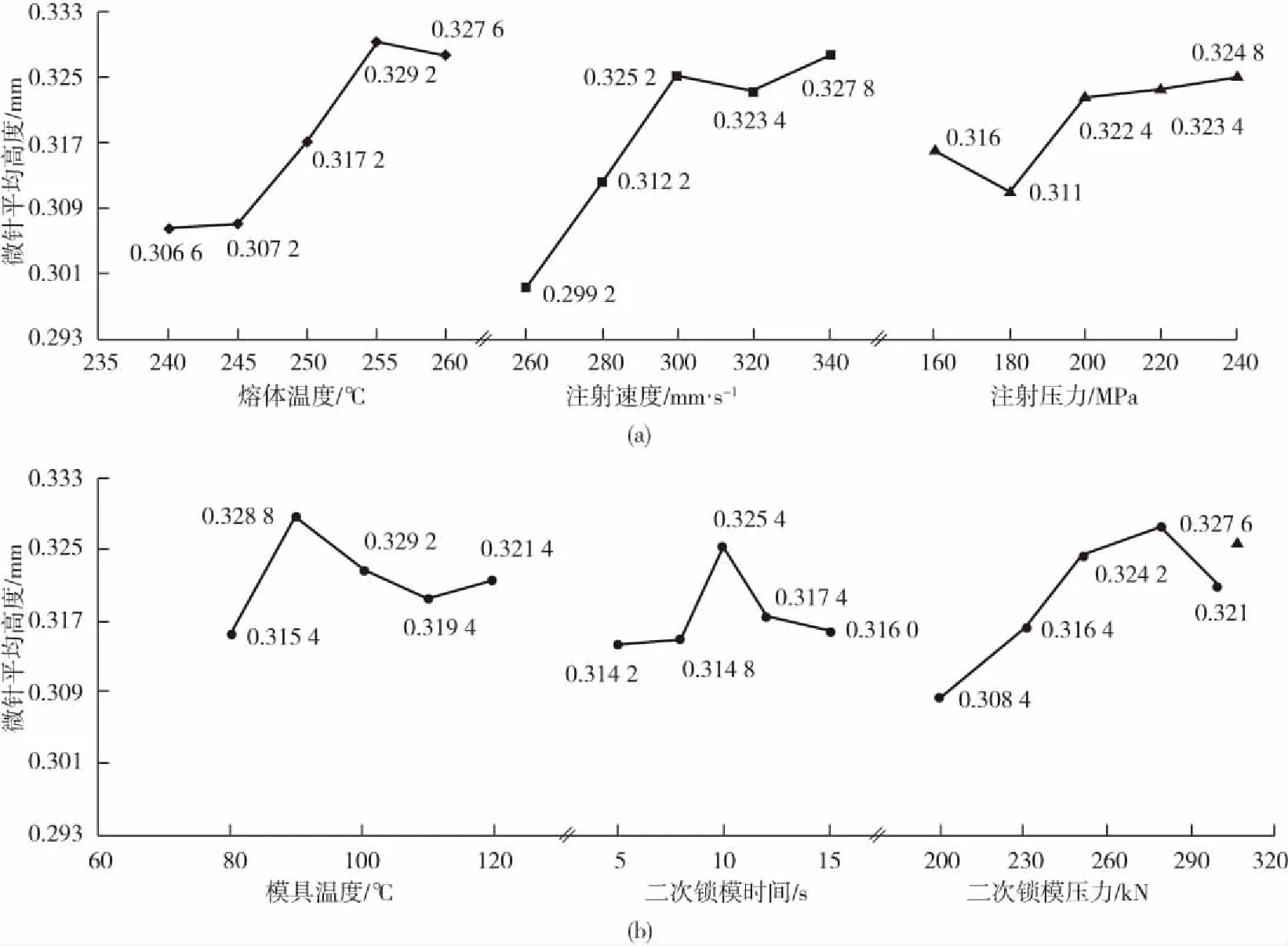
(a)熔體溫度、注射速度、注射壓力對微針高度的影響 (b)模具溫度、二次鎖模時間、二次鎖模壓力對微針高度的影響圖6 工藝參數對微針高度影響趨勢Fig.6 Trend of process parameters on microneedle height
從圖6可以看出,隨著熔體溫度和注射速度的因素水平值增大,微針高度增加趨勢明顯,而注射壓力和二次鎖模壓力對微針高度的影響表現出相對平穩的趨勢,模具溫度以及二次鎖模時間呈現先增大后減小的影響趨勢。
(1)熔體溫度曲線可以觀察得出微針平均高度先呈現線性增加再趨于穩定。熔體溫度主要影響熔體的黏度,即分子運動初期大分子鏈團對于熔體微元運動的約束。在熔體溫度245~255 ℃分段,微針高度隨著溫度的增加而增加,且呈現線性變化,每升高5 ℃,微針高度增加約10 μm,超過255 ℃,對制品的成型不利,因此,得出最佳的溫度參數為255 ℃,且該因素對微針高度的影響較顯著。
(2)注射速度在260~200 mm/s速度范圍內,微針高度呈現遞增的現象,超過200 mm/s后趨于穩定,從分子角度考慮,充模初期中,由于熔體黏度的影響,纏結的大分子鏈彈性效應顯著,這段期間需要大的注射速度,因此,微針高度呈現遞增現象。注射中期,隨著注射速度的提升,剪切力的增大,促使大分子鏈單體扭結成聚合物微元,剪切應力趨于平穩。注射后期,若提高微針高度則需要更大地增加注射速度,然而當注射速度達到設定之后便進入壓縮過程,因此接下來取決的因素為二次鎖模壓力。
(3)注射壓力在整個注射過程中與注射速度相對應,增大注射壓力,熔體剪切應力也相應增大,使熔體的黏度下降,當熔體的剪切應力超過臨界值后,會產生壁面滑移現象,因此促進熔體的流動,微針高度隨著注射壓力的增大而增大。
(4)根據材料的特性,將實驗中模具溫度設定的范圍為80~120 ℃,在這個溫度范圍內,微針成型高度變化量為0.0134 mm,模具溫度對微針高度影響較小。
(5)注射壓縮成型過程中,二次鎖模時間相當于保壓時間,曲線在二次鎖模時間為10 s時出現峰值,該時間微針成型的高度明顯優于其他時間,可以認為該時間為PP材料成型最佳二次鎖模時間。當鎖模時間過長時,容易使塑件產生殘余應力,使塑件發生變形,影響微針高度的形成,該因素在整個成型過程中影響較小。
(6)二次鎖模壓力對于微針高度的影響較顯著,隨著二次鎖模壓力增大,微針高度增加,主要是由于聚合物熔體的體積由大分子鏈單體以及自由體積兩部分組成,在填充后期,熔體主要依靠二次鎖模壓力進行充模,注射壓縮過程引起熔體體積變化,進而導致熔體黏度變化,充模過程前段熔體會影響后段熔體的運動。但當鎖模壓力過大時,反而使熔體黏度增大,同時模具中殘余的空氣對熔體的運動有阻礙作用,因此造成了曲線在過大壓力是時候呈現下降趨勢。
3.2 方差分析
為了獲取顯著因子的最佳水平,需要對實驗所得數據進行方差分析[15]。假設實驗的結果在誤差范圍之內,實驗的各方面條件因素都是保證理想狀態;且不同水平條件下進行的實驗是相互獨立的,不會對其他實驗產生影響。設微針高度y1,y2,y3,…,yn(mm)為考察指標,計算總離差平方和以及各因素離差平方和為:
(5)
(6)
式中SST——總離差平方和
SSj——各因素離差平方和
f——自由度
n——實驗次數(正交表的行數×重復次數)

a——第j因素的水平數為5
ni——第i水平下的實驗次數為3
則計算檢驗值FA:
(7)
(8)
式中MSSj——各因素均方和
MSSe——誤差均方和
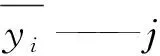
各因素方差分析及貢獻率(ρi)見表2。從表2可知FB>F0.95(4,25)=2.76,因素B在顯著性水平0.05上是顯著的,有檢驗值Fj可以看出在顯著水平上B最占優,而E影響最小。
表2 各因素方差分析以及貢獻率Tab.2 Analysis of variance of factors and contribution rate
由貢獻率的大小來衡量影響因素的強弱,對于各個不同因素對于微針高度的形成來計算貢獻率:
(9)
(10)
式中ρj——各因素的貢獻率
ρe——誤差貢獻率
各因素貢獻率如錯誤!未找到引用源。3所示。注射速度和熔體溫度占據主要影響因素,分別為25.3 %以及21.2 %,而二次鎖模時間僅占10.1 %,對于工藝成型的影響較不顯著。

表3 各因素貢獻率 %
4 結論
(1)通過極差分析,獲得PP微針陣列成型的主次工藝影響順序為注射速度>熔體溫度>二次鎖模壓力>注射壓力>模具溫度>二次鎖模時間,并且得出最佳工藝參數組合為B5=340 mm/s,A4=255 ℃,F4=280 kN,C5=240 MPa,D2=90 ℃,E3=10 s;
(2)通過利用取向應力場模型對各個因素影響成型的原因進行分析,注射速度增大使聚合物熔體黏度下降,使得大分子鏈由于剪切力的作用分散成聚合物微元,此時聚合物熔體向前運動依靠注射速度給予的慣性,熔體向前運動距離主要取決于注射速度的大小;進入運動末期,熔體向前運動主要依靠二次鎖模壓力,基于自由體積理論,該過程由于慣性的減弱,聚合物微元能夠繼續運動依賴壓縮體積的作用,因此二次鎖模壓力在充填末期占據主導作用;
(3)通過方差分析確定各個工藝參數對于成型微針的貢獻率,結果顯示,注射速度和熔體溫度的影響效果最大,其貢獻率分別為25.3 %以及21.2 %;
(4)通過對微注射壓縮成型PP柔性基底微針陣列的工藝研究,可為微注射壓縮成型微小制件提供一定的理論依據,并對于微模具的結構優化提供技術支持。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52